浅谈转动小滑板加工锥体快捷方法
2009-03-25于广智
于广智
【摘 要】回转小滑板刀架加工锥形零部件是普通车床车削圆锥工件最常用的方法为了提高普通车床利用小滑板转动角度车削锥体工件及相互配合锥体的精度质量及工作效率。本文从以下几个方面论述一下该工艺的技术要点。
【关键词】锥体工件 回转刀台 同心度
圆锥零件在我国机械行业中应用非常之广泛,主要用于一些定位配合件,密封件以及工具配合联接件等等,随着数控技术的发展与运用锥体工件的加工精度有了很大的提高,但是数控加工技术并没有普及,大部分精度较高的部件都是由精度较高的磨床完成,但是基础加工必须由普通车床来加工的普通车床加工锥体工件。根据圆锥角度的大小和长度在普车上一般有四种加工方法:(1)宽刀刃切削法,一般加工一些锥度短的工件。(2)仿形切削法,一般加工一些批量生产的工件。(3)偏移尾座法,这种方法通常加工一些锥度特长小刀架回转行程无法加工的零件。(4)转动小滑板车削锥体方法,这是最常用的方法。
一、圆锥体长度的控制
由于圆锥体母线与零件的轴线不是平行关系所以就影响了圆锥的长度测量在具体车削过程中,长度的尺寸也很难控制。圆锥体的各要素关系式是:K=大径D—小径d/长度L,圆锥半角的正切值, tgA=k/2,那么转动小滑板切削锥体时它的转动角度是锥角的1/2假如:锥角是10度30分那么它的转动角度就应该是5度15分所以当转动角度一定时大径D与小径之差就决定了圆锥长度,车削过程中,刀具从小径端运动到大径端的切削过程中,机床的中滑板没有移动也就是说任何一个长度的圆锥体在切削过程中刀具在大端和小端的时候中滑板刻度值是不变的,根据这一点我们在圆锥车削过程中采用一种快捷方式来控制长度。(1)根据图纸要求长度从小头对刀并记住中滑板刻度,对刀后在车削圆锥体全过程不能再动大滑板位置,最好将大滑板固定,可用扳手将大滑板固定螺钉锁紧。(2)利用小刀架和中滑板退刀进刀,中滑板刻度到第一步对刀时的刻度处车削圆锥就达到图纸要求的长度,该方法特点是方便快捷很适合精度不高的批量生产。
二、圆锥角度的控制法
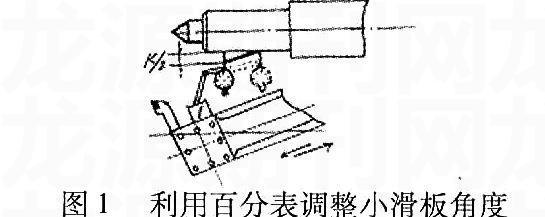
圆锥角度对零件的精度影响很大如何控制圆锥角度也是车削圆锥的关键技术,对于精要求不高的零件圆锥角很容易掌握但精度要求较高圆锥工件要想控制圆锥角的精度就需要有一定的实践经验和技巧。最常见的圆锥角控制方法是通过试车和测量再反复调整小滑板也就是先车一段锥体测量长度和角度是否合格然后再调整小拖板转动角此方法效率低,每次调整准确率很低为了快速准确调整小拖板转动角度,我们应该采取利用百分表进行调整角度,即准确又快捷,首先计算出圆锥母线长度大径与小径之差后先近似转动小拖板圆角半径将百分表座安装在小刀架上百分表测头垂直接触在尾座活动套筒上并有一定压力(尾座摇出后固定)摇动小拖板手柄行程为圆锥母线长度或成一定比例关系。读取百分表行程数值该数值应等于圆锥大头直径与小头直径差的1/2或成一定比例如有误差请调整百分表误差。退回小滑板行程。重复走刀测试百分表行程。确认行程为大小头直径差的1/2准确但要注意尾座套筒的误差。
三、锥体与螺纹体连接同心度的控制法
线锥这种属于锥体与螺纹体连接的工具类零件目前在工业农业建筑业装修业上技术工人中广泛利用,这种工具严格的说是锥体与螺纹体的组合件这种工具圆锥角度要求不高同心度必须得高如果加工不合理使用起来就会产生偏心状态无法准确的测定高楼墙角大型立柱桥梁等大型建筑与地面的垂直度看起来这个小工具无所谓实际在生产过程中还是必须的工具过去这种锥体与螺纹组合件加工确实困扰着一些人成为一项难题,同心度总是达不到要求我认为应该采用下面的工艺去加工就能确保该锥体组合件的同心度。
首先取一件长短合适的棒料加工成近似锥体型状,然后从夹盘取下反过来夹紧切出平面钻孔(以16螺纹为例)至直径14然后用尾座顶夹配合纹M16孔记住一定要确保与主轴线一致加工完后取下再加工一个用直径25棒料挑成M16螺纹该螺纹后端必须有一个直径24导正平面使锥体旋上后紧靠端面这就一个胎具使锥体与主轴同心,下一部开始加工锥体至图纸要求尺寸表面光洁需要达到以上取下锥体再加工另一件螺纹连接件,这个连接件直径16螺纹必须用车刀加工绝对不能用板牙套这样才能保证与主轴同轴该件关键是中心小孔必须与螺纹轴线一致同轴度不能超过0.05mm否则与锥体连接时中心孔与锥体实端就达不到同轴使用起来效果就会受到影响孔加工好后,使旋钮方便再把圆滚上网纹这样就可以取下,把中心孔内穿上一根与孔径粗细相当的线然后将锥体与螺纹体连接起来就可以使用了我认为按照该工艺加工出的连接锥体工具同心度是绝对可以达到的,效果也是最佳的,以下是示意图(图2)说明

四、圆锥配合件的切削法
圆锥配合零件一直都是普通车床加工的一个难题圆锥配合零件加工过程最容易出现的问题是内外图锥角度不一致影响配合精度,通常车削内外圆锥采用的方法是车削外圆锥时逆时针转动小滑板加工车削内圆锥时顺时针转动小滑板这样加工需转动两次小滑板两次转动小滑板很难一致。所以车削圆锥角不相等就存在配合精度问题如果我们转动一次角度完成内外锥体加工就解决这一问题转动一次刀架完成圆锥配合有两种方法:(1)顺时针转动小滑板车削内外圆锥,在车削内圆锥时可以正常完成加工,但是在车外圆锥时就不能正常完成可以把车刀反装车削但该机床中滑板必须有足够的行程。
(2)逆时针转动小滑板车削内外圆锥在车削外圆锥时正常加工没有问题在切削内圆锥时就不能按常规进行车削。只能把内孔刀具反装刀口朝下,进行加工我认为逆时针转动滑板的加工方法比顺时针转动角度加工起来方便可应该优先使用。如图(图3)所示

五、圆锥体的测量法
通常对圆锥的测量有三种方法1用万能角度尺测量2用圆锥套规测量3用样板测量。我认为测量圆锥最准确的精度最高的应该是百分表测量你可以将百分表安装在车床上使用百分表压头垂直于圆锥母线然后移动机床溜板箱使百分表纵向移动一定长度读取百分表行程然后根据锥度计算公式计算锥度是否合格比例测量方法精度很高但需要大量计算。
