涤纶机织物的碱减量加工
2009-02-11沈志平贺良震
沈志平 贺良震
文章从涤纶减量产品加工的流程入手,分析了涤纶机织物强捻产品碱减量加工的工艺参数和工艺流程,讨论了不同减量设备和减量方式对产品手感、风格和强力的影响;并着重研究了预缩、预定形和减量工序在涤纶机织物强捻产品减量过程中所起的作用。最后指出,染缸内预缩和减量加工过程中采用的电脑程序集中控制是稳定产品质量的关键。
Starting with the production flow of polyester alkali de-weighting products, this article analyzed the parameters and flows of hard-twisted PET woven fabrics, and discussed the effects of different alkali de-weighting machines and ways on handle, style and strength of the products. Furthermore, the effect of preshrinking, pre-setting and de-weighting in de-weighting process of hard-twisted PET woven fabrics was investigated especially. Finally, it was pointed out that computer control in dye machines during the preshrinking and de-weighting process is crucial to ensure the quality of products.
涤纶具有良好的强度、适中的刚性和较好的可染性,因此其应用范围日益扩大。涤纶强捻织物的仿真丝绸整理加工和涤纶新合纤的仿麂皮绒产品加工都离不开碱减量。仿麂皮绒产品的“开纤”和其他涤纶产品轻减量的大量使用,使研究碱减量加工工艺仍具有现实意义。
通常涤纶强捻仿真丝织物加工流程如下:备布 → 预缩 → 预定形 → 碱减量 → 水洗 → 染色 →后处理 → 脱水 → 烘干 → 定形 → 检验。

其中预缩和预定形对减量加工影响较大,减量后水洗对染色质量影响较大。涤纶在一定温度下的烧碱溶液中,纤维表面产生水解,这种现象也叫做涤纶的“剥皮”。涤纶被碱溶液剥皮后变细,纱线之间移动空间变大,涤纶刚性降低,织物手感得到明显改善。因此,在热碱溶液作用下,涤纶织物克重减轻、手感变软的过程就是涤纶机织物的碱减量。
1碱减量设备与工艺
1.1练池减量
随着减量工艺变化,涤纶机织物碱减量设备逐渐发展起来。受真丝吊练加工的启发和影响,涤纶早期减量也采用吊练方式。吊练减量也称作练池减量,某些织物的减量目前仍采用练池减量。为提高减量效率,降低劳动强度,有工厂还把手工吊练方式改为气动式方式。多个气动联动装置呈正弦波动方式,每匹织物被吊在竹竿上,每只竹竿被置于呈上下波动状态的气动装置上。随织物上下波动,减量池内的液碱与织物之间发生相对运动,涤纶表面就会发生剥皮现象,达到减量目的。
练池既可以搭建在地面之上,也可在地面上下挖搭建练池。建在地面之上的减量练池可称作高台式练池,建在地面之下的练池可称作下挖式练池。前者便于整缸织物碱量结束以后的吊装操作,还便于减量残液的排放,可以减少因吊装引起的安全事故,但不利于减量液碱的添加和补充。下挖式减量练池便于减量液碱的补充,不便于残碱的排放。练池减量生产效率较低,易在织物边部留下破洞。如果吊线断开,还会引起减量过程中坯布某一段脱落于练池之中的现象,最终造成此段坯布减量过重的质量事故。减量时若出现人工移动布匹不及时的情况,就容易在减量坯布的折转处产生俗称“刀口印”的减量痕。
用标准酸滴定工作液中有效碱浓度的方法是可行的。稳定了碱的浓度,只要再控制住减量温度和减量时间,就可有效控制织物减量率。控制织物的减量率也就是控制织物的手感。练池的底部接有蒸汽管,也可给减量工作液加热。练池减量的温度一般控制在 60 ~ 70 ℃左右。减量织物生产的高峰期一般在夏季,夏季减量,既可以避免产生雾气,有利于安全生产,也可以减缓练池内工作液降温的速度。
每缸布减量结束后,在剪断每匹布的尼龙吊练线时,应把这些吊线收集起来集中清理。如果不及时清理吊线,吊线很有可能缠绕布车车轮,造成车轮轴承损坏。在往高台式练池内补充液碱时,必须注意安全。两种减量池的池边必须有护栏。护栏的高度为 1 m左右。护栏高度过低或过高,手工操作时都会加大操作工的劳动强度。同时,护栏高度过低也失去了安装护栏的作用。给工作液加热时,值班长不得离开工作现场,以免因脱岗造成碱量池工作液沸腾时无人关闭蒸汽阀门。蒸汽管道的控制开关须距离练池 2 ~ 3 m。开关宜采用球形阀门,球形阀门关闭或开启时更迅速有效。
1.2染缸减量
机缸减量在染缸内完成。通常染厂都会用容积较大的“J”型缸作固定的减量缸,以缓解练池减量或其他减量方式生产能力不足。虽然其他类型的染缸也可以作为减量机缸,比如说“O”型缸,但是容布量偏低妨碍了染厂生产管理人员选用其他类型染缸为主要减量机缸。
与练池减量不同的是机缸减量为绳状减量,而练池减量为平幅减量。虽然平幅减量效率更高,但机缸内绳状减量却不会产生“刀口印”之类的疵点。高温高压的喷射溢流染色机作减量缸,使减量过程可在高温下完成。高温减量可提高减量效率,但控制不当易出现减量过重现象。过程控制主要因素有:温度、时间、液碱和促进剂加入量。检验减量效果主要看织物手感和强力。减量手感不是越软越好,手感过软而缺乏身骨是减量过重的表现。既有较软手感,又有一定回弹性,还有一定身骨,才是比较理想的减量手感。减量织物手感过软时织物飘逸性突出,但悬垂性下降。若涤纶减量织物身骨明显突出,仿麻性特强,则说明减量程度不够,手感偏硬,这样的手感需要回修。
经预定形的涤纶强捻织物手感较硬,染缸减量进布时速度不宜过快,且须经过导布环。喷嘴压力过大,织物若不经过导布环,会造成织物剧烈抖动,与缸口发生剧烈碰撞,织物表面产生大量“鱼鳞斑”疵点。染缸内减量,虽液碱利用率较低,但由于减量温度较高,加工效率并不低。缸内减量还可对染过较深颜色的染缸进行清洗,利于染浅色。若用机缸减量代替染缸清洗,被减量织物欲染颜色必须较深。
1.3间歇式减量机减量
间歇式减量机是改进的减量缸,1 台减量机相当于 2 台减量缸。位于减量机顶部的液碱回收装置提高了减量残碱利用率。减量机减量温度高于练池减量温度,可以达到98 ℃,但仍然低于染缸减量的 125 ℃。由于加工量的提高和液碱的有效利用,总体减量效率比较高。间歇式减量机一经出现便受到染厂欢迎。减量温度虽低于染缸减量,却有利于随时控制织物的手感。
1.4连续式减量机减量
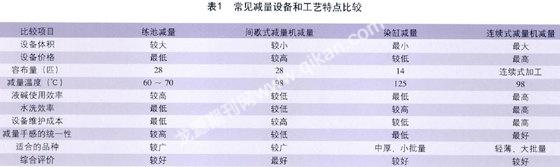
连续式减量机一般为平幅减量,特别适合于大批量的轻薄涤纶强捻机织物。强捻麻纱、强捻花瑶和强捻雪纺织物都适合连续加工。大批量轻薄织物减量手感的统一性是连续减量机的加工优势。无论是练池减量、染缸减量,还是减量机减量,都很难做到大批量轻薄强捻织物减量手感的统一。减量重,手感要求高,是对大批量强捻轻薄涤纶机缸减量产品基本要求。液碱利用率高,生产效率高,水洗效果好,是连续减量机主要特点。表 1 比较了 4 种减量设备和工艺的主要特点。
2减量分类
早期减量直接在染缸中进行,不需做预缩和预定形。通常习惯把直接在染缸内对织物的减量叫做一次减量,把经过预缩、预定形后再减量的减量方式就叫做两次减量。织物预缩时,温度一般高于前处理,还需加入一定量的液碱和其他精练剂。涤纶织物预缩过程类似一次减量,预缩后再经过预定形才可进行第二次减量。
一般情况下,一次减量在染缸中进行,二次减量既可在练池中进行,也可在间歇式减量机或连续式减量机中进行。按照液碱加入量,还可把一次减量分为轻减量和重减量。通常加入液碱占织物重量的 10% 以下为轻减量,若加入 15%以上液碱则为重减量。一次减量织物手感明显不如二次减量。虽然普通涤纶织物前处理时也加入液碱,但前处理液碱加入量一般不超过织物重量的 5%,温度不超过 80 ℃。轻减量温度一般为 110 ℃,重减量温度一般为 120 ℃。
由于加工中加入液碱数量、温度都不同,所以有的染厂就把前处理、轻减量和重减量算作对织物不同档次的加工而收取不同加工费。浅色织物染色时,为保障织物清洁,在制定工艺时通过提高温度和增加液碱来达到净化织物坯布的目的。染缸高温一次减量时,液碱加入量的确定要依据织物捻度和上次减量的总体效果,新品种的染缸一次减量需要比较保守的工艺条件。为了提高生产效率、降低加工成本,通过染缸一次减量方式来改善织物手感,或者在浅色织物前处理精练中提高温度、增加液碱,来改善织物手感、提高去除织物杂质的效率,都是一次减量存在的理由。从某种意义上说,仿麂皮绒织物磨毛前的“开纤”更像前面提到过的机缸一次轻减量。
3减量控制
3.1手感
减量过程中织物的手感控制在更多情况下需要减量值班长用手去体会客户提供的减量织物手感留样与正在减量织物之间的手感区别。有的客户在开发新产品过程中没有比较满意的手感样品,所以减量手感留样样品很可能与需要减量织物之间的差别较大。不同的人对于相同织物手感的感觉和描述是有区别的。生产技术主管、减量车间主管和减量值班长应加强与业务员及客户的沟通,交流对新品手感的认识。有的客户留样可能是经过染色和柔软整理的,织物的手感滑爽、柔软、蓬松,仅通过减量无法获得这样的手感。此时可用 40 ℃温水中配制稀碱溶液少许,用来处理客户碱量手感留样。洗去整理剂的织物手感留样,更接近织物减量后的真实手感。减量后手感不足部分,可考虑用整理剂弥补。
客户留样面积要足够大,减量班长在取得客户减量小样后,要把小样分成 3 份。1 份作手感小样,另外两份备用。经长时间用力揉捏,留样手感会变软,不宜再做标准手感留样。此时取出备用手感留样,对准确判断减量织物手感至关重要。
3.2强力
减量过重,织物强力损伤过大,克重损失过多,织物变薄,虽可增加织物飘逸性,但悬垂性将损失殆尽,织物身骨将消失。减量前后织物克重差别代表织物减量率。通常减量率增加 1%,织物强力就下降 2%。减量率大于 20%,织物强力损伤明显加大。如果轻薄织物减量率为 25%,则其强力损伤有可能大于 50%。织物强力损伤过大以后,纱线之间移动空间明显增加,服装在缝制过程中可能会造成接缝的滑移和扒丝。虽然织物表面柔软剂过多也会产生扒丝现象,但这种现象可修复,而强力损伤过大造成的织物扒丝无法回修。通过浸轧防扒丝剂可增加织物强力,但织物手感将遭到破坏。因此,严格控制减量工艺是控制减量率的前提。
3.3促进剂
促进剂在减量过程中起催化作用。碱量促进剂的品种较多,常用的有抗静电剂SN等。减量促进剂使用量一般为织物重量的 1% 左右。染缸内高温一次减量最好不要使用促进剂,改性涤纶织物减量也不要使用促进剂,涤纶全长丝FDY产品或全低弹丝DTY产品减量时可以考虑使用促进剂。
3.4碱浓度
液碱是氢氧化钠水溶液,市售液碱浓度多在 36°Bé左右,便于储存和运输。液碱有效成分含量适中,适于做涤纶机织物减量。有人曾经用 100% 液碱对涤纶机织物进行减量,减量时不加促进剂,总体生产效率没有明显提高。间歇式减量机减量时,液碱初始加入量一般为 300 kg,续加量为初始量的 1/3。
3.5织物捻度
纱线捻度越高,减量时间越长。在固定减量温度、时间和液碱浓度后,随织物捻度提高,为保证生产效率,可考虑在减量时适当增加促进剂的加入量,但促进剂的加入量不可超过织物重量的 2%。捻度越高,坯布手感越硬,预定形后织物手感也越硬。减量后获得的手感,才是永久真实的织物手感。反之,减量前织物手感体现得越真实,减量后织物的手感才可能越真实。
3.6品种
捻度高的涤纶POY长丝或FDY与POY复合丝,作二次减量加工时必须严格控制工艺条件。与POY长丝类似的阳离子染料可染的涤纶改性纤维,也不适合作减量率较高的二次减量。涤纶短纤产品的减量速度大于长丝产品。
3.7预缩与预定形
织物预缩在染缸内以绳状进行,预缩温度高于精练温度而低于染色温度。预缩是高温湿热状态下的前处理,除了要去除杂质外,还要尽量消除内应力。高温湿热状态下的预缩,使纤维内部结晶度高的区域出现解取向趋势,结晶度低的区域出现取向趋势。整个织物取向度趋于拉平,织物在制造和储存过程中形成的内应力得以释放。最终织物的尺寸稳定性增加,表面平整,门幅稳定。预缩时,染缸喷头拉力越大,织物门幅收缩越明显。喷头口径过小,影响织物顺畅穿过,易引起织物戳伤,造成织物收缩不匀。喷头口径过大,喷嘴拉力调整到过大时,没有布边组织的织物容易泄边。织物泄边后,后续加工和成品定形很难进行。虽然提高织物进缸温度可改善织物泄边现象,但预缩时缸内水温过高易引起坯布预缩不均匀。分段升温和在不同的升温阶段保温,是强捻织物预缩过程中延长工艺时间、缓和工艺条件的主要方式。延长时间和缓和条件,都会使织物预缩效果更明显。收缩均匀、尺寸稳定、布面平整,是预缩主要质量指标。织物在高温湿热松弛状态下收缩,有利于提高预缩效率。
预定形在定形机上进行,对于涤纶减量织物来说,预定形是预缩的继续。前者在湿热状态下进行,后者在干热状态下进行。湿热状态下缓慢预缩的结果,需要干热状态下预定形工序的巩固和加强。预定形时,温度、门幅、张力和车速是主要工艺参数。预定形温度略高于成品定形温度,有利于预定形后织物尺寸稳定。车速的快慢不仅取决于烘房长度,还取决于织物厚度、原料性质、组织结构等多个方面。根据预缩门幅、织物预定形前布面的平整程度和成品定形门幅决定预定门幅。预定形时调整预定门幅的幅度不宜过大,定形温度的波动也不宜过大,否则,经过减量和染色以后,同一缸中的织物成品定形前的门幅会相差过大而无法定形。温度越高、张力越大、布面越平,减量织物的表观硬度也越明显。如前所述,织物预定形后硬度越高,减量时织物的手感越容易控制,减量后织物的手感越真实,适当保持预定形过程中减量织物的经向缩率,有利于保持减量后成品的回弹性。虽然预缩、预定形会降低涤纶织物黑颜色的表面深度,但碱减量可以适当增加涤纶的比表面积,进而增加织物的表面深度。
4水洗
减量后,染色之前的水洗十分重要。去除减量织物表面的涤纶粉末,是减少色花的前提。合理保持织物表面的pH值,是保证颜色准确性的基础。分散红3B是常用的染料。当前处理出水不净,或染液pH值偏高时,织物表面有残留的碱分。成品定形时残留的碱分在高温作用下会使分散红3B变成发蓝光的新染料,在织物表面形成无规则的大块的蓝斑,且无法回修。织物表面的pH值高于染液。减量织物或前处理较重的浅色彩色织物,在染色结束以后出缸之前的水洗至关重要。以分散红3B为主要染料的织物染色,出缸前最好加一道酸洗。
5结语
合理制定减量工艺,合理选择减量设备,是保证涤纶机织物减量手感的基础。严格控制关键工序的操作,是保证产品质量的关键。预缩工序、减量工序采用程序集中控制,可以进一步稳定涤纶机织物减量产品质量。
