除盐水再生废水回用促进PTA废水厌氧污泥颗粒化工业实践
2024-03-12王胜军戴楚湘蒋林坪
王胜军,戴楚湘,蒋林坪
(福建福海创石油化工有限公司,福建 漳州 363216)
福建福海创石油化工有限公司(简称福海创公司)的精对苯二甲酸(PTA)废水生物处理装置采用上流式厌氧污泥床(UASB)与两级好氧串联的处理工艺。为了促进UASB厌氧污泥颗粒化及提高其处理能力,目前操作上采取人工投加氮、磷、镍、硫、锌、铁、钙等各种PTA废水缺失的无机微营养盐,存在盐分种类多、配制困难、相容性差、价格高且微生物利用率低等问题。离子交换工艺产生的除盐水再生废水,因盐分高而无法用生物处理法进行处理,目前主流采用物理方法进行处理[1-3]:通过加药调节pH,经沉淀池过滤,送至臭氧氧化池处理合格后外排,但该处理方法易发生输送泵体叶轮及管道结垢、监测指标失真等问题。针对福海创再生废水的特性和PTA污水装置的水质情况,在调研了国内其他多家PTA装置废水处理工艺及操作流程数据基础上[4],对现有的再生废水处理流程进行了优化,实现了再生废水的有效处理,且UASB中厌氧微生物充分利用再生废水中的微量元素[钙、镁、铁、氮(NH3-N)]作为营养剂,促进了厌氧污泥颗粒化,取得了良好的效果[5]。本课题对该工艺的技术瓶颈和可行性进行分析,并对其实施情况及实施效果进行论述。
1 工艺简介与瓶颈
1.1 PTA废水处理工艺
PTA废水来源主要有:氧化工序工艺废水、精制工序母液废水、蓄热焚烧炉(RTO)尾气洗涤废水、余热锅炉浓缩排放废水、PTA罐区化学废水、钴锰回收装置废水、化验室废水、事故集中池废水等。设计日处理废水量60 000 m3,废水总化学需氧量(COD) 约5 333 mg/L,其中厌氧系统日减小COD超过3 200 mg/L,好氧系统日减小COD约2 133 mg/L。
PTA废水处理采用技术先进、运行稳定性高的一级厌氧结合两级好氧的生化处理工艺,使其与先进的生产装置相匹配,保证系统的稳定达标运行,工艺流程示意见图1。

图1 PTA废水处理工艺流程示意
表1为精制工序母液废水钴、锰回收前后水质。由表1可见,精制工序母液废水钴、锰浓度较高,经过预处理钴、锰系统回收后,大部分钴、锰离子被回收,预处理后废水与另外几股废水混合均匀后进入调节罐,水质见表2。因另外几股废水还含有少量钴、锰,故调节罐废水中还含有少量钴、锰离子。调节罐出水经处理后,基本可达《石油化学工业污染物排放标准》(GB 31571—2015)直排一级标准,经市政管网排入大海,排放流水水质见表3。

表1 PTA母液废水钴、锰回收前后水质

表2 PTA废水调节罐水质
1.2 脱盐水工艺
福海创公司所处福建漳州古雷半岛,新鲜水由周边城镇水库提供,水质见表4。新鲜水经过预处理,再进入离子交换树脂除盐系统处理,合格的除盐水则输送至各装置使用。除盐水系统设计水量3 000 m3/h,工艺流程示意见图2。离子交换树脂采水达到终点后,采用酸、碱分别对阳、阴床或混床进行再生,再生废水水质见表5。因再生废水杂质较多,对水质干扰较大,故再生废水水质是再生废水沉淀过滤后的水质。

表4 新鲜水水质

表5 再生废水水质
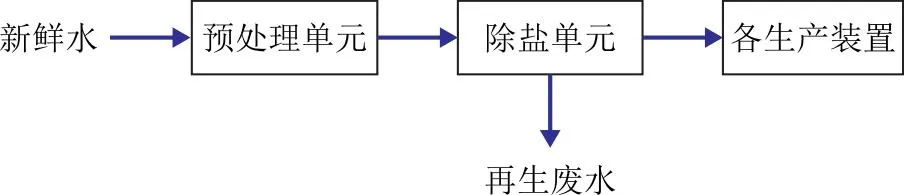
图2 脱盐水工艺流程示意
1.3 工艺瓶颈
1.3.1PTA废水处理瓶颈
PTA废水处理UASB厌氧处理单元污泥量增长缓慢,COD降低率达80%左右后很难再提升,特别是难降解p-Tol降解率更难提升,截止2021年6月p-Tol降解率才达40.8%。UASB厌氧处理单元进出水水质见表6。

表6 改造前UASB单元进出水水质统计结果
1.3.2除盐水工艺瓶颈
除盐水工艺再生废水水质(详见表5)盐分高、易结垢、夹带白色絮状沉淀物,不能直接排放,需要加酸调节至中性,经沉淀、过滤、臭氧氧化达标后排放,设备及管道易发生结垢现象。
2 流程优化的可行性分析
2.1 水质分析
当除盐水树脂床达到采水终点后,利用酸、碱溶液分别对阳、阴床或混床进行再生操作。福海创公司正常生产需求除盐水为48 000 t/d,再生废水产量约800 t/d,再生用的酸、碱浓度配比,再生流速,各步骤时间等严格按操作规程执行,水质波动不大。再生废水水质盐分高、易结垢、夹带白色絮状沉淀物。
PTA废水在正常生产时基本偏酸性,主要为TA、p-Tol等有机物,含有少量生产过程中流失的钴、锰催化剂,其他元素如铁、铜、钙、镁等均未被检出(详见表2)。
由表4、表5和表2数据可知:再生废水无机盐浓度增大是由新鲜水浓缩所致,因再生过程会产生白色絮凝沉淀物(如硅胶、氢氧化钙/镁等),经沉淀过滤后,澄清的再生废水无机盐浓度实际增大10~20倍;PTA废水中的钴、锰在进入PTA废水生物处理系统前,大部分已经被回收,基本为无机盐缺失状态,当采用生物处理法降解PTA废水中的有机物时,必须额外投加相应的营养盐及微量元素才能促进微生物的代谢作用。
2.2 UASB系统分析
UASB在废水处理领域应用范围广,具有能耗低、负荷高、剩余污泥量少等优点,尤其对高浓度有机废水的处理效果更加显著,其运行成功的特点是能够形成厌氧颗粒污泥,具有良好的沉淀性能、聚集丰富的生物相且产甲烷活性高。
UASB厌氧污泥颗粒化是一个多阶段且漫长的过程[6],驯化时间长短与所处理废水的组分及可生化性有关。可分为3个阶段:①启动阶段,因生存环境变化,接种污泥内各类厌氧菌种恢复活性并重新选择基体(细菌,有机、无机物质,污泥碎片等)进行吸引黏接的阶段;②颗粒化阶段,通过优化UASB操作工艺、改善生物生存环境、降低细菌与基体的电位排斥、促进胞外多聚物黏性物质分泌等措施,提高细菌与基体的黏接能力,以形成互营共生且具有代谢作用的微污泥聚集体;③颗粒化成熟阶段,即微生物竞相繁殖,最终形成沉降性能良好、产甲烷活性高的颗粒污泥。成熟的颗粒污泥有利于微生物截留、形成相对稳定微环境应对负荷或有毒物质冲击,同时缩短有机物与生物相之间的距离,保证产甲烷活性的提高。
由上可知,颗粒化阶段是UASB厌氧污泥驯化成功的关键期,期间对系统中营养盐及微量元素的需求尤为重要。但PTA废水是成分单一的工业废水,氮、磷、镍、锌、铁、钙等主要无机微营养盐缺失,为了让微生物更好地工作及繁殖,就需要创造良好的驯化条件:①氮、磷不可或缺,保证微生物充分利用碳源合成细胞物质;②镍、铁、钴为微生物酶所需,促进厌氧消化进程;③二价阳离子钙、镁、锌需求量较大,对颗粒化过程有促进作用,如钙离子可中和细菌表面的负电荷,降低细菌与基体的排斥位能促使细菌凝聚,可与二氧化碳生成碳酸钙晶体,增加颗粒污泥的密度,改善颗粒污泥的沉降性能[7]等。各种无机微营养盐与厌氧细菌分泌的胞外多聚物相互作用,形成多聚物网状结构,能进一步捕获大量厌氧菌种,对细菌体的絮凝及污泥颗粒化过程起到关键作用。当然不能过量投加或局部浓度冲击,以免引起污泥无机化而降低处理能力。福海创公司的再生废水正好含有钙、镁、铁等阳离子,正是厌氧污泥颗粒化所需的主要物质或基体。
福海创公司污水处理站共设有12座UASB池,每座有效池容为4 860 m3(30 m×18 m×9.5 m),当PTA装置满负荷生产时,排放废水量约为24 000 t/d,有足够的调节空间将800 t/d的再生废水均匀稀释10~15倍,如钙离子质量浓度可降至60 mg/L左右,接近厌氧处理装置中适宜的钙离子质量浓度(80~150 mg/L)[8]。由此可知,福海创公司的再生废水可作为部分主要无机微营养盐添加到UASB系统中,其他缺少的微营养元素再进行配比补充。
3 实施情况
利用福海创公司现有的设施进行技术改造,如图3所示。再生废水进入PTA废水预处理系统以均匀稀释,再进入UASB厌氧处理以补充厌氧污泥颗粒化所需无机微营养盐。

图3 技术改造流程示意
由图3可知,再生废水和PTA废水掺配进入预处理单元,混合均匀后再进入UASB进行利用。在预处理区混合有如下效果:PTA废水正常排放时成酸性,不会出现无机盐结垢;再生废水中的硅胶等絮凝物在预处理区的TA沉淀池中沉淀去除,不会影响后续处理;再生废水在此阶段完成稀释,直接进入UASB厌氧处理。福海创公司于2021年7月完成该项目的改造并投用。
4 技术改造的实施效果
PTA装置排放废水的主要有机物成分为TA,p-Tol,HAc,BA等。厌氧微生物对有机物降解难易程度依次为:HAc与BA容易降解,TA及其异构体次之,p-Tol最难降解。UASB有机物去除率提升的阶段体现了有机物被降解比例变化的过程,当最后的p-Tol被降解60%以上时,UASB生化系统处于高效降解有机物阶段,厌氧污泥颗粒化效果好。再生废水技改项目自2021年7月投用以来,UASB厌氧污泥颗粒化效果明显、处理能力提高、甲烷气产量增加,进入后续的好氧处理系统的COD大大降低、剩余污泥排量降低、能耗降低,为企业带来很好的效益。
4.1 PTA废水调节罐水质无机离子浓度提升
对PTA废水调节罐随机取样,检测钙、镁、铁等几种主要阳离子浓度,结果见表7。PTA废水调节罐中水原来除钴、锰离子外,其他无机离子均未被检出(见表2)。由表7可知,再生废水进入后,钙、镁、铁等离子均被检出。

表7 PTA废水调节罐中水的无机离子浓度
4.2 UASB处理能力提升
改造前后PTA废水处理系统的操作运行参数不变,再生废水回收利用时,严格控制相关运行参数(见表8),以保证UASB稳定运行。

表8 UASB进出水主要控制指标
1)降低单位COD转化为沼气的体积。
每日监测得到的UASB运行数据如表9所示。由表9可知:2021年7月再生废水投用前,UASB的COD降低率在75%~80%,其中HAc,BA,TA的去除率已经达到90%以上,此阶段p-Tol为厌氧微生物剩余可利用的主要碳源,但其去除率只达到40%左右,且长时间不变化;当改造运行4个月后,UASB容积负荷(以COD计)可达到5.5~6.0 kg/(m3·d),上升流速由0.5 m/h提升至0.8 m/h,此时p-Tol去除率已逐步提升至75%左右,系统总COD降低率提升5百分点以上,说明改造后UASB处理能力明显提升。

表9 UASB进出水的水质统计结果
4.3 促进厌氧污泥颗粒化
投用再生废水对UASB厌氧污泥颗粒化有显著的促进作用。图4和图5分别为技术改造前后的厌氧污泥样品。由图4与图5对比可知:投用再生废水后,絮状污泥明显减少,颗粒污泥占厌氧污泥总量的60%以上,说明污泥颗粒化程度高;颗粒污泥粒径主要分布在0.8~2.2 mm,光泽度高且挤压有轻微弹性,在这一粒度范围的颗粒污泥密度相对稳定,不易破碎而被洗出。

图4 2021年6月(改造前)厌氧污泥样品

图5 2022年3月(改造后)厌氧污泥样品
经重量法测得颗粒污泥中挥发性固体与总固体质量比 (VSS/TSS) 平均为72.4%,可知颗粒污泥由大量的微生物组成,没有发生无机化现象,由大量微生物组成的颗粒污泥对污染物有很好的吸附分解作用。说明再生废水稀释比例控制合理。
利用沉降柱测定法测量厌氧颗粒污泥平均沉降速率约为66 m/h(见表10),说明颗粒污泥具有良好的沉降性能[3],能够在反应器内滞留,这是福海创公司UASB目前能保持较高生物量的重要原因。颗粒污泥具有良好的沉降性,UASB可以在较高上升流速条件下运行,即厌氧微生物能更有效地接触有机物进行降解,活性增强,产气量明显增大。

表10 厌氧颗粒污泥的沉降速率
表11为改造前后UASB厌氧产气量对比。由表11可知:将再生废水均匀引入PTA废水处理装置,加速促进了UASB厌氧污泥的颗粒化,增强了厌氧污泥的沉降性能,减少了污泥外流,提高了污泥浓度和COD降低率;同时增强了厌氧污泥的活性,使得系统具有更高的缓冲能力,更耐负荷或有毒物质的冲击。

表11 技术改造前后UASB厌氧系统COD降低率和产气量对比
4.4 实现降本增效
4.4.1增产沼气,降低热电煤消耗
当UASB的COD降低率提升5百分点时,实际每天减少COD 7.6 t,沼气产气率取值0.35 m3/kg,则每年增产沼气97.09×104m3,福海创公司直接将沼气供给自配热电厂使用,核算每年节能82.4 tCE(1 tCE=29.26 GJ,沼气按CH4体积分数70%计)。
由表11可知,引入再生废水促使沼气产量增加,COD降低率提升,沼气产气率增长0.02 m3/kg。
4.4.2降低好氧系统处理能耗
UASB的COD降低率提升,排至后段好氧处理的COD降低,相应降低了处理能耗:减少好氧系统药剂量、降低好氧污泥处理费、降低电耗等。以降低电耗为例,当好氧处理的COD负荷降低时,原并联运行的4套好氧装置停运1套,即停运设备总功率300 kW,年节省电费119.23万元。
5 结 论
(1)福海创公司将再生废水均匀引入PTA废水处理装置综合利用,有效解决了PTA废水处理工艺瓶颈和脱盐工艺瓶颈,对UASB厌氧污泥颗粒化有显著的促进作用,使得装置处理能力提升。
(2)UASB内最难处理的p-Tol降解率达到75%以上,使得系统总COD降低率提升约5百分点;颗粒污泥占厌氧污泥总量的60%以上,主要粒径为0.8~2.2 mm,沉降性能良好,平均沉降速率为66 m/h,能很好地滞留微生物以降解有机物;挥发性固体与总固体质量比平均为72.4%,颗粒污泥由大量的微生物组成,说明再生废水合理回用并不会造成污泥无机化。
(3)处理能力的提升直接为企业创造了可观的经济效益,如:节省药剂投加费、增产沼气、降低电耗、降低煤耗、降低污泥处理费等。
(4)技术改造方案可行,对处理或回用类似的高盐分废水有一定的借鉴意义。
