基于贝叶斯理论的HotellingT2小样本多元工序质量监控方法
2024-02-21宁方华骞文成屠震元陈智峰
宁方华,骞文成,屠震元,陈智峰
(1.浙江理工大学 机械工程学院,浙江 杭州 310018;2.杭州海康威视数字技术股份有限公司,浙江 杭州 310051)
0 引言
在生产加工过程中,为了保证产品质量需要同时监控每个方面的质量指标。现有研究人员将传统单变量质量控制图技术拓展到多元质量控制图技术,通过一个控制图监控生产过程中的多元质量指标,以提升监控效率[1]。
近年来,HotellingT2 控制图技术一经提出便得到了广泛应用[1-9]。然而,随着客户需求个性化和品种多样化,各类产品生产过程开始步入小批量生产模式,传统HotellingT2 控制图技术无法直接适用于小批量生,原因为该技术通过样本均值μˉ和样本协方差矩阵S的计算结果来判断生产质量,但小批量生产过程中同批次的生产数量一般不大,采集样本数据较少,μˉ、S易受异常值影响,因此计算结果不够准确,甚至发生错误,导致传统HotellingT2 控制图技术在小批量生产过程中的监控效果与实际不符。
为此,本文采用贝叶斯理论[10-11]改进传统HotellingT2控制图,通过有效估计小批量生产过程在质量数据样本的μˉ、S,以提升其对异常值的识别和处理能力,给出了新的基于贝叶斯理论的HotellingT2 工序质量控制图方法。同时,结合生产实例的比较研究显示,在小批量生产过程中,本文所提方法相较于传统HotellingT2 控制图方法的计算结果更合理,具有更好的监控效果。
1 传统HotellingT2质量控制图
1.1 基本原理
当某个工序需要控制p个质量指标,且多元质量指标的随机公差服从正态分布[12],质量指标记为X=(X1,X2,…,Xp),将当前加工该工序的多个工件的多元质量指标测量值作为样本信息,平均值向量=(μ1,μ2,…,μp)表示加工过程多元质量指标标准值,方差向量表示多元质量指标误差的收敛程度,通过协方差求解公式进行求解:
式中:E(XiXj)表示第i个质量指标和第j个质量指标乘积的期望值;E()Xi、E(Xj)分别表示第i个质量指标和第j个质量指标期望值。
p个质量指标的协方差矩阵S为:
式中:当i≠j时,Sij表示第i个质量指标和第j个质量指标的协方差数值且Sij=Sji;当i=j时,Sii为第i个质量指标的方差,即Sii=。由式(1)、式(2)可反映此时加工工序多元质量指标波动情况的综合指标。传统HotellingT2 控制图的瞬时统计量为:
式中:xi表示本工序第i个工件的p个质量指标的测量值;S-1为协方差矩阵的逆矩阵。经文献[1]验证T2统计量服从具有参数p和n-p的F分布,即:
式中:n表示加工工件的数量;p为每个工件需要控制的质量指标数量。
若取虚报概率为α,则HotellingT2 控制图的控制上限UCL和控制下限LCL可表示为:
若监控过程中T2统计量一直处于UCL、LCL 之间,证明加工过程处于受控状态,若统计量超出范围则证明出现异常,加工过程也不再处于受控状态,控制图将发出警报。根据这些特点,管理人员可进一步分析生产不稳定的原因,从而作出相应调整或改进生产过程的控制指标,使加工过程回到受控状态,提升生产合格率和稳定性。
1.2 局限性
传统HotellingT2 控制图原理反映了加工工序的整体稳定性,不仅监控每个指标在控制限制内的分布或波动情况,还监控每个指标间的相关关系是否异常。然而,由式(3)可见(xi-)反映了变量取值的波动,由于(xi-)前后各乘一次,T2值为二次型,协方差为正定矩阵S,因此T2值为非负,控制图只有上控制线,零为自然下限。
关系异常指每个质量指标无法保持稳态下相互波动性的关系。由于在小批量加工过程中同批次加工样本数据较少,因此μˉ、S对异常值非常敏感,容易导致计算结果会产生较大偏差,甚至可能导致监控失效。
本文构造了一个例子说明在小批量加工过程中,异常值对控制图参数的影响。随机生成一组双变量数据,称为数据组1(即不存在异常值的数据,如表1 所示),将6 号正常值60.5 和17.5 替换为异常值41.25 和20.75,称为数据组2(即存在离群值的数据)。采用传统方法计算数据组1、2的均值和协方差,如表2所示。

Table 1 Data of 10 bivariate variables表1 10个双变量数据

Table 2 Comparison of mean and covariance matrix between data group 1 and data group 2表2 数据组1和数据组2的均值和协方差矩阵比较
由表2 可知,当小批量数据中存在一个异常值时,数据组1、2 的μˉ、S存在显著差异,将导致控制图监控失效,证明了传统HotellingT2 控制图在批量生产过程中易受异常值影响。因此,有必要研究一种能满足小批量加工过程的工序质量控制图,提升计算控制图参数的准确性和合理程度。
2 基于贝叶斯理论的HotellingT2 工序质量控制图
贝叶斯理论是基于先验信息、样本信息等的一种统计推断[13-14]。首先依据各种信息推导先验分布;然后综合样本信息,根据贝叶斯公式得到后验分布;最后根据后验分布推断未知参数。该方法充分利用历史、样本等数据,可极大提升控制图参数的计算准确性和合理程度。
2.1 质量数据标准化
本文收集过去一定时间段内满足要求的不同批次历史质量数据进行分析,然而不同批次质量标准均不同,无法直接进行参数求解,需要对质量数据进行标准化处理,使各批次质量数据满足分布要求。
数据标准化处理的常用方法包括标准化、归一化和中心化。其中,标准化和中心化适用于标准值为中间数的数据标准化处理;归一化适用标准值为最小值的数据标准化;相对公差法[15]处理后的质量数据可直接反映相对标准值的误差大小,数据处理方法如公式(7)所示。
2.2 先验信息提取
将标准化处理后的历史质量数据作为贝叶斯参数估计的先验信息,即抽样前相同受控条件下的一些历史质量信息。一般情况下,先验信息主要来源于相同工序、相同设备,不同批次的历史加工质量数据。设有m个批次的加工质量信息,且每个批次需要控制p个质量指标,经过标准化处理后的各批次历史质量数据服从正态分布,i=1,2,…,m;j=1,2,…,p,则每个批次不同质量指标的均值μij和方差为:
式中:g为第i批历史质量数据的样本容量。
由于小批量生产的条件多变,与当前批次更接近的历史批次更能反映当前生产状况,因此根据加工序列对各批次历史质量数据进行指数加权。由于在不同批次加工过程中的数据采集量不尽相同,因此采用变样本容量获得历史质量数据不同批次的组间均值和组间方差。
式中:k为加权系数,通常取(N+14)/14;N为各批次生产的平均天数;m为历史质量数据总批次。
综上,本文将先验信息得到的分布作为工序质量控制的先验分布,即先前不同批次受控状态下该工序加工过程的多元质量指标分布状况,为合理进行贝叶斯参数估计提供信息基础。
2.3 贝叶斯理论参数估计
由于现有样本Y 的第j个质量指标均值μj与方差间存在相互影响,需要以先验分布的组间均值和组间方差对现有样本Y 的均值μj和方差进行估计。根据共轭贝叶斯理论[13],设方差的先验分布为逆伽马(逆Gamma)分布,记为IGa(α,β),设μj的先验分布为N(a,b2),故其共轭先验分布具有的乘积形式为π()。其中:
式中:a为先验分布的均值,b2为先验分布的方差;α为先验逆伽马分布的形状参数,β为先验逆伽马分布的尺度参数。
2.3.1 方差估计值
依据逆Gamma 分布的相关性质,先验分布~IGa(α,β),则数学期望E和方差Var分别为:
联立式(13)、式(14)可得:
在获取现有样本Y 后,依据共轭函数分布特性可得先验分布形式与后验分布形式一致。故可设:
式中:α'为后验逆伽马分布|Y 的形状参数;β'为后验逆伽马分布|Y 的尺度参数;n为现有样本Y的容量;为现有样本Y中第j个质量指标的数据均值;k0为先验信息在实时批次中所占的分量,在小批量生产过程中一般取常数,k0=30。
因此,可得的贝叶斯估计值为:
2.3.2 均值估计值
依据正态分布的相关性质,先验分布μj|~N(a,b2)的数学期望为:
获取现有样本Y 后,依据共轭贝叶斯的相关性质可知:
式中:a'为后验分布μj|,Y的均值;b'2为后验分布μj|,Y的方差。
(μj|)联合先验密度函数π(μj|)为:
μj的边缘后验密度函数π(μj|Y)为:
本文自由度为(2α+n)的t分布,其中:
均值μj的贝叶斯估计值μjB为:
根据贝叶斯理论进行参数估计得到均值估计向量μB=(μ1B,μ2B,…,μpB)和方差估计向量,然后结合式(1)、式(13)—式(20)得到p个质量指标的协方差矩阵SB=SP×P,以充分利用先验信息、样本信息等,在先验分布的基础上估计后验分布参数,降低小批量加工过程中因样本量小带来的控制图参数计算误差,从而提升控制图监控的准确性。
2.4 基于贝叶斯理论的HotellingT2工序质量控制图统计量
基于贝叶斯理论的HotellingT2 工序质量控制图设计理念是利用贝叶斯理论对小批量生产的质量数据进行参数估计,得到贝叶斯估计均值向量μB和协方差矩阵SB,再结合传统方法设计多元工序质量控制图,以监控加工过程中多元质量指标的波动状态。
具体的,根据式(1)、式(7)—式(27)得到贝叶斯均值估计向量μB和估计协方差矩阵SB,结合传统式(3)构造出反映多元质量指标波动状况的综合指标,基于贝叶斯理论的HotellingT2工序质量控制图统计量为:
式中:为贝叶斯估计协方差矩阵SB的逆矩阵为当前加工过程中第i个工件的p个质量指标的测量值标准化处理后组成的向量;μB为p个质量指标贝叶斯估计均值向量。
由式(4)—式(6)可知,T2控制图统计量服从具有参数p和m-p的F 分布,取一定的虚报概率α即可确定控制UCL 和LCL。当T2(i) ≥0 时只需根据式(5)确定其控制上限UCL,控制下限LCL为零。
综上,使用基于贝叶斯理论的HotellingT2 工序质量控制图对小批量加工过程的多元质量指标进行监控的原理为:若加工过程的T2统计量处于UCL 和LCL 内,则说明加工过程处于受控状态,否则过程处于不受控状态。本文所提方法能从历史数据中提取当前产品的质量信息,充分利用先验信息、样本信息等,在先验分布的基础上估计后验分布参数,降低小批量加工过程中因样本量小而带来的统计误差,进一步提升控制图监控的准确性。
3 实例分析
为了本文方法的有效性和优越性,计算分析某发动机凸轮轴支承轴直径、各支撑轴的同轴度和支撑轴圆度,如表3所示。
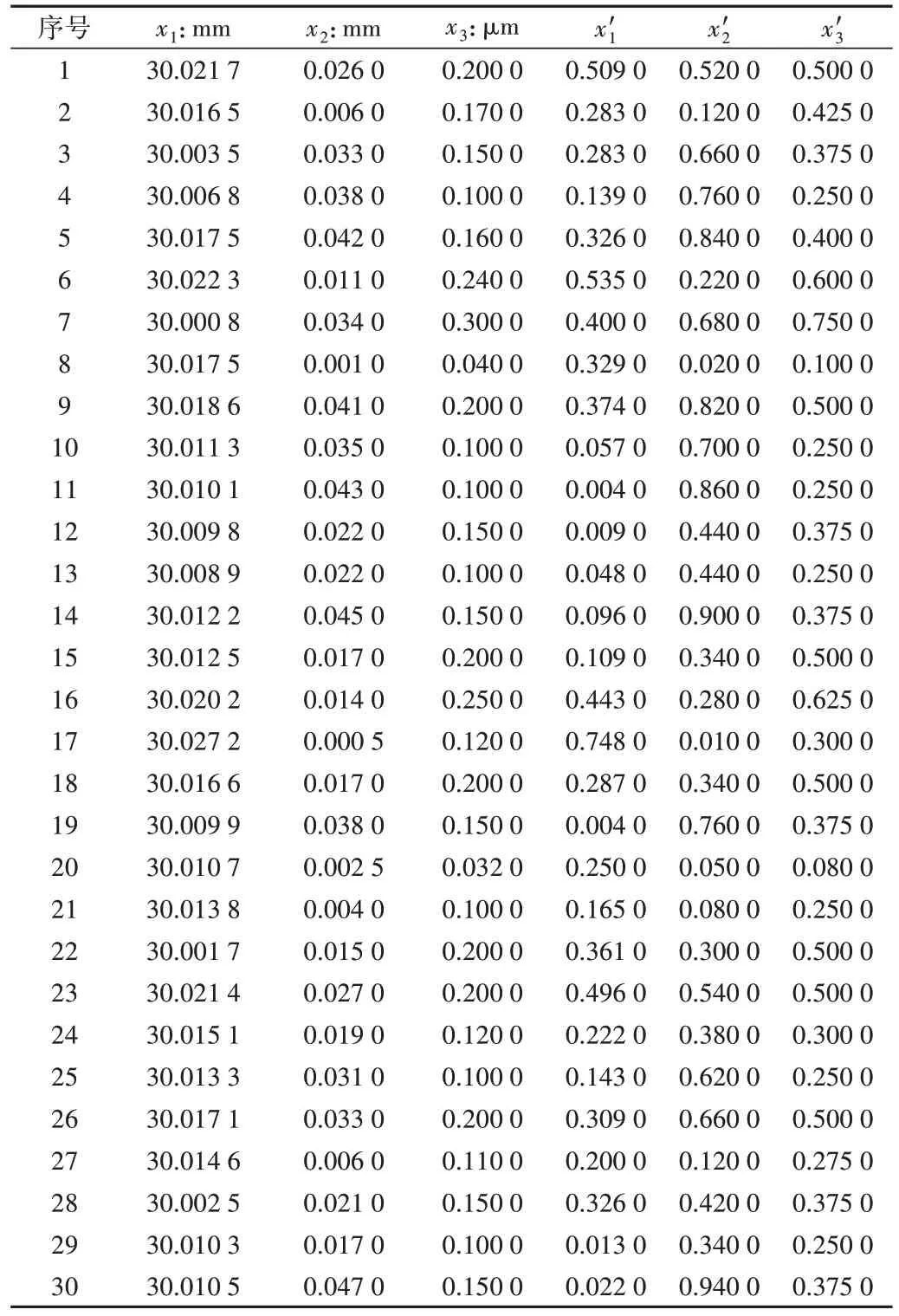
Table 3 Measurement of the diameter of the engine camshaft support shaft,coaxiality of each support shaft,and roundness of the support shaft表3 发动机凸轮轴支承轴直径、各支撑轴的同轴度和支撑轴圆度测量值
表3 中x1、x2、x3分别表示直径、同轴度和圆度;、为标准化处理后的数据,可比较传统方法和基于贝叶斯理论的HotellingT2 工序质量控制图对加工过程的质量监控能力差异。
凸轮轴支承轴直径标准值为30.01 mm,上限为30.023 5 mm,下限为30.000 5 mm;各支撑轴的同轴度标准值为0,上限为0.05 mm,下限为0;支撑轴圆度标准值为0,上限为0.4 μm,下限为0,样本中8、17、20 号为异常多元数据。表4 为最近3 批不同型号产品加工过程该工序多元质量指标测量值标准化处理后的分布情况。其中,质量指标的均值表示稳定状态的控制平均值,协方差矩阵反映稳定状态多元质量指标波动收敛程度。

Table 4 Standardized distribution information of multiple quality indicators of historical batch processes表4 历史批次工序多元质量指标标准化分布信息
3.1 均值与方差
本文分别使用传统方法和贝叶斯估计方法计算凸轮轴加工过程中各个指标的均值与方差,结果如表5 所示。由此可知,在异常值影响下本文方法的均值为0.51、0.46,更接近稳定历史批次稳定状态均值,第2、3 质量指标的方差相较于传统方法更小,证明了基于贝叶斯理论的统计方法较好地削弱了异常值对计算结果的影响。

Table 5 Comparison of calculation results of mean and variance between two methods表5 两种方法均值和方差计算结果比较
3.2 协方差矩阵
两种方法计算得到凸轮轴直径、同轴度和圆度的协方差矩阵结果如表6 所示。由此可知,本文所提方法的第1、2 质量指标、第2、3 质量指标的协方差和第2 质量指标的方差远小于传统方法,整体上由贝叶斯参数估计方法计算得到的协方差矩阵更小,证明了基于贝叶斯理论的统计方法具有较好的抗干扰能力。

Table 6 Comparison of covariance matrix calculation results between two methods表6 两种方法协方差矩阵计算结果比较
3.3 质量指标统计量
根据式(3)、式(28)分别计算传统方法和基于贝叶斯理论的HotellingT2工序质量控制图的统计量,如图1所示。由此可见,传统方法只监测出第17 号异常多元质量数据,存在漏报现象,证明传统方法对异常值较为敏感,易受到异常值影响,导致监控效果与实际情况存在偏差。基于贝叶斯理论的HotellingT2 工序质量控制图能识别出所有异常值,即第8、17、20 号异常多元质量数据,并对异常情况发出警报,且中位数(2.44)小于传统方法中位数(2.69),证明基于贝叶斯理论的HotellingT2 工序质量控制图收敛程度更好,对异常值影响具有良好的抵御能力,能准确监测失控状态。
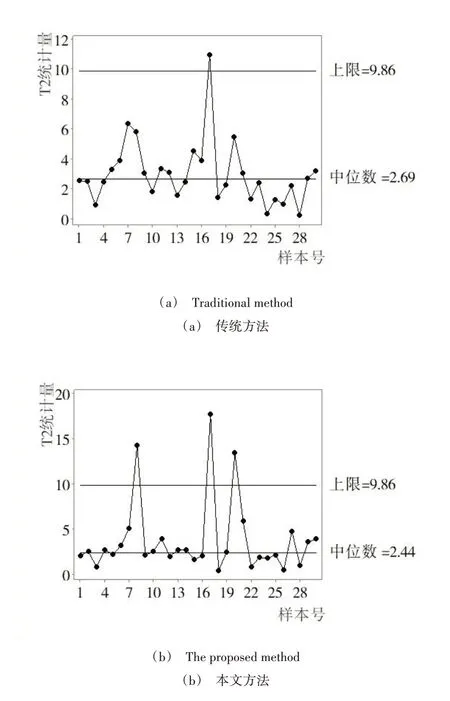
Fig.1 Comparison of quality indicator statistics图1 质量指标统计量比较
综上,在小批量加工过程中使用传统方法的监控效果并不理想,基于贝叶斯理论的HotellingT2 工序质量控制图的监控效果明显更可靠、准确,能及时发现加工过程异常情况,并能提供较好的解决方法。
4 结语
传统HotellingT2 控制图作为加工过程质量监控的重要工具之一,监控效果可作为评判加工过程是否处于受控状态的重要依据。然而,在小批量加工过程中,由于样本数据较小,传统方法易受异常值影响,导致监控准确度下降,从而误判加工过程的受控状态,进而给管理人员带来错误的信息。
为此,本文结合贝叶斯理论与传统方法,构建基于贝叶斯理论的HotellingT2 工序质量控制图,以降低或消除小批量加工过程中异常值对监控效果的影响,从而使监控效果更符合实际,并通过发动机凸轮轴加工工序质量控制实例分析。实例表明,当数据中存在异常值时,传统方法易出现漏发报警情况,而基于贝叶斯理论的HotellingT2 工序质量控制图可检测所有异常状况并发出警报,具有较好的稳定性和准确性,能更好地应用于小批量加工过程中的工序质量控制。
