基于编码器技术的抓斗自动追绳控制方法
2023-12-29戴毅斌陶庆永李其全将骜寰
戴毅斌 陶庆永 李其全 将骜寰
江苏苏港智能装备产业创新中心有限公司
1 引言
四绳抓斗是港口散货码头常见的装卸属具,存在3个方面的主要问题:①抓斗上升过程中,由于抓斗闭斗不严,造成洒料;②抓斗上升过程中,由于开闭电机速度或转矩比起升电机快,造成开闭机构元器件维修率高、故障率高;③抓斗开闭操作是司机手动完成,对司机依赖度高,智能化、自动化程度低。
抓斗开闭控制更多依靠司机的经验,通过观察钢丝绳的状态或抓斗闭合程度实现手动开闭斗。抓斗在上升过程中,没有应用自动追绳技术,抓斗洒料或仅依靠开闭电机提升重物是散货码头普遍存在的现象。为了改善这种情况,可让开闭机构比起升机构多上升一段钢丝绳,或设定开闭机构速度比起升机构速度快,但会导致开闭机构的元件比起升机构元件磨损得快,大幅提高开闭机构维修率。针对这种现象,研究基于编码器技术的抓斗自动追绳控制方法。
2 方案设计
2.1 方法概述
散货码头常用的四索钢丝绳抓斗是通过4根独立的钢丝绳分别与起升机构中的支持卷筒和开闭卷筒相连,由支持卷筒和开闭卷筒不同的运动组合,实现抓斗的升降和开闭(见图1)。解决自动追绳问题需从支持钢丝绳和开闭钢丝绳的运行速度入手。利用编码器技术,预设支持机构钢丝绳和开闭机构钢丝绳差值,通过计算测算出实际钢丝绳绳差值,以控制电机运行,实现自动追绳。
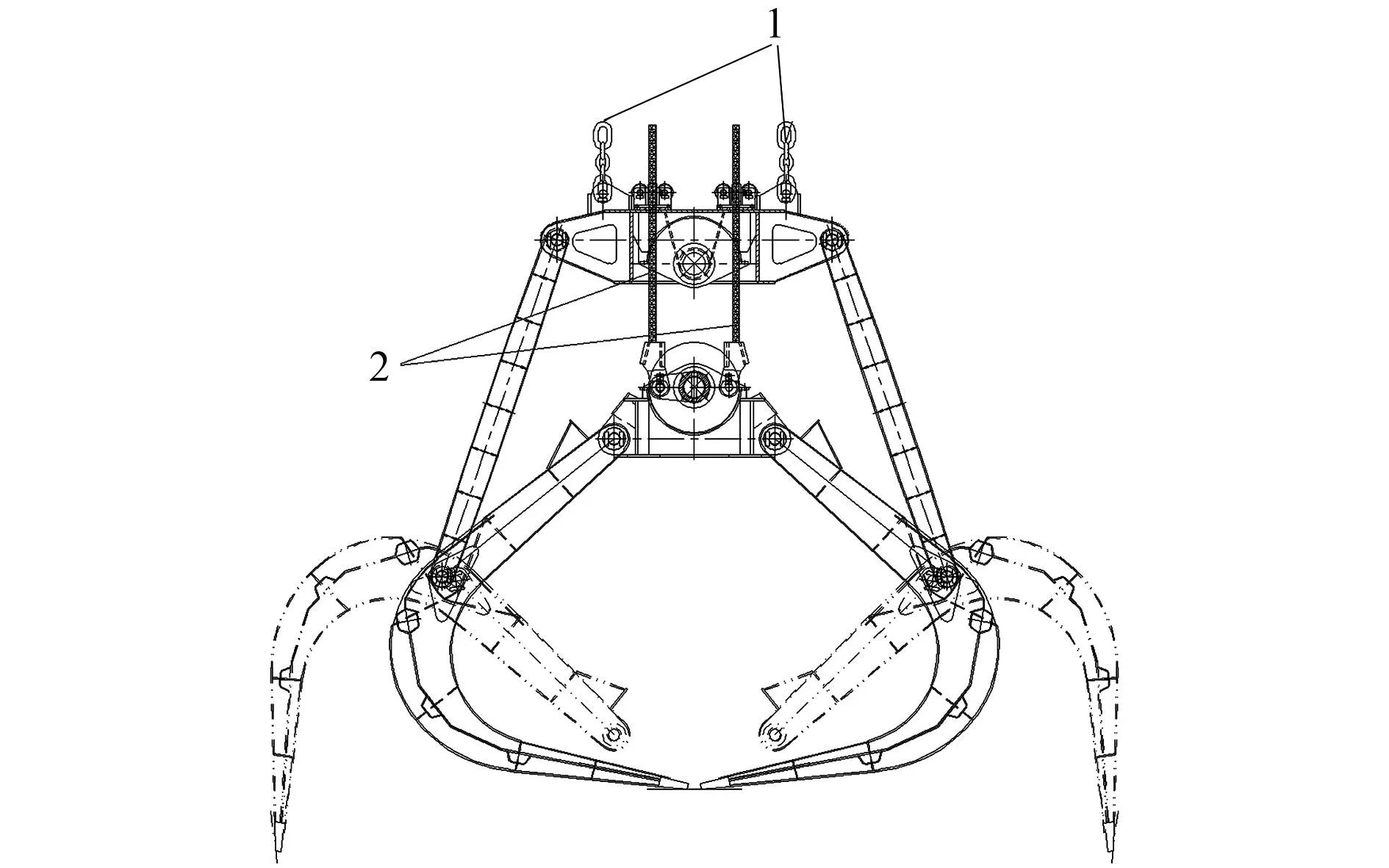
1.支持机构钢丝绳(支持卷筒) 2.开闭机构钢丝绳(开闭卷筒)图1 四索钢丝绳抓斗
2.2 绝对值编码器的安装
在起升钢丝绳和开闭钢丝绳卷筒端部位置分别安装1个绝对值编码器,用于起升、开闭钢丝绳位置检测和标定。绝对值编码器与增量型编码器相比,可测量位置和角度,断电后其位置信息仍然存在,抗干扰性和可靠性都更好[1]。
绝对值编码器通过Profiu-DP总线通讯接口与PLC实现数据传输,然后通过PLC内部设定好的程序对比前后数据,由此得出不同钢丝绳卷筒的旋转角度、速度等运行状况。
2.3 开斗、闭斗设定及位置标定
在抓斗设定模式下,将抓斗打开到最大位置后,按下“开斗设定”按钮,直到开斗设定指示灯亮,此时表示开斗设定完成;将抓斗完全闭合后,按下“闭斗设定”按钮,直到闭斗设定指示灯亮,此时表示闭斗设定完成。将闭合的抓斗放到船舱物料表面位置后,按下“物料位置标定”按钮,直到位置标定指示灯亮,此时表示标定成功。
在上述设定过程中,将读取出3组数据,这3组数据一直储存在PLC寄存器中,直到本次货船完全装卸结束或司机重新进行抓斗设定。
第一组数据为开斗设定的数据,开斗设定后,将开闭钢丝绳卷筒的绝对值编码器值H2设置为与支持钢丝绳卷筒的绝对值编码器值H1相同。
第二组数据为闭斗设定的数据,闭斗设定后,将开闭钢丝绳卷筒的绝对值编码器值减去支持钢丝绳卷筒的绝对值编码器值获得常数K,即H2-H1=K。
第三组数据为物料位置标定的数据,标定后将得到一个起升高度位置值h1,令H1=h1。
2.4 追绳控制方法
当司机抓斗设定完成后,进入正常抓斗作业。抓取物料闭斗完成后,抓斗上升到物料位置标定位置h1,开始检测开闭钢丝绳和支持钢丝绳的绳差ΔK实际,即开闭钢丝绳卷筒的绝对值编码器值减去支持钢丝绳卷筒的绝对值编码器值,将ΔK实际与常数K进行比较。
(1)当ΔK实际大于常数K时,说明开闭钢丝绳比支持钢丝绳上升更快,此状态下,开闭钢丝绳将整个抓斗提拉上升,而支持钢丝绳只是有上升动作指令,却没有输出转矩,整个抓斗重量全部由开闭电机承载。如果开闭机构长时间过载运行,将加速开闭机构损坏,大大缩短开闭电机、开闭钢丝绳的使用寿命。所以当ΔK实际大于常数K时,将ΔK实际减去K的值,作为支持变频器加速值,直到检测到ΔK实际等于常数K时,解除支持机构加速值指令,此后2套变频器同步运行控制。
(2)当ΔK实际小于常数K时,说明支持钢丝绳比开闭钢丝绳上升更快,此状态下,抓斗未闭合紧密,抓斗内的物料在抓斗上升过程会不停地洒漏。所以将K减去ΔK实际的值,作为开闭变频器加速值,直到检测到ΔK实际等于常数K时,解除开闭机构加速值指令,此后2套变频器同步运行控制。
(3)当ΔK实际不等于常数K的持续时间超过6 s,说明抓斗抓到硬块无法闭合,或追绳逻辑控制出现问题,此时起升机构将报警停机处理,司机根据抓斗实际情况,选择下降开斗操作,将物料放空,重新循环操作,或者重新进行一次抓斗绳差设定。
(4)当ΔK实际等于常数K时,说明此时抓斗闭合属于理想状态,PLC程序进入同步运行控制:将开闭电机实际输出转矩和实际输出速度作为支持电机输入指令,这样时刻保持支持钢丝绳和开闭钢丝绳同步上升。将抓斗重量平均分配到2个电机负载上。同时,只要起升高度比设定的高度值h1高,PLC将不断检测ΔK实际值,出现与常数K偏差时就执行自动追绳指令。
控制逻辑流程图见图2。

图2 逻辑控制方法
3 结语
该方法简单实用,在不改变机械结构基础上,通过PLC系统采集起升机构钢丝绳编码器数据值,通过运算、比较实现抓斗钢丝绳自动追绳控制,整个过程不需要人工进行控制。该方法可对开闭机构提供有效保护,防止开闭钢丝绳过载运行,从而提高抓斗装卸的安全性。
