风电叶片模具信息化技术开发
2023-12-26崔成勇时海波吴志全
崔成勇 时海波 王 宇 吴志全
(1.中材科技风电叶片股份有限公司,北京 102101;2.中材科技(邯郸)风电叶片有限公司,河北 邯郸 056046;3.中国广核新能源控股有限公司,北京 100071;4.北京金风科创风电设备有限公司,北京 100176)
0 引言
叶片是风电机组最重要的部件之一,直接左右着机组的发电效率与成本。风电叶片设计的改进对复合材料成型过程的质量和成本提出了更高的要求[1-2]。模具作为复合材料成型过程中的关键设备,其智能化改造是满足叶片生产需求的必经之路[3-5]。
风电叶片在主成型工序中产生的质量缺陷,在后工序造成了巨大的维修成本。主成型模具生产在线监控作为智能化发展方向,已引起叶片生产商和模具制造商的关注[6]。合模缝、错位、温度及真空度等生产信息的实时监控和大数据分析已成为技术人员的研究课题,但还基本处于探索尝试阶段。
随着叶片生产工艺和模具的不断迭代改进,部分企业和科研人员在设备方面做出了有益的改进,如使用升温更快、自动化程度和控制精度更高的电加热系统代替水加热系统[7],采用一体在线真空灌注技术以提高灌注质量、降低生产成本[8]等。但是,叶片生产过程的整体智能化水平仍然较低,大量数据需要人工测量和记录,生产效率、成本统计、质量管控等方面存在大量的信息孤岛,信息的准确性和即时性得不到保证。
信息化、数字化作为生产制造业先进理念已广泛应用,并在航空工业复合材料车间进行了一系列尝试,例如文献[9]分析了复合材料车间各个方面实现数字化管控的方案,但信息化、数字化在风电叶片制造业应用仍较少。为有效改善风电叶片的生产现状,本文利用工业互联网+的理念,整合生产过程中的各种可利用资源,设计了风电叶片主成型模具信息化监控系统。
1 模具信息化技术
1.1 生产工时统计
风电叶片主成型模具生产过程分为铺层、灌注、粘接三大工序,每个大工序又可细分为若干个小工序。由于生产过程复杂,材料种类多,依赖大量人力操作,存在多种工时影响因素,同型号不同模具、不同班组、不同生产批次的工时都存在差别;而且目前风电叶片生产主要依赖人工记录,缺少自动记录手段,准确性和即时性难以保证。另一方面,风电叶片一个生产周期中不同阶段需要用到对应的辅助工装,并根据生产工艺调节加热温度,操作真空泵、液压翻转系统、树脂灌注机、粘接胶机等设备,并修改设备运行参数。
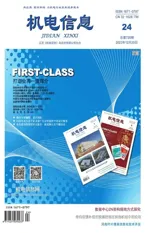
通过增加信息化手段,利用传感器检测工装使用时间和重要数据,采集设备运行状态信号来记录工序关键节点,实现从铺布、上主梁、灌注、粘接直到固化、开模阶段各工序的工时的自动统计。主要技术手段如表1所示。
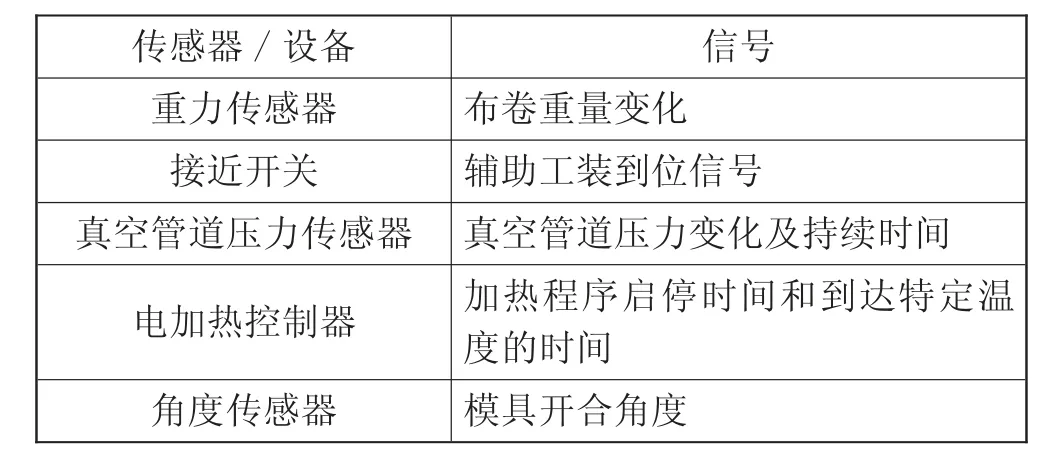
表1 工序节点记录方法举例
通过对生产过程中工装、设备的数据采集,可以确定各工序节点,从而实现工时的自动记录和统计,并据此实现生产率的分析和优化。最终,利用传感器和设备数据得出的工时统计信息如图1所示。
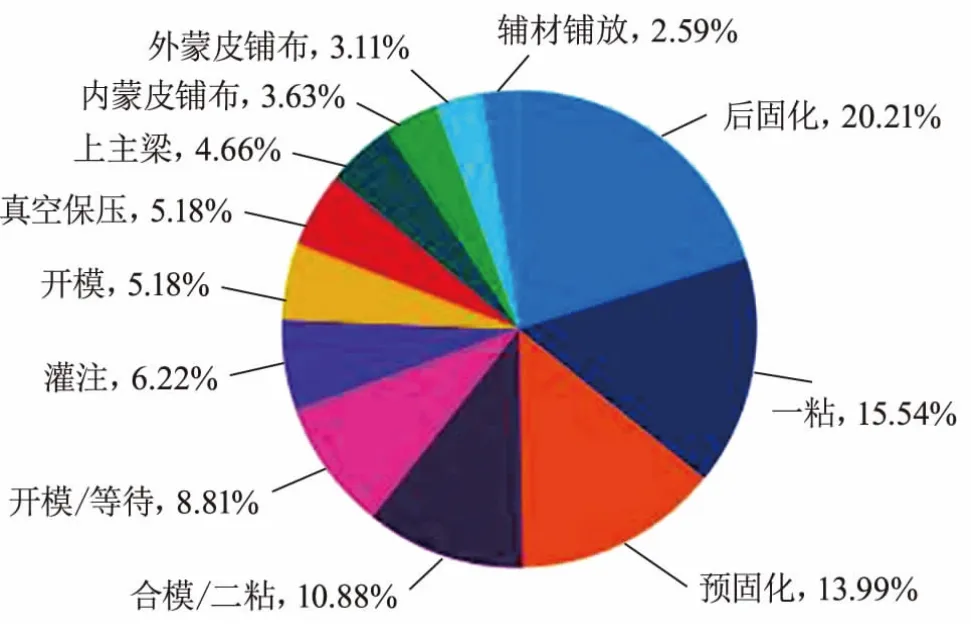
图1 某支叶片各工序工时
1.2 能耗统计
风电叶片主成型模具主要消耗的能源为电能,用电设备主要包含模具液压翻转机构、电加热系统、真空泵系统三大部分。传统的配电模式中,厂区低压配电室一级配电柜各出线开关根据用电负荷将电源送至车间各区域二级配电柜,模具的用电设备连接至各区域的二级配电柜。现场缺乏电能计量仪表,仅能直接计量一级配电柜负荷和间接计算出车间总负荷,无法针对单套模具、单台设备进行能耗统计。
通过在单台设备进线开关处安装多功能电能表和配套电流传感器等附件,可以有效采集设备的耗电情况,并通过仪表附带的通信接口实时上传到现场上位机软件中,实现分时段、分设备、分工序的耗电量记录,结果如图2所示。软件系统可根据收集的数据生成可视化图表和统计报表,用于分析能源消耗,从而提高利用效率。
图2 生产过程设备耗电量记录
1.3 树脂、粘接胶用量统计
树脂、粘接胶是风电叶片生产过程中的重要原材料,使用量直接关系到整支叶片产品的生产成本。常规做法是由操作人员进行手工记录和统计,经常存在库房出胶量和现场使用量数据不符、数据准确性差、统计不及时等现象。
通过对灌注机、粘接胶机的PLC控制系统进行改造,上位机根据设备数据地址采集设备的运行信号、故障报警、流量等信息,可以计算出设备运行时间、出胶比例、累计出胶量等数据并生成电子表单,为成本计算提供依据。数据如图3所示。
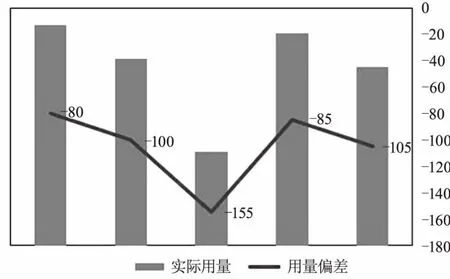
图3 某型号模具连续5支叶片灌注树脂用量记录
1.4 合模缝监控
风电叶片主成型模具如图4所示,合模缝主要体现为PS(迎风)面和SS(背风)面模具玻璃钢壳体的间隙。在钢架结构上安装传感器可监控锁紧状态,反馈未锁紧信息并报警。在模具合模明显异常时,员工可及时发现异常状态,并调整模具参数。但是,传感器安装在钢架结构上而不是玻璃壳体上,无法直接反映合模缝状态。将激光传感器安装于模具壳体,监控合模缝,可避免锁紧机构和钢架结构对合模缝监控的影响。
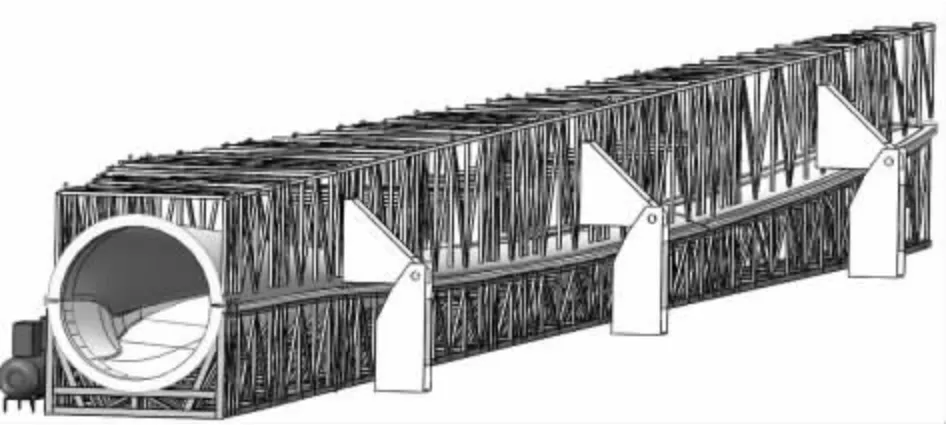
图4 风电叶片模具3D示意图
稳定的合模缝监控技术关键在于合理的安装结构。考虑到另一种常见缺陷———错位,传感器安装结构如图5所示,此结构集成了合模缝及错位监测功能,传感器和反光板都安装于模具壳体,反光板与传感器的距离直接反映模具合模缝距离。PS(迎风)面模具需翻转,反光板不需接线,安装于此面,避免翻转时的线路干涉;传感器安装于SS(背风)面。传感器设置保护罩,且保护罩与传感器支架、反光板独立安装,避免保护罩晃动引起监控误差。
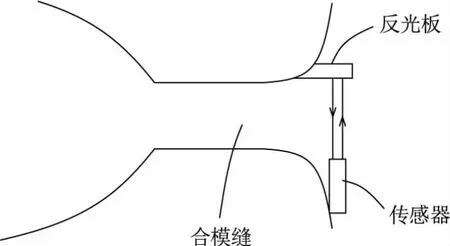
图5 合模缝及错位监控示意图
合模正常时,系统记录并存储每支叶片的合模数据。合模异常时,系统监控到合模缝超过合理值,则报警。员工收到报警并处理后,在人机界面上填写事故记录,完善合模缝大数据。工艺及质量人员根据合模大数据,优化工艺参数,得到稳定的合模质量。合模质量稳定后,可实现免试合模,提高气动性能和风噪性能。
1.5 温度监控和加热控制
VIMP工艺又被称为SCRIMP(Seemann Composites Resin Infusion Molding Process)工艺和VIP(Vacuum Infusion Process)工艺,其工艺原理是在单面刚性模具上以柔性真空膜包覆、密封纤维增强预成型材料,在真空负压下排出模腔中的气体,注入聚合物树脂,利用树脂的渗透、流动实现对纤维及其织物的浸渍,并在加热条件下保持真空至固化成型[10-11]。
为保证加热效果,风电叶片主成型模具上划分为若干加热区并预埋加热板和热电阻,实现加热温度闭环控制。加热系统根据生产工序分为预热、预固化加热、一粘加热、后固化加热等阶段,每个阶段可以独立设置加热温度,温度曲线如图6所示。当热电阻检测到温度超限时,此加热区加热停止,系统报警通知员工排查故障。系统自动存储记录数据并可查看精确温度,存储数据可导出报表,使产品固化过程温度有据可查。
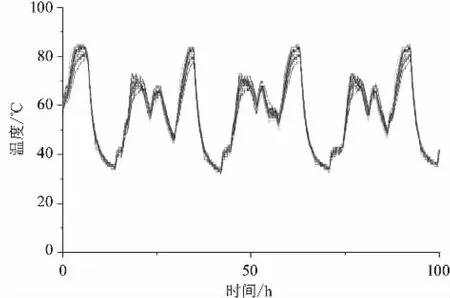
图6 加热系统温度曲线
由于电加热系统直接检测的是模具温度,为保证产品温度达标,在传统叶片制造工艺中,主要采用人工手持无线测温枪抽检叶片温度是否符合要求,占用人力,且较为费时。
本系统中采用无线测温模块实时监测叶片型腔内温度,如图7所示。将无线温度传感器放置于叶片型腔内部,无线温度传感器通过433 MHz无线通信频率将温度信息提供给无线测温模块,无线测温主机通过RS485通信协议与监控系统上位机交换数据信息。采用无线实时测温,并通过远程控制实现数据目视化,不仅可以减少耗费的人力,而且可以掌握叶片生产质量。

图7 无线测温传感器及主机
通过叶片温度监控可及时发现生产异常。在后固化阶段,通过实时监控温度,可以确定叶片上升到保温阈值的准确时间,缩短固化时间,监控数据如图8所示。叶片发白、银纹等质量缺陷经常发生区域,可以单独放置传感器实时监控温度变化。
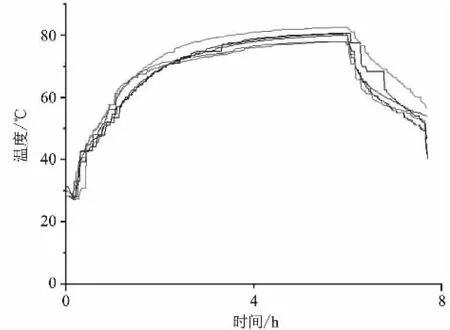
图8 蒙皮温度监控示意图
1.6 真空度监控
主成型模具真空系统由两个独立的真空系统组成,分为一真空和二真空。每个独立的真空系统均由真空主管路、真空嘴、连接软管组成。在主成型模具真空主管路设置真空传感器,探测负压值。以某叶片主成型模具为例,建议的真空传感器位置如表2(表中数据为传感器与叶根端面的距离)所示。
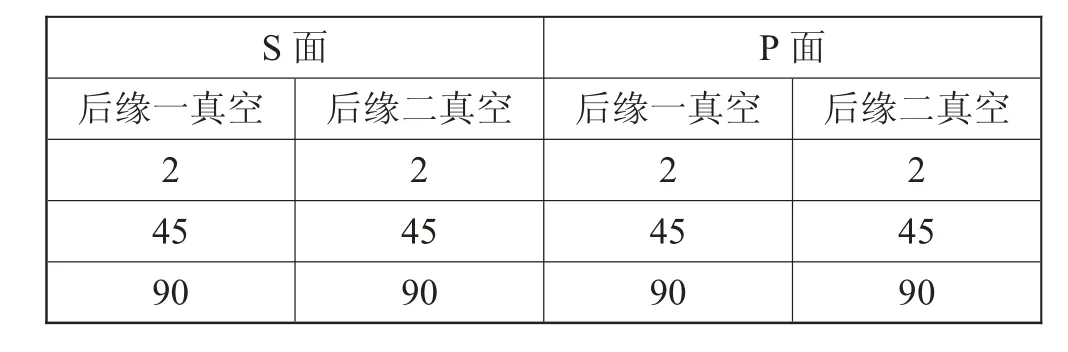
表2 真空传感器布置单位:m
风电行业内,对于真空系统数字监控仅限于真空泵真空罐的气压变化,该信号可以指示设备运行状态和作为真空保压工序节点的依据。而在主管路设置真空压力实时监测点并实现数据目视化,可以提高漏气点监测效率,及时发现较大漏气异常,有利于真空工艺参数的收集和改进。
1.7 消息推送
叶片生产过程中各项信息通常采用逐级汇报的形式,信息传递缺乏及时性。本系统在收集和统计数据的同时,开发了消息推送的功能,可以把设备报警、工时、能耗等信息实时推送到钉钉群,如图9所示,有助于各级管理人员快速、及时掌握生产情况。
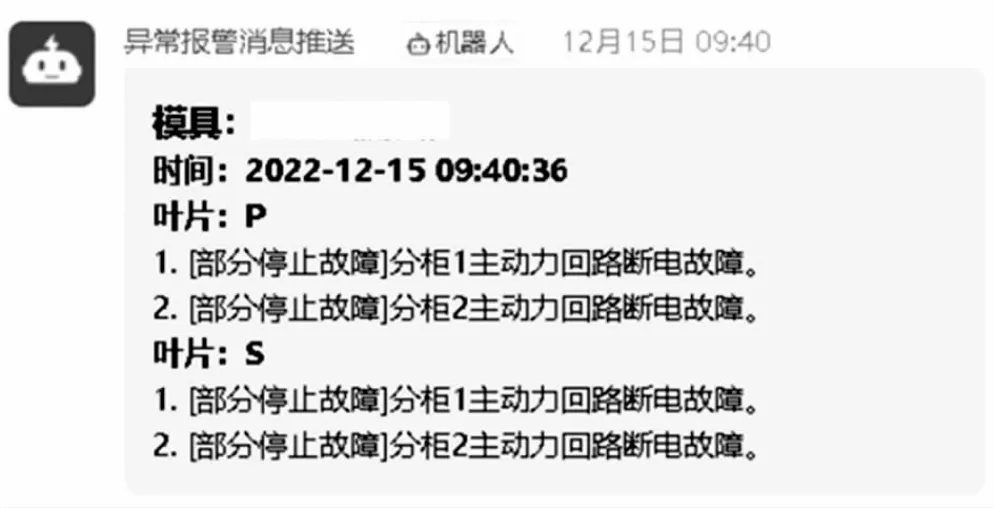
图9 钉钉群消息推送
2 互联网+在智能模具上的应用探究
对于智能监控系统,建议按照互联网+设计理念将系统分成感知层、网络层和应用层(图10)。
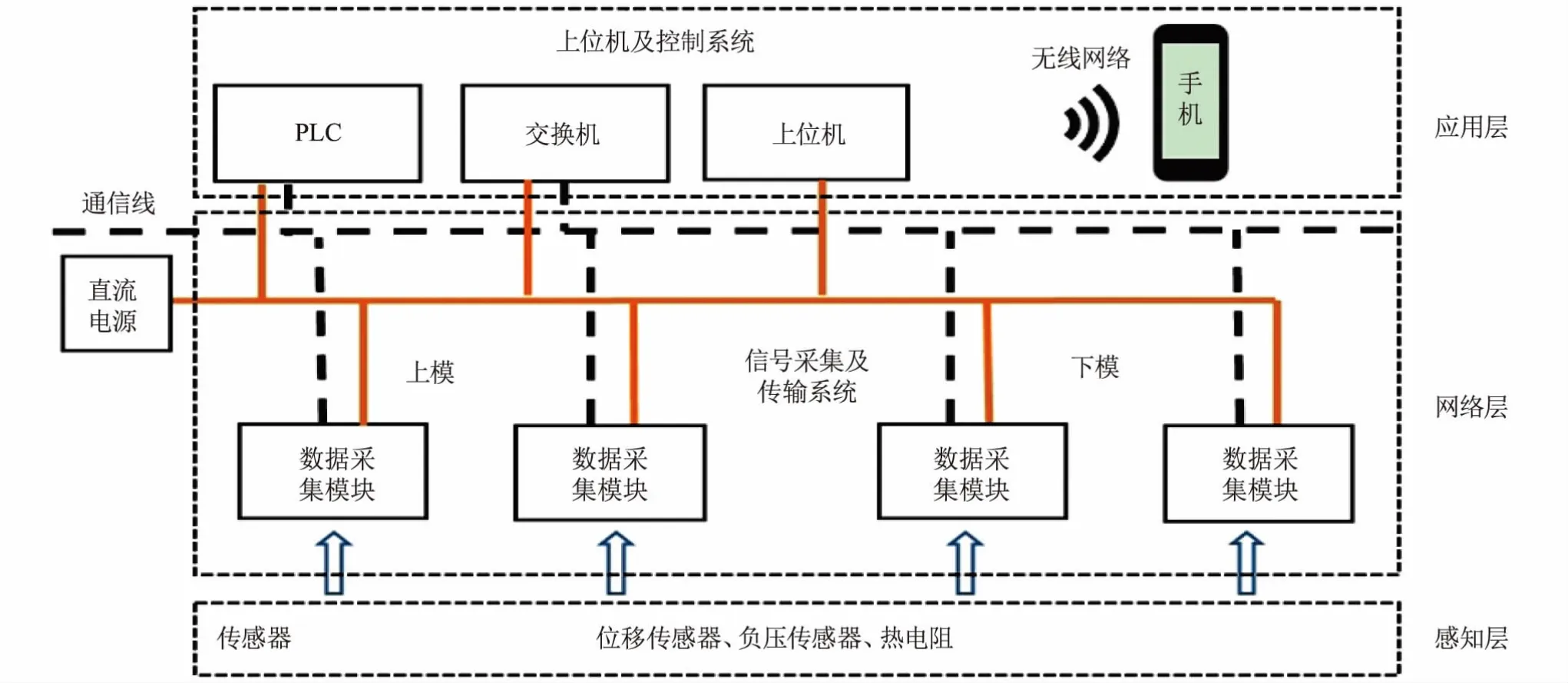
图10 模具信息化监控系统拓扑结构图
感知层主要完成各工装传感器、翻转角度传感器、电能仪表、真空度、温度、合模缝和错位等数据采集。模具上的工装传感器用于辅助计算工时,电能仪表计量设备耗电量,真空传感器采集负压数据,激光测距传感器采集合模缝和错位信息。现场分区布置控制箱(以下简称“分控箱”),分控箱包含数据采集模块、温度隔离器及其他控制元件。
网络层主要实现数据的可靠传输。为了保证数据采集有效、不失真,采用信号线直接连接现场传感器与现场布置的数据采集模块,数据采集模块把采集到的数据通过通信协议的方式发送给PLC;而PLC与上位机、生产设备、手机App之间则灵活地采用以太网、OPC UA、Modbus等通用的通信协议实现通信,并可便捷地进行功能扩展。
应用层主要实现数据的智能处理,对采集的数据进行展示或处理。图11为生产界面,可为远程监控人员显示主工序状态(铺层、灌注、预固化或者后固化),分色显示主模具保温层内温度。生产界面基本包含所有关键生产信息,现场员工通过手机或者大屏显示器即可及时了解设备及产品状态,工艺、质量及其他相关人员可通过电脑、手机或其他终端设备及时了解产品生产状态。生产界面用于将监控数据目视化,工艺界面用于工艺参数查询及质量原因追溯。
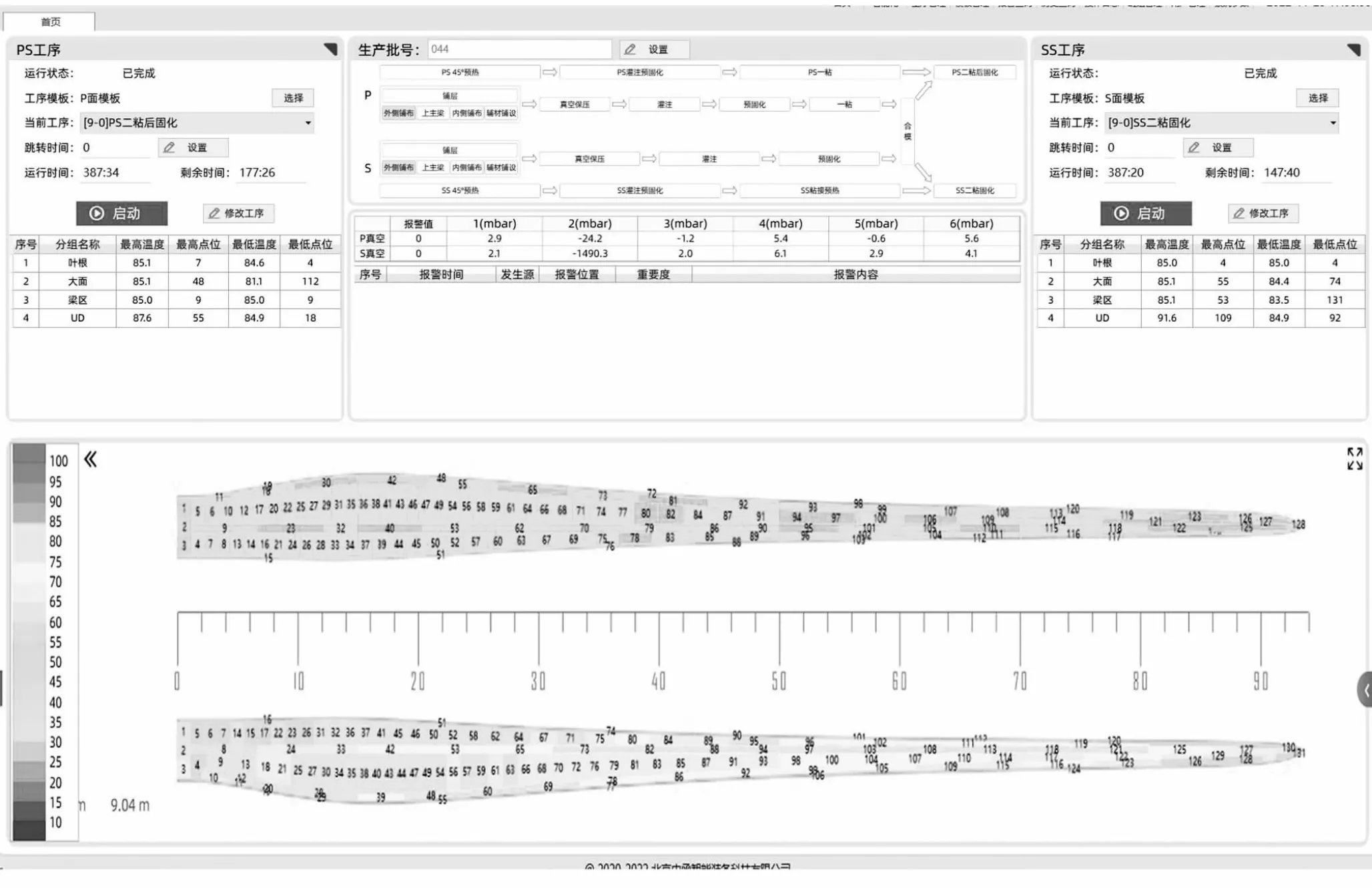
图11 生产界面
主控系统通过无线Wi-Fi接入移动通信网络,实现远程监控功能。将生产管理人员手机或电脑作为网络终端,实现数据异地监控。通过此功能,工艺及质量人员可在办公室监控各模具运行状态,及时发现并解决现场问题。
3 模具信息化监控系统使用效果
如表3所示,模具监控技术实现后,叶片生产效率提高,工艺人员通过过程数据分析,提高了问题解决速度。
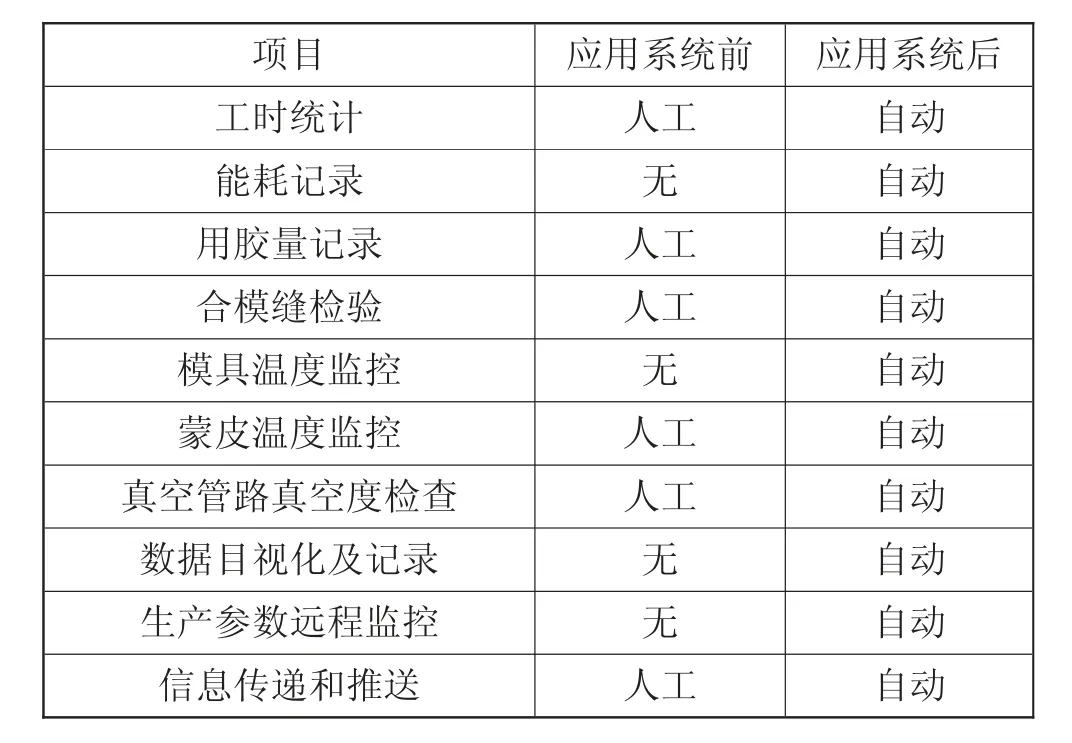
表3 模具监控系统使用前后对比
4 结论
针对本文所述模具信息化监控系统进行总结,可知其具有以下优点:
(1)利用生产过程中的传感器变化值、工装使用记录、设备数据作为工时记录的节点,实现工时的自动记录和统计,分析生产效率的提升点。
(2)利用电能计量仪表实现生产过程中的能耗计量和统计,为能源的更有效合理利用提供依据。
(3)通过与灌注、粘接设备的信号连通,实现用胶量记录,有效计算成本信息。
(4)激光类传感器监控合模缝时,综合精度高,且激光束可穿透真空膜,此类型传感器较适合监控合模缝及错位;模具预埋和外置的温度传感器,可以较好地监测模具和叶片的实时温度;在真空管道上安装真空压力传感器可以方便地实时监测管路压力变化。
(5)以风电叶片主成型模具工序各项基本信息为基础,采用信息化监控方式,实现生产数据目视化,提高了风电叶片主成型模具工序质量和效率。
(6)消息自动推送到钉钉群等办公通信软件,提高了数据传递的及时性,有助于相关工作人员快速获取生产信息。