水槽式烟梗回潮机水温控制的改进与应用
2023-12-26车本佳钟宴雄
陈 烜 车本佳 钟宴雄
(广东中烟工业有限责任公司梅州卷烟厂,广东 梅州 514011)
0 引言
水槽式烟梗回潮机主要由波纹板水槽、过渡水槽、刮板、刮板驱动电机、水箱、循环水泵、滤水网带输送机、水箱进水管路系统、水箱水温蒸汽加热管路系统、温度传感器、音叉液位开关等组成[1],水箱进水和水温蒸汽加热管路系统所需的阀门器件等集中置于管控柜内。
水槽式烟梗回潮机是利用恒温循环水通过洗梗加浸梗模式完成烟梗的清洗和增温增湿处理,以期提高烟梗纯净度、温度、含水率和耐加工性,为后续烟梗二次回潮、切梗丝等工序提供符合工艺要求的烟梗物料。其工作原理为:烟梗通过上游振动输送机输送进入水槽式烟梗回潮机后,在循环水泵抽取水箱热水形成输出水流的带动下进入波纹板水槽,循环水在波纹板水槽作用下形成湍流,冲击烟梗翻滚向前运动,使烟梗能够得到充分清洗,烟梗中的灰尘和果胶等溶于水中,烟梗夹杂的砂石和金属物等沉入水槽底部,清洗后的烟梗在水流带动下经过渡水槽进入刮板输送装置,烟梗在刮板带动下在工艺要求范围内的热水中浸泡并输送至滤水网带输送机,沥除表面水分后进入下一个工艺处理工序[2]。
设备由烟梗预处理工艺段S7-416 PLC进行控制。设备运行分为三种状态,即预热、生产、清洗。预热:在自动模式下设备补水电磁气动角阀打开,水箱开始进水,当水箱低位音叉液位开关被水浸没后,循环水泵开始运行,水温蒸汽加热管路系统的电磁气动角阀打开对水箱内的自来水进行加热,当水箱高位音叉液位开关被水浸没后,进水阀门关闭,当水温达到预热设定温度值60 ℃后,蒸汽阀门关闭,预热完成,设备具备生产条件;生产:当上游电子皮带秤瞬时流量大于设定值后,PLC控制系统自动判定设备进入生产状态,烟梗经电子皮带秤和振动输送机进入设备进行清洗和浸泡,水位低时系统自动进行补水,水温低时系统自动进行加热。
1 存在问题及原因分析
1.1 水箱水温波动大
在实际生产过程中,发现生产一批次烟梗的水箱水温介于53.9℃至61.3℃之间,水温平均值为57.3 ℃,水温标准偏差为1.5 ℃,水温不能稳定在工艺指标要求的(60±3)℃范围内,水温波动导致生产一批次烟梗的温度均匀性、含水率和耐加工性等均存在差异,从而影响了烟梗后续工序的加工质量。设备改进前水温波动情况如表1所示。
1.2 原因分析
因清洗烟梗导致循环水含杂质较多、颜色变黑、浊度偏高时,操作工需视情手动打开水箱排水闸阀进行适当排水,从而造成水位降低,同时烟梗受热吸收水分亦会造成水位降低。当水箱水位降至低位后,补充水电磁气动角阀自动打开对水箱进行补水,当水箱水位补充至高位后阀门关闭,补充水为自来水且单次补水量较大,水箱水温受补水扰动就会降低。同时,目前水箱水温采用上下限自动控制,控制模式简单,低于下限设定值58.5 ℃时蒸汽加热系统对循环水进行加热,高于上限设定值61.5 ℃系统停止加热,因水温控制具有惯性大、滞后性大和非线性等特点,该控制模式造成生产过程中循环水水温波动较大。为此,确定单次补水量大和水温自动控制模式不合理是造成水温波动较大的主要原因。
2 改进措施
2.1 新增中位音叉液位开关
为减少生产过程中水箱补水对水温的扰动,采取减少单次补水量和增加补水频次的方法,来降低因单次补水量多造成循环水水温下降幅度大的问题,具体改进措施为在现有高位和低位音叉液位开关之间增加中位音叉液位开关(图1)。经分析论证,决定中位音叉液位开关的安装位置位于高、低位音叉液位开关中心距偏上位置,以期达到尽可能减少单次补水量和增加补水频次的目的。选取水槽式烟梗回潮机附近的I/O箱子站内DI模块中的空余开关量输入点作为此中位音叉液位开关信号输入点,并完成控制线路接线。

图1 中位音叉液位开关安装位置设计图
2.2 补水控制程序改进
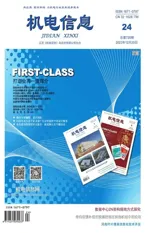
针对人工排水单次排水量大造成水箱水位下降幅度大的情况,PLC控制程序改进思路:当水箱水位低于中位音叉液位开关时,补充水电磁气动角阀打开对水箱进行补水,当水箱高、中、低位音叉液位开关被水浸没并延时后停止补水。
针对烟梗吸收水分造成水箱水位小幅下降的情况,PLC控制程序改进思路:当水箱水位低于高位音叉液位开关一定时间后,补充水电磁气动角阀打开对水箱进行补水,当水箱高、中、低位音叉液位开关被水浸没并延时后停止补水。
具体控制程序流程图设计如图2所示。
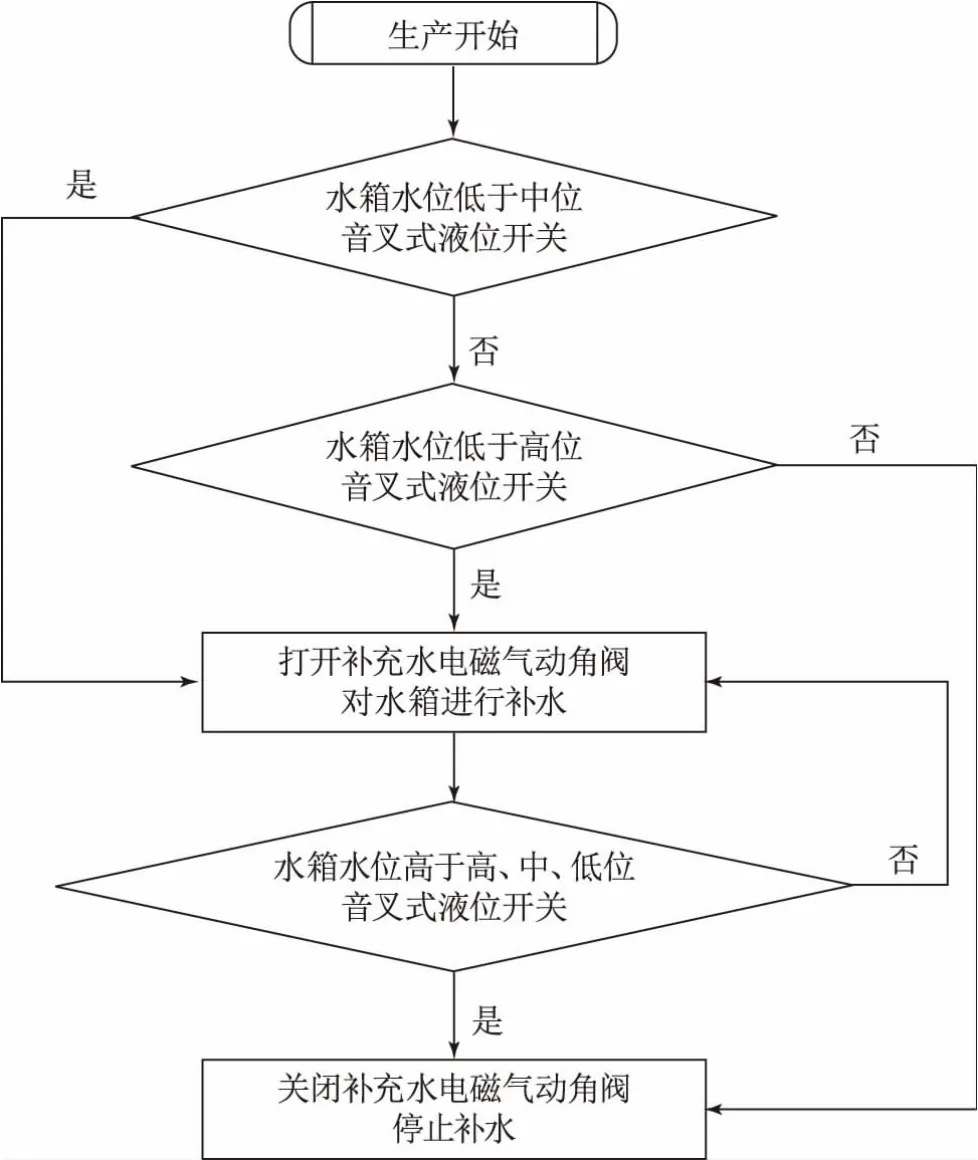
图2 补水控制程序流程图
2.3 新增气动薄膜调节阀
目前使用的水温蒸汽加热管路系统的蒸汽电磁气动角阀只具备全开和全关两种状态,无法根据水温变化自动实时调整蒸汽施加量,具体改进措施:采用带阀门定位器的气动薄膜调节阀替代电磁气动角阀,根据新的水温控制算法实时调整阀门开度,实现阀门开度可调可控。
经分析论证,决定气动薄膜调节阀安装位置(图3)为原蒸汽电磁气动角阀位置,阀门机械安装及配套管道改造后,完成此阀门PROFIBUS-PA现场总线控制线路接线、PROFIBUS-PA硬件组态及地址设置。

图3 气动薄膜调节阀安装位置设计图
2.4 水温梯度控制程序改进
水温手动控制模式:在该控制模式下,操作人员根据水温波动变化手动调整气动薄膜调节阀开度,使调节阀按手动开度设定值开启。
水温自动控制模式:水温控制采用梯度控制模式替代水温上下限控制模式,具体为将现有水温控制下限设定值58.5 ℃和上限设定值61.5 ℃重新划分为8个温度梯度区间,每个温度梯度区间跨度值均为0.5 ℃,每个温度梯度区间根据经验值设定相应的气动薄膜调节阀开度值,系统根据水温设定值与实际测量反馈值的差值自动判断差值位于哪个温度梯度区间,然后自动按设定值控制气动薄膜调节阀开度。
为防止气动薄膜调节阀开度瞬间过大引起蒸汽流量瞬间增大进而产生水锤对蒸汽管道的冲击,采用阀门开度设定值递增方式予以控制,具体为:当阀门开度设定值输出由小变大时,采用每秒钟开1%的梯度递增方式控制阀门实际开度并使其达到设定值。
具体控制程序流程图设计如图4所示。
图4 水温控制程序流程图
在烟梗预处理段PLC项目程序中新建一个“水温梯度控制”标准块,根据前述功能设计,采用STL语言编写水温梯度控制标准块程序,该程序具备水温手/自动控制功能,手动状态下将薄膜阀手动开度设定值直接赋给阀门,实现手动控制阀门开度,自动状态下PLC根据水温设定值与测量值的差值自动判断差值位于哪个温度梯度区间,然后将该温度区间对应的阀门开度设定值赋给阀门。同时完成编写每秒钟开1%梯度递增方式控制阀门实际开度、手/自动状态下阀门开度赋值、阀门开度反馈值读取及触摸屏显示等程序。
2.5 触摸屏操作画面改进
在水槽式烟梗回潮机监控画面中添加中位音叉液位开关状态显示、气动薄膜调节阀开度设定值、气动薄膜调节阀实际开度反馈值、气动薄膜调节阀手/自动按钮等。
3 改进效果
水槽式烟梗回潮机改进后,新增控制器件和控制程序等不影响水槽式烟梗回潮机现有的结构和功能,音叉液位开关和气动薄膜调节阀未出现故障或损坏等情况,亦未发生因水箱补水和水温控制程序存在漏洞而影响设备运行等情况,设备整体运行稳定。跟踪2022年8月—10月期间若干批次烟梗生产质量记录(表2),生产一批次烟梗的水箱水温介于58.7 ℃至61.1 ℃之间,水温平均值为59.5 ℃,水温稳定在工艺指标要求的(60±3)℃范围内,水温标准偏差由改进前的1.5 ℃降为0.5 ℃,水温波动明显降低(图5),有效保证了烟梗的温度均匀性、含水率和耐加工性。

图5 改进后水温趋势图

表2 水槽式烟梗回潮机改进后生产质量数据跟踪表单位:℃
4 结束语
本文主要介绍了水槽式烟梗回潮机水温控制的改进工作,通过新增中位音叉液位开关和气动薄膜调节阀等控制器件、修改水箱补水控制程序和水温梯度控制程序,达到了降低水温波动的目的,有效提高了水温控制的稳定性和准确性。