富氢原料气综合减碳应用研究
2023-12-01肖敦峰皮金林夏炎华
肖敦峰,皮金林,夏炎华,金 鑫
(中国五环工程有限公司,湖北 武汉 430223)
2021年12月8日至10日的中央经济工作会议上提出:要正确认识和把握“碳达峰”、“碳中和”,传统能源逐步退出要建立在新能源安全可靠的替代基础上,要立足以煤为主的基本国情,抓好煤炭清洁高效利用,增加新能源消纳能力,推动煤炭和新能源优化组合。要狠抓绿色低碳技术攻关。要科学考核,新增可再生能源和原料用能不纳入能源消费总量控制,创造条件尽早实现能耗“双控”向碳排放总量和强度“双控”转变[1]。
如何在发展煤化工的同时实现低碳或减碳发展,笔者结合多年的从业经历,从各类能源、各类合成气的组合搭配上提出了一些减碳思路,供读者参考。
1 方案简述
现有各种原料或能源利用所产粗煤气、兰炭气、焦炉气、电石尾气、天然气转化气等中的H2/CO比值差异巨大,而合成甲醇、乙醇、乙二醇、丁辛醇、多碳醇及油品等时,所需要的H2/CO均在2左右,为了确保化工产品生产环节少排放CO2,可通过不同气体的合理配比,实现所需的H2/CO比值,从而实现碳减排。
表1列出了不同粗合成气的典型组分,为了实现所需要的氢碳比,可通过不同的合成气组合,实现少排碳。
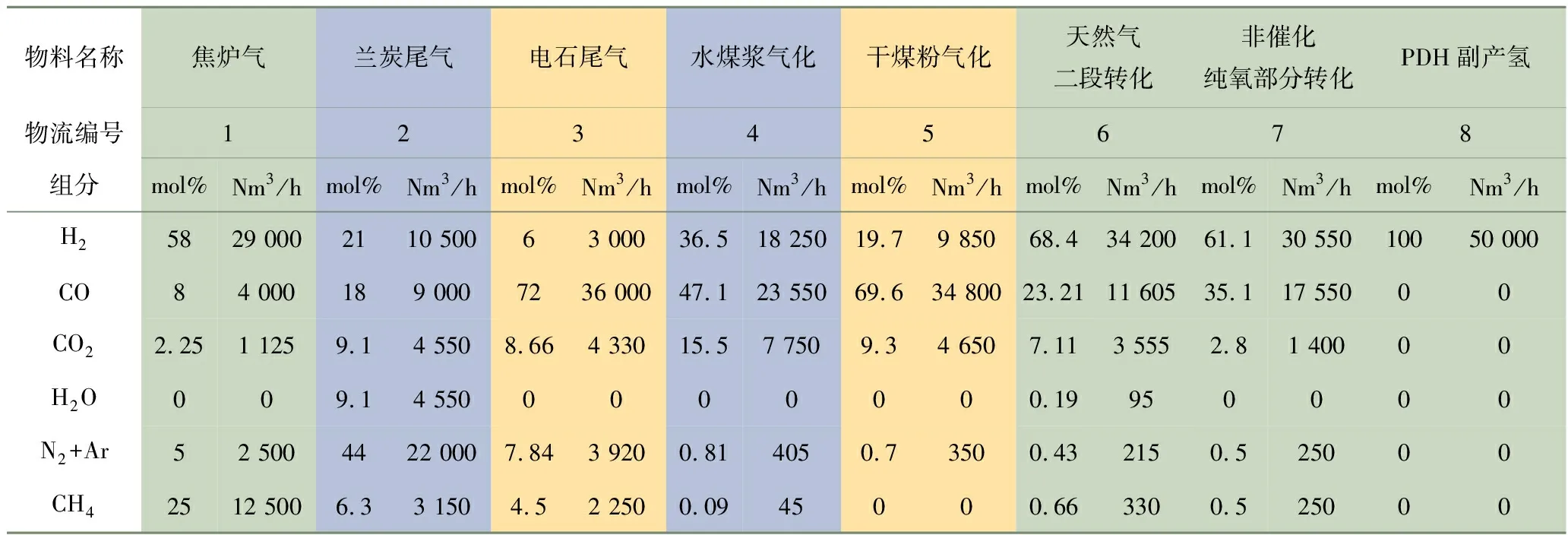
表1 常见粗合成气组分
沿海地区大量建设丙烷脱氢(PDH)或乙烷裂解项目,其副产大量的氢气。由于氢能产业还处于发展起步阶段,富余氢气无法完全消纳,而仅仅作为燃料。为了将氢气作为原料使用,提高其附加值,可通过干煤粉气化与副产氢气结合,调配出符合甲醇、乙醇、乙二醇等产品生产所需的H2/CO摩尔比为2的合成气。
约50 000 Nm3/h的粗煤气(含CO2)与丙烷脱氢或乙烷裂解副产60 000 Nm3/h氢气结合,可以生产约40万 t/a甲醇或35万 t/a乙二醇。若全部采用干煤粉气化制甲醇,在工艺过程中CO2排放量为90万 t/a,若采用组合一,组分见表2,工艺过程中CO2排放量仅为7.3万 t/a,CO2减排90%以上。

表2 组合一:沿海干煤粉气化与PDH副产氢气结合
在西北地区,可通过水煤浆气化与天然气转化的组合,获得H2/CO摩尔比为2的合成气。约50 000 Nm3/h的粗煤气(含CO2)与约12 0000 Nm3/h转化气(含CO2)结合,可以生产约56万 t/a甲醇或50万 t/a乙二醇。若全部采用水煤浆气化制甲醇,工艺过程CO2排放量为98万 t/a,若采用组合二,组分见表3,工艺过程中CO2排放量为25万 t/a,CO2减排70%以上。
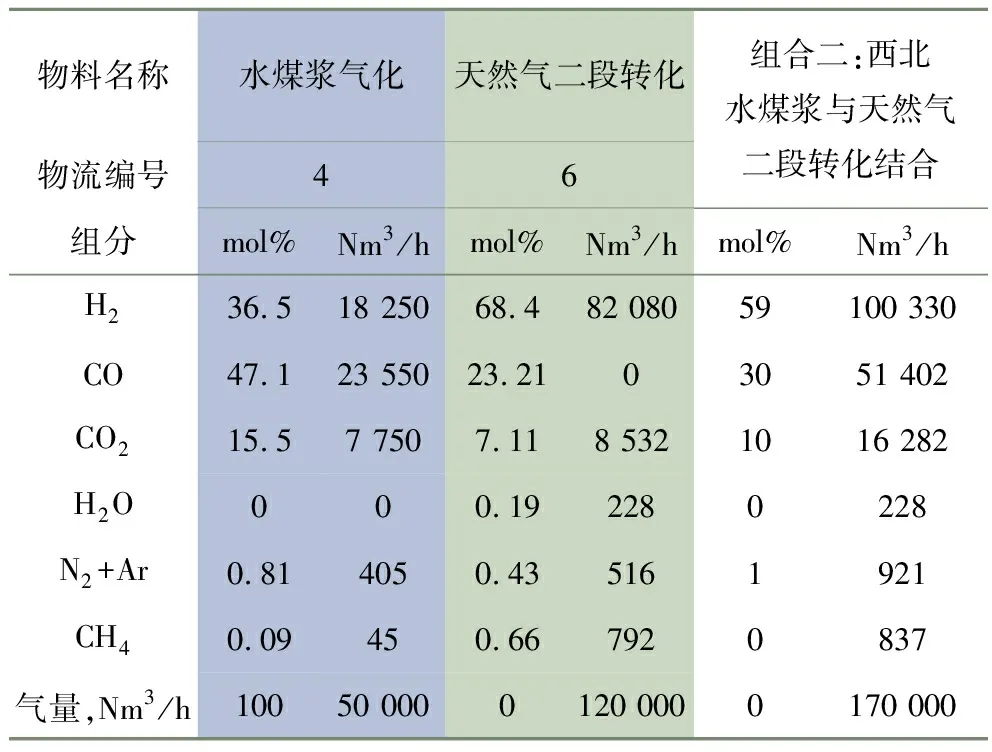
表3 组合二:西北水煤浆气化与天然气二段转化结合
在西北地区,还可通过水煤浆气化与焦炉气(甲烷提取出来做LNG)的组合,获得H2/CO摩尔为2的合成气。约70 000 Nm3/h的焦炉煤气(含CO2)与约50 000 Nm3/h水煤浆煤气(含CO2)结合,可以生产约33万 t/a甲醇或29万 t/a乙二醇。若全部采用水煤浆气化制甲醇,工艺过程CO2排放为58万 t/a;若采用组合三,组分见表4,工艺过程中CO2排放量为14.6万 t/a,CO2减排75%以上。
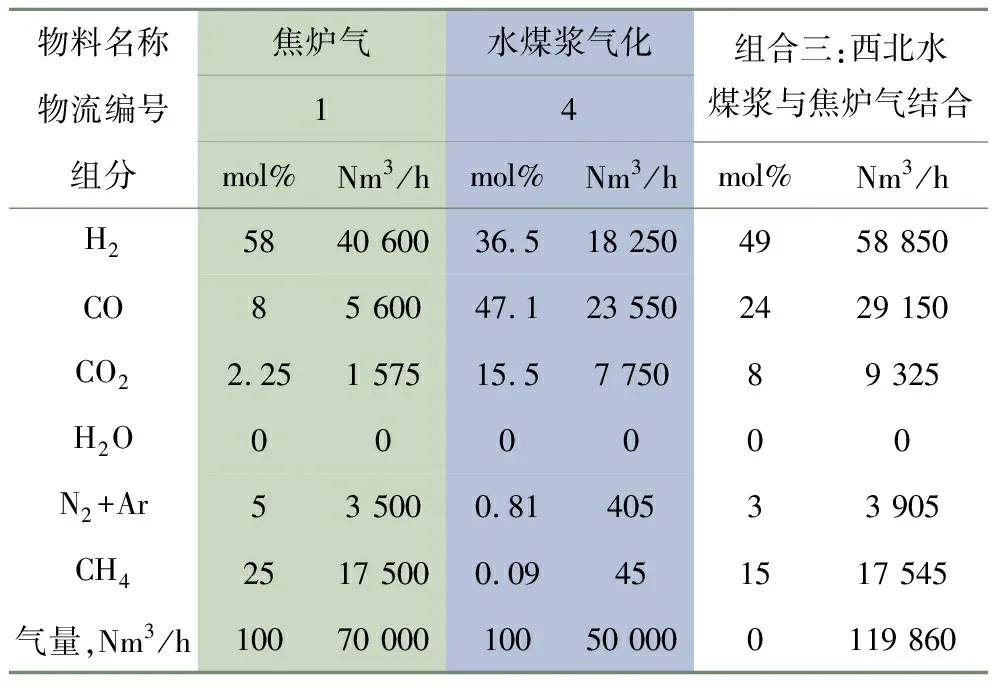
表4 组合三:西北水煤浆气化与焦炉气结合
在西北地区,还可通过焦炉气(甲烷提取出来做LNG)与电石尾气的组合,获得H2/CO为2的合成气。约130 000 Nm3/h的焦炉煤气(含CO2)与约40 000 Nm3/h电石气(含CO2)结合,可以生产约43万 t/a甲醇或39万 t/a乙二醇。若全部采用水煤浆气化制甲醇,工艺过程中CO2排放量为78万 t/a;若采用组合四,组分见表5,工艺过程中CO2排放量为10万 t/a,CO2减排87%。
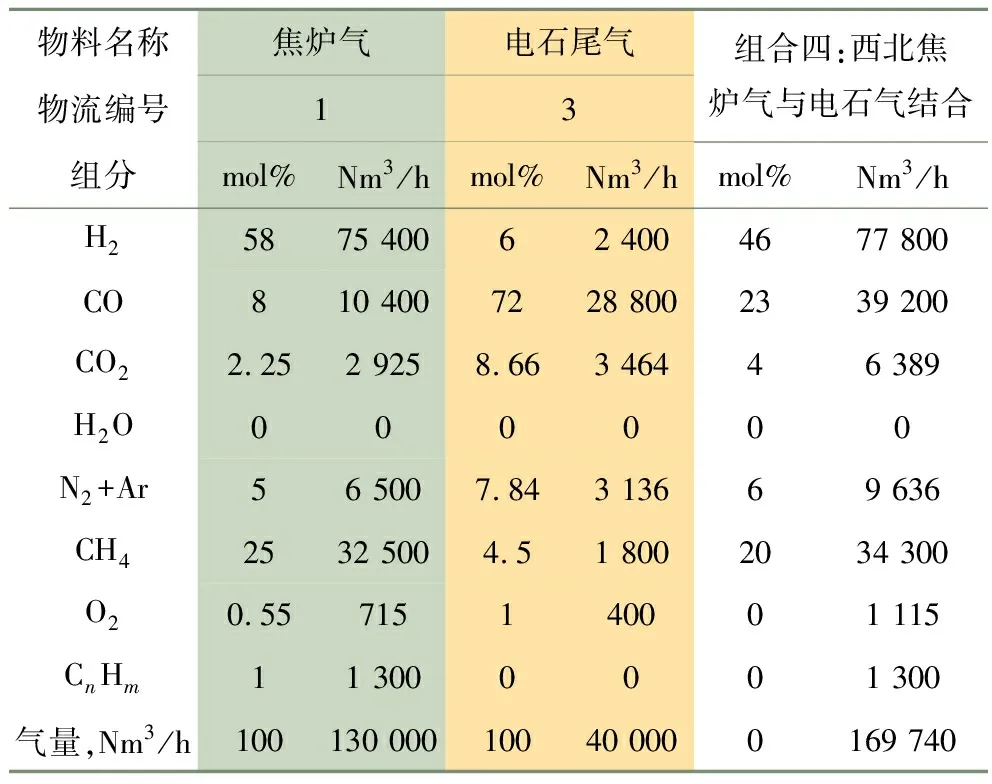
表5 组合四:西北焦炉气与电石尾气结合
在绿电资源比较丰富的地方,可将电解出的氢气和氧气与煤气化合成气结合,减少甚至取消空分、变换,不需脱碳,粗煤气经冷却和脱硫后直接去合成圈。若水煤浆气化与电解氢气结合,其组分见表6。若全部采用水煤浆气化制甲醇,工艺过程中CO2排放量为222万 t/a;若采用组合五,工艺过程中CO2排放量为0 t/a,工艺过程中CO2减排100%。
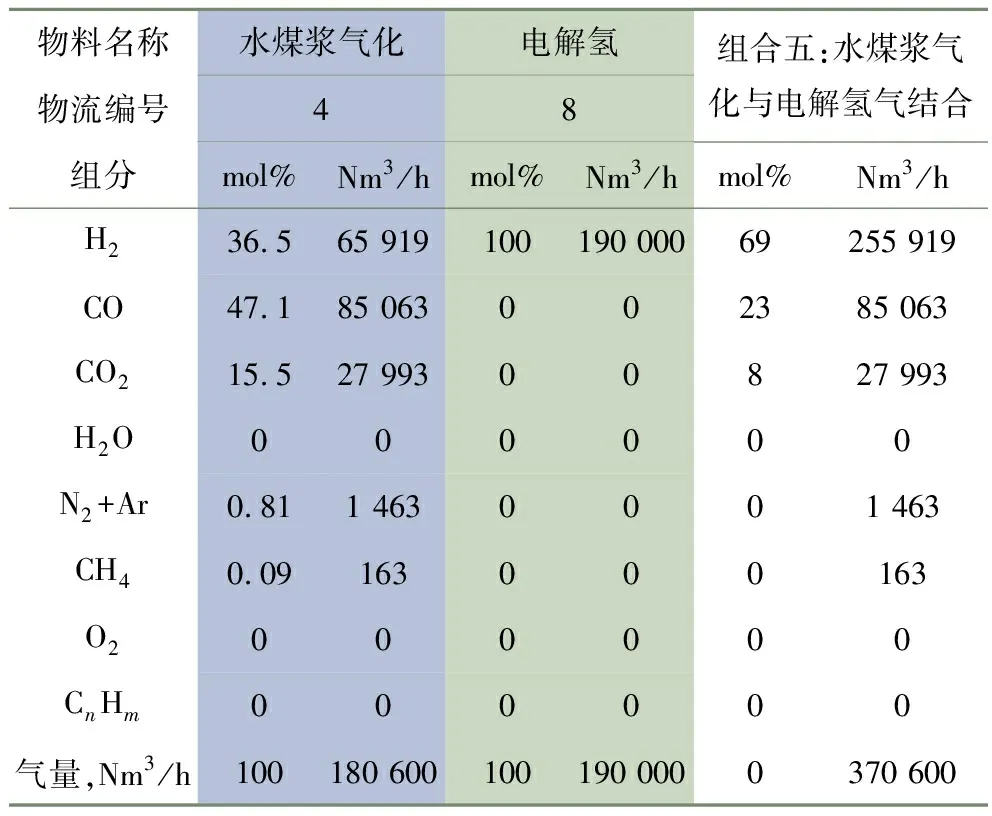
表6 组合五:水煤浆气化与电解氢气结合
与原有煤制甲醇的流程相比,投资和消耗将会明显降低,变化见图1。
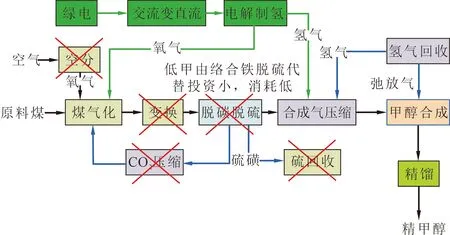
图1 组合五:水煤浆气化与电解氢气结合流程
2 减碳效果分析
为简单说明不同气体组合后的减排效果,表7将不同技术路线生产甲醇工艺过程的CO2排放进行了对比。通过比较不同气体中碳氢摩尔比,研究通过不同流量气体配比获得所需的氢碳摩尔比,从而取消或缩小空分、变换、脱碳等规模,降低装置投资和消耗,有效减少化工品合成工艺环节的CO2排放。

表7 不同技术路线吨甲醇工艺过程CO2排放
3 不同产品的减碳效果分析
各类化学产品中碳含量差异较大,煤炭中以碳为主,石油中氢碳比为2∶1,天然气中氢碳比为4∶1,而聚烯烃类产品中氢碳比为2∶1,尿素和甲醇中氢碳比为4∶1,从原子组成角度来说,石油路线制聚烯烃、天然气路线制氨、尿素和甲醇是减碳最好的路径,工艺过程环节不排放CO2,仅能源提供环节排放少量CO2。但中国“富煤、贫油、少气”的能源结构导致国内几乎全部的液氨、尿素和甲醇生产都采用煤炭,因此,CO2排放量较大(见表8)。如果能将液氨和尿素产品从以煤炭为主逐步转换为以煤炭、焦炉气、轻烃裂解气、天然气等多种气体有机耦合和共存为主,将对化工行业CO2减排贡献巨大。

表8 不同技术路线的吨产品工艺过程CO2排放
另外,现有煤化工项目基本都配置了CO变换装置。为了减少CO2的排放,可以不变换或少变换,后续可考虑多配置需要利用CO来羰基化的产品,如羰基化生产醋酸、碳酸二甲酯、丁辛醇、甲酸甲酯、甲酰胺、丁二烯双羰基化生产己二酸等。
以上研究主要从原子经济和减碳角度来分析,未考虑各种能源及产品的价格以及各种不同原料配比下项目的盈利性和竞争力。
4 结语
在东部沿海地区大力发展轻烃化工,副产大量氢气,但由于政策不允许用煤,因此,沿海地区氢气只能用于生产液氨或作为燃料。为了充分地利用氢气生产多碳醇类产品,建议根据副产氢气量适度审批少量煤气化项目,实现碳氢平衡。
在西北地区有大量的电石尾气和焦炉气资源,要鼓励不同企业间进行电石气、焦炉气互换耦合,实现所需的碳氢平衡,或通过少量煤气化项目,与焦炉气的富氢进行配比,生产多碳醇等化工产品。
在新疆、重庆天然气资源富裕的地方可建设部分天然气与煤气化耦合的项目,实现碳氢的平衡。
西北现有煤化工企业要实现与绿电制氢的耦合调节氢碳比,取消空分、变换,同时尽量生产多消耗CO的化学品,如醋酸、碳酸二甲酯、丁辛醇、甲酸甲酯、甲酰胺等。
