胶接技术在铝合金运动训练器材接头中的应用及性能研究
2023-06-12洪秀岩
洪秀岩


摘要:为了提升运动训练器材用铝合金胶接接头的承载能力,研究了胶层厚度和搭接长度对5052+Er铝合金胶接接头胶接性能的影响,并对破坏机理进行了探讨。结果表明,胶层厚度从0.2 mm 增至1.0 mm,不同搭接长度的胶接接头最大剪切载荷都呈现逐渐减小的趋势。在相同胶层厚度条件下,搭接长度越小则对应的最大剪切载荷也较小。在胶层厚度为0.2、0.3和0.5 mm 时的临界搭接长度为30 mm;胶层厚度为1 mm 时的临界搭接长度为40 mm。搭接长度低于临界搭接长度时,胶接接头的破坏模式主要为剪切破坏;当搭接长度在临界附近或超过临界长度时,胶接接头会先发生接头剥离直至破坏。随着搭接长度的增加,胶层厚度(t)分别为0.2、1 mm时,胶接接头参数 C 呈现逐渐增大的趋势,参数δ呈现逐渐减小的趋势。
关键词:胶接接头;胶层厚度;搭接长度;胶接性能
中图分类号:TG146.21;TQ436+.2文献标志码:A文章编号:1001-5922(2023)05-0012-05
Research on the application of bonding technology andthe bonding properties of aluminum alloy adhesive joints for sports training equipment
HONG Xiuyan
(Xi'an Eurasia University,Xi'an 710065,China)
Abstract: In order to improve the bearing capacity of aluminum alloy adhesive joints for sports training equipment, the influence of the thickness of the adhesive layer and the lap length on the bonding performance of 5052+Er alu- minum alloy adhesive joints was studied,and the failure mechanism was discussed. The results show that as thethickness of the adhesive layer increases from 0.2 mm to 1.0 mm,the maximum shear load of 5052+Er aluminum al- loy adhesive joints with different lap lengths shows a decreasing trend. With the same bondline thicknesses,thesmaller the lap length of the +Er aluminum alloy glued joint,the smaller the corresponding maximum shear load. The critical lap length is 30mm at bondline thicknesses of 0.2,0.3 and 0.5 mm,and 40 mm at bondline thickness of 1.0 mm. When the lap length is lower than the critical lap length,the failure mode of the 5052+Er aluminum alloyadhesive joint is mainly shear failure;when the lap length is near or exceeds the critical lap length,the 5052+Eraluminum Alloy adhesive joints will first experience joint peeling until failure. With the increase of the lap length, the parameter C of the 5052+Er aluminum alloy adhesive joint ,when the thickness t of the adhesive layer is0.2 mm and 1.0 mm,shows a gradually increasing trend,and the parameter δ shows a gradually decreasing trend. Keywords: adhesive joint;adhesive layer thickness;lap length;bonding performance
作为Al-Mg合金中的典型代表,5052铝合金由于具有密度轻、比强度高、耐腐蚀性能优良等特性而被广泛应用于运动器械、交通运输和船舶等领域,近年来通过在5052铝合金中添加Er微合金化的方法使得5052+Er铝合金在强度、抗疲劳等性能上都有明显提高[1]。在实际使用过程中,使用铝合金等轻质材料替代密度大的钢材已经成为实现轻量化的重要手段;而传统的焊接、自冲铆接等方法在完成轻量化材料的连接时存在许多障碍和局限性[2]。如何解决铝合金等轻质材料的连接问题是亟待解决的关键问题。胶接技术作为一种可以弥补传统连接工艺不足的新型连接工艺[3]。在保证轻量化的同时可以实现铝合金等轻质材料的有效连接,目前,胶接工艺在碳纤维等材料上的应用较多;而在铝合金连接上的应用相对较少,具體工艺参数对铝合金胶接接头的胶接性能的影响也不清楚[4-6]。本文以运动训练器材用5052+Er铝合金为研究对象,考察胶接工艺参数对运动训练器材用5052+Er铝合金胶接接头胶接性能的影响,结果有助于新型胶接工艺在轻量化铝合金连接上的推广应用。
1 试验材料与方法
1.1 试验原料
试验基材为运动训练器材用5052+Er铝合金板材,主要元素化学成分为质量分数2.62%Mg、0.14% Si、0.05%Zn、0.01%Mn、0.12%Cr、0.12%Fe、0.15%Er,余量为 Al;铝合金的密度为2650 kg/m3、杨氏模量68 GPa、泊松比0.33、屈服强度142 MPa。胶粘剂选用西卡995结构胶,密度为1290 kg/m3、杨氏模量2.2 GPa、泊松比0.36、固化温度178℃。
1.2 试验仪器
MTS-810型液压伺服电子万能拉伸试验机,美国 MTS 公司;华为 P30手机,中国华为公司;Mat- chID-3D型非接触式全场应变测试系统,比利时Mat- chID公司。
1.3 试验制备
铝合金母材预先经过360目砂纸打磨、清水冲洗后酒精超声清洗、吹干。5052+Er铝合金胶接接头示意图如图1所示。其中,胶层厚度(t)为0.2~1.0 mm、搭接接头长度为10~50 mm、搭接宽度为25 mm,具体搭接参数如表1所示。
1.4 测试与表征
根据GB/T 6329—1996《胶粘剂对接接头拉伸强度的测》标准,固化后的5052+Er铝合金胶接接头在 MTS-810型液压伺服电子万能拉伸试验机上进行,拉伸速率为2 mm/min,最终结果取3组试样的平均值。在测试过程中运用非接触式全场应变测试系统记录胶接接头不同部位的应变变化[7-9];采用华为P30手机对胶接接头断口进行宏观形貌观察。
2 结果与讨论
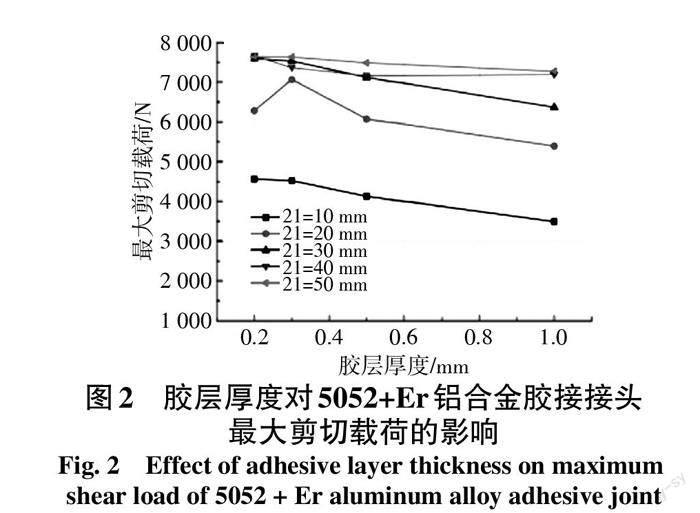
图2为胶层厚度对5052+Er铝合金胶接接头最大剪切载荷的影响,搭接长度分别为10、20、30、40和50 mm。
从图2可以看出,随着胶层厚度从0.2 mm增至1 mm,不同搭接长度的5052+Er鋁合金胶接接头最大剪切载荷都呈现逐渐减小的趋势。在相同胶层厚度条件下,5052+Er铝合金胶接接头的搭接长度越小则对应的最大剪切载荷也较小。
表2为当胶层厚度从0.2 mm增至1mm时5052+Er 铝合金胶接接头的最大剪切载荷下降统计结果。
由表2可知,当胶层厚度从0.2 mm增至1mm,搭接长度为10 mm时,胶接接头的峰值应力下降值为1082 N,峰值应力下降幅度为23.5%;搭接长度为50 mm时,胶接接头的峰值应力下降值为384 N,峰值应力下降幅度为5.0%。对比分析可知,当胶层厚度从0.2 mm增至1mm,搭接长度从10 mm增至50 mm,胶接接头的峰值应力下降值从1082 N减小至384 N,对应的峰值应力下降幅度从23.5%下降至5.0%。
图3为搭接长度对5052+Er铝合金胶接接头最大剪切载荷的影响。
从图3可以看出,当胶层厚度分别为0.2、0.3、0.5和1 mm时,随着5052+Er铝合金胶接接头搭接长度从10 mm增至50 mm,胶接接头最大剪切载荷呈先增加后趋于稳定的特征,且在相同搭接长度下,胶层厚度越大则对应的最大剪切载荷越小。此外,在胶层厚度分别为0.2、0.3和0.5 mm时,搭接长度在30 mm(临界搭接长度)以下时的最大剪切载荷会随着搭接长度增加而迅速增大;而胶层厚度为1mm、搭接长度在40 mm(临界搭接长度)以下时,最大剪切载荷都会随着搭接长度增加而迅速增大。
图4为不同搭接长度的5052+Er铝合金胶接接头的母材应变变化曲线,分别列出了胶接接头中未粘结处母材、接头端部母材和接头中部母材在开始加载至接头破坏过程中的应变变化情况,胶层厚度为0.5 mm。
从图4可以看出,当搭接长度为10 mm时,未粘接处母材、接头端部母材和接头中部母材在加载开始直至接头破坏过程中的应变呈现波浪形变形趋势,未见明显差异;当搭接长度增加至30 mm时,从加载开始至接头破坏,接头中部母材应变一直未发生明显变化,而未粘接处母材变化较为明显,接头端部母材应变变化居中;当搭接长度增至50 mm时,未粘接处母材、接头端部母材和接头中部母材在加载开始直至接头破坏过程中的应变都呈现逐渐增加的趋势,但未粘接处母材应变变化最为明显,其次为接头端部母材,且未接结处母材出现峰值应变的时间早于接头端部母材。结合前述的搭接长度对5052+Er铝合金胶接接头最大剪切载荷的影响曲线可知,当搭接长度低于临界搭接长度时,加载过程中的母材处于弹性阶段,其破坏模式主要为剪切破坏[10];当搭接长度在临界搭接长度附近时,加载至破坏过程中的接头端部母材应变逐渐增大,有塑性变形现象发生,此时胶接接头会发生一定程度弯曲而先发生接头剥离直至破坏[11];当搭接长度超过临界搭接长度时,胶接接头的破坏模式与接近临界胶接长度时相似,只是塑性变形和弯曲现象会愈发严重[12-13],胶接接头剥离会持续较长时间。
图5为不同搭接长度的5052+Er铝合金胶接接头的断口宏观形貌,胶层厚度分别为0.2、1mm。
从图5可以看出,当胶层厚度为0.2 mm 时,在5052+Er铝合金胶接接头的搭接长度分别为10、20和30 mm时,母材两侧的残胶含量基本相当,分布较为均匀;而当搭接长度分别为40、50 mm时,母材两侧的残胶含量存在明显一端多而另一端少的特征,分布不均匀。当胶层厚度为1 mm 时,不同搭接长度的5052+Er铝合金胶接接头的残胶含量都分布不均,且胶接长度越大则不均匀现象愈发严重。
图6为搭接长度对5052+Er铝合金胶接接头参数C和参数δ的影响,其中参数C指残胶富集区长度;δ为与C和胶接长度l有关的常数,可用下式表示[14-17]:
参数 C 与5052+Er铝合金胶接接头搭接长度的关系曲线如图6(a)所示。随着搭接长度的增加,胶层厚度t 分别为0.2、1.0 mm时的5052+Er铝合金胶接接头参数C呈现逐渐增大的趋势,在搭接长度为30 mm 以下时,胶层厚度分别为0.2、1.0 mm时的参数C基本相同,直至胶接接头长度大于30 mm时,胶层厚度1.0 mm的参数 C 大于胶层厚度为0.2 mm的试样。参数δ与5052+Er铝合金胶接接头搭接长度的关系曲线如图6(b)所示。
随着搭接长度的增加,胶层厚度D 分别为0.2、1.0 mm时的5052+Er铝合金胶接接头参数δ呈现逐渐减小的趋势,在搭接长度为30 mm以下时,胶层厚度分别为0.2、1.0 mm时的参数δ基本相同,直至胶接接头长度大于30 mm时,胶层厚度1.0 mm 的参数δ大于胶层厚度为0.2 mm的试样。实际胶粘过程中,可以通过参数δ来判定是否需要增加胶接长度来提升5052+Er铝合金胶接接头的承载能力;如果参数δ为1,则可以适当增加,如果参数δ小于1时,继续增加胶接长度不会对5052+Er铝合金胶接接头产生明显有利影响[18-20]。
3 结语
(1)随着胶层厚度从0.2 mm增至1 mm,不同搭接长度的运动训练器材用5052+Er 铝合金胶接接头最大剪切载荷都呈现逐渐减小的趋势;在相同胶层厚度条件下,运动训练器材用5052+Er铝合金胶接接头的搭接长度越小则对应的最大剪切载荷也较小;
(2)随着运动训练器材用5052+Er铝合金胶接接头搭接长度从10 mm增至50 mm,胶接接头最大剪切载荷呈现先增加后趋于稳定的特征,且在相同搭接长度下,胶层厚度越大则对应的最大剪切载荷越小。在胶层厚度分别为0.2、0.3和0.5 mm,临界搭接长度为30 mm;胶层厚度为1mm时,临界搭接长度为40 mm;
(3)搭接长度低于临界搭接长度时,运动训练器材用5052+Er铝合金胶接接头的破坏模式主要为剪切破坏。当搭接长度在临界搭接长度附近或者超过临界搭接长度时,运动训练器材用5052+Er铝合金胶接接头会先发生接头剥离直至破坏。随着搭接长度的增加,胶层厚度D 分别为0.2、1.0 mm时的运动训练器材用5052+Er铝合金胶接接头参数 C 呈现逐渐增大的趋势,参数δ呈现逐渐减小的趋势。
【参考文献】
[1] 聂祚仁,文胜平,黄晖,等.铒微合金化铝合金的研究进展[J].中国有色金属学报,2011,21(10):2361-2370.
[2] 陈星星,寇林园.建筑Al-Mn-Er-Zr 合金屋面板的热变形行为研究[J].塑性工程学报,2019,26(2):185-192.
[3] 卢志国,杨纥,林建平.胶层尺寸对单搭胶接接头性能的影响研究[J].中国胶粘剂,2009,18(5):1-3.
[4] 兰凤崇,李忠超,周云郊,等.铝镁合金单搭接胶接接头应力分布及强度预测[J].吉林大学学报,2015,45(3):726-732.
[5]BARTCZAK B,MUCHA J,TRZEPIECInSKIT. Stress dis- tribution in adhesively-bonded joints and the loading ca- pacity of hybrid joints of car body steels for the automotive industry[J]. International Journal of Adhesion and Adhe- sives,2013,45:42-52.
[6] 赵媛媛,郑松刚,张超,等.激光表面处理提高铝合金胶接接头强度的研究[J].粘接,2021,47(9):31-38.
[7]LIYS,WANG WB. Mechanical behaviors of adhesive- ly-bonded,bolted and hybrid composite-to-steel joints[J]. Journal of Ship Mechanics,2011,15(9):1052-1064.
[8] 徐喻瓊.材料特性对胶接接头应力分布和弯矩因子的有限元分析[J].粘接,2019,40(5):46-48.
[9]WEIGRAEBER P,FELGER J,TALMON L'ARM?E,AN- DREAS,Et al. Crack initiation in single lap joints:effects ofgeometricalandmaterialproperties[J]. International Journal of Fracture,2015,192(2):155-166.
[10] 马晓宁.钢混构件在不同温差参数下的极限粘接强度测试研究[J].粘接,2023,50(2):44-48.
[11] 王秀峰.潮湿环境下建筑密封胶长周期粘接性能测试研究[J].粘接,2023,50(2):31-35.
[12]HAGHANI R,AL-EMRANI M,KLIGER R. Stress distri- bution in adhesive joints with tapered laminates-Effect of tapering length and material properties[J]. Journal of Com- posite Materials,2010,44(3):287-302.
[13] 盘延明,赵杏艳.园林木塑复合材料景观粘接牢固性分析[J].粘接,2020,44(10):26-30.
[14]BURLOVI D,MILAT A,BALUNOVI M,et al. Finite ele- ment analysis of composite-to-steel type of joint for ma- rine industry[J]. Welding in the World,2016,60(5):1-9.
[15] 赵媛媛,郑松刚,张超,等.激光表面处理提高铝合金胶接接头强度的研究[J].粘接,2021,47(9):31-38.
[16] 樊環.室内装饰设计用胶接接头的力学性能研究[J].合成材料老化与应用,2021,50(3):118-120.
[17] 刘琦,闫恩玮,田亦瑶,等.双曲率全高度泡沫夹层复合材料胶接固化成型技术研究[J].粘接,2023,50(1):58-61.
[18] 徐喻琼.材料特性对胶接接头应力分布和弯矩因子的有限元分析[J].粘接,2019,40(5):46-48.
[19] 刘金生.羽毛球器械用环保胶粘剂的制备及其性能研究[J].化学与粘合,2021,43(5):351-354.
[20]HAZIMEH R,CHALLITA G,KHALIL K,et al. Influenceof dissimilar adherends on the stress distribution in adhe- sively bonded composite joints subjected to impact load- ings[J]. Mechanics of Composite Materials,2015,50(6):717-724.