焊接表面状态对铝合金真空扩散焊焊缝质量的影响
2023-05-30杜俊莉曹海军郑善伟马力杨保琳
杜俊莉 曹海军 郑善伟 马力 杨保琳

摘要: 为对比分析焊接表面状态对扩散焊焊缝质量的影响,针对扩散焊实际生产过程中遇到的影响因素进行了研究,主要验证因素有平面度、机加(数控铣)表面是否处理、表面清洁度及多余物。所有试件除表面状态不同,焊接工艺完全一致。焊后在试件上取拉伸试样,通过测试焊接接头的抗拉强度和分析断口处的形貌,判定焊接表面状态对焊缝质量的影响程度。研究结果表明,焊前零件平整度会影响焊缝质量,需控制焊前零件平面度;机加工(数控铣)后表面不允许处理,需保留原始机加表面,打磨会影响焊缝质量;焊接表面清洗不干净,不允许用清洗剂进行局部清洗,需整体返工清洗;灰尘、毛絮等多余物影响焊缝质量,焊前装配最好在洁净间内进行,且装配工应佩戴头套、口罩、塑胶手套等。
关键词: 扩散焊; 表面状态; 清洁度; 多余物; 焊缝质量
中图分类号: TG 454
Influence of welding surface state on weld quality of aluminum alloy by vacuum diffusion welding
Du Junli, Cao Haijun, Zheng Shanwei, Ma Li, Yang Baolin
(Avic Jonhon Optronic Technology Co., Ltd., Luoyang 471003, Henan, China)
Abstract: In order to compare and analyze influence of welding surface state on quality of diffusion weld, influencing factors encountered in the actual production process of diffusion welding were studied, and main verification factors included flatness, whether the machined (CNC milling) surface being treated, surface cleanliness and redundancy. All test specimens had the same welding process except surface state. After welding, tensile specimen were taken from test pieces, and influence of welding surface state on weld quality was determined by testing tensile strength of welded joints and analyzing morphology of fracture. The results showed that flatness of parts before welding would affect weld quality, and flatness of parts before welding need to control. The surface was not allowed to treat after machining (CNC milling), the original machined surface need to retain, and grinding would affect weld quality. If welding surface was not clean, cleaning agent was not allowed for local cleaning, and the overall rework cleaning was required. Dust, wool and other excess materials affected weld quality, pre-welding assembly was best to carry out in clean room, and assemblers should wear a hood, mask, plastic gloves, and so on.
Key words: diffusion welding; surface state; cleanliness; redundancy; weld quality
0 前言擴散焊作为一种具有优越品质的焊接方案,可以较好的实现铝合金的可靠连接,克服了铝合金真空钎焊的缺点,同时由于扩散焊不采用任何中间夹层,因此接头的断后伸长率和抗腐蚀能力均优于真空钎焊[1-3]。基于以上优点,扩散焊工艺在液冷散热产品中得到了广泛应用。但是焊接面的表面状态对铝合金扩散焊的焊缝质量影响很大,一旦控制不好,将会导致铝合金扩散焊焊缝在焊接后存在缺陷,而目前针对扩散焊焊缝的微小缺陷尚无可靠的检测手段,超声波无损检测也只能检测出一些宏观的缺陷,对微小缺陷的检测效果远远没有达到令人满意的结果。目前所使用的检测手段仅仅是通过提高超声波探伤仪的灵敏度来确定是否存在缺陷,而且所检测的缺陷往往是人工缺陷(宏观缺陷),对自然缺陷并没有给出确切的回波判定标准,并且对回波没有进行定性的分析[4]。这些微小缺陷在产品长期使用过程中,慢慢扩展导致产品失效,但又无法有效检测,故需研究影响焊缝质量的关键因素,生产过程中加严控制,通过过程控制保证产品质量。影响扩散焊表面状态的因素很多,文献中对氧化膜的研究较多[5-6],而对比如平面度、机加表面是否处理、表面清洁度、多余物等研究较少,但实际生产过程中这些影响因素会时常遇到。该文将针对这些实际生产过程中遇到的影响因素进行研究。
1 试验方法
1.1 试件焊接工艺
扩散焊接作为固相焊接的一种,它是指两个工件在温度和压力的作用下,原子中的电子发生相互作用和相互迁移,形成相应大的离子键、金属键或共价键,最终形成牢固的焊接接头的过程,已经广泛应用于同种或异种金属的焊接,如Al/Al,Al/Mg,Ti/钢等[7-10]。扩散焊焊接过程分为3个阶段[11]:第一阶段,由于焊接面不是绝对的平面,焊接面接触时首先在交界面形成接触点,如图1[11]所示,在压力的作用下,接触点出现塑性变形,焊件接触面积增加,晶粒间形成连接;第二阶段,在温度和压力的作用下,晶界开始迁移,界面微孔开始收缩并逐渐消失;第三阶段,晶界迁移后形成的新晶粒开始生长,达到母材晶粒尺寸,界面微孔基本消除,焊接界面消失。
铝合金液冷产品的真空扩散焊工艺流程一般步骤是:焊前检验—化学清洗—超声波清洗—焊前装配—真空扩散焊—焊后检验。
试件使用材料为6063-T6铝合金,其成分见表1,试件内部结构如图2所示。试件由底板和盖板通过扩散焊焊接在一起,焊后总厚度为70 mm。焊接设备为国产真空扩散焊炉。试件所用的焊接工艺为:焊接温度560 ℃,保温时间150 min,压力7.5 MPa,压缩量1.5 mm,炉内真空度为5×10-3 Pa,升温速率≥10 ℃/min,炉温均匀性±3 ℃,焊后产品随炉冷却。随后进行固
溶、时效至T5状态。
1.2 试件表面状态
为对比分析焊接面表面状态对扩散焊焊缝质量的影响,主要验证的因素有平面度、机加(数控铣)表面是否处理、表面清洁度、多余物,详细见表2。
1.3 试件试验方法
所有试件除表面状态不同,焊接工艺完全一致,焊接后在试件上取拉伸试样,通过测试焊接接头的抗拉强度和断口处的形貌分析,判定焊接面表面状态对焊缝质量的影响程度。拉伸样品取样位置如图3所示,每个试样上取11个拉伸样品。
2 试验结果及分析
YZJ-1号验证因素为平面度,拉伸试样断口形貌如图4所示,抗拉强度见表3。从表3结果中可以看出,平面度差的一半,1位置抗拉强度为156.00 MPa,11位置的抗拉强度为155.65 MPa,断面为脆性断裂,而未加工的一半,抗拉强度基本在200.00 MPa以上,断口有明显韧窝,为塑性断裂。所以焊接面不平,会严重影响扩散焊的焊缝质量。
YZJ-2号验证因素为机加表面是否处理,该试样焊接面采用了抛光棉打磨,拉伸试样断口形貌如图5所示。从表3结果中可以看出,2位置抗拉强度为178.17 MPa,4位置抗拉强度为158.45 MPa,断面为脆性断裂。
YZJ-3号验证因素为机加表面是否处理,该试样焊接面采用了细砂纸打磨,拉伸试样断口形貌如图6所示。从表3结果中可以看出,1位置抗拉强度为150.75 MPa,4位置抗拉强度为133.11 MPa,10位置抗拉强度为159.37 MPa,11位置抗拉强度为84.02 MPa,断面为脆性断裂。
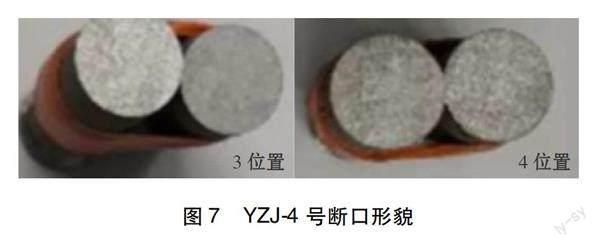
YZJ-4号验证因素为机加表面是否处理,该试样焊接面采用了粗砂纸打磨,拉伸试样断口形貌如图7所示。从表3结果中可以看出,3位置抗拉强度177.13 MPa,4位置抗拉强度为115.55 MPa,断面为脆性断裂。
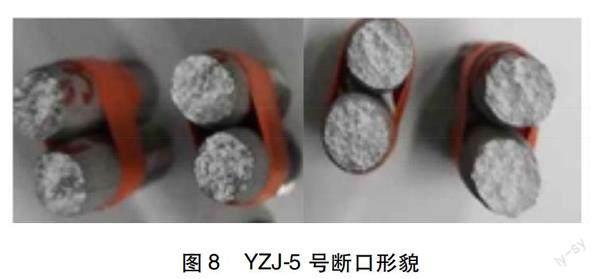
YZJ-5号验证因素为机加表面是否处理,该试样焊接面无任何处理,拉伸试样断口形貌如图8所示。从表3结果中可以看出,抗拉强度全都大于220.00 MPa,断口均有明显韧窝,为塑性断裂。
从YZJ-2号、YZJ-3号、YZJ-4号及YZJ-5号的试验结果可以看出,焊接面保持机加的原始表面焊接效果最好,一旦处理,将会影响焊接效果。
YZJ-6号验证因素为表面清洁度,该试样焊接面酸碱洗过后表面局部不干净再次用清洗剂处理,拉伸试样断口形貌如图9所示。从表3结果中可以看出,绝大部分试件抗拉强度都很低,断口为脆性断裂。因此,生产过程中如发现酸碱洗清洗不干净的情况,应退回清洗工序,整体返工,不能采用清洗剂进行局部清洗的临时措施。
YZJ-7号验证因素为多余物,该试样焊前装配是在普通的车间环境内进行,且对装配工穿着无特殊要求。拉伸试样断口形貌如图10所示。从表3结果中可以看出,抗拉强度较低,且断口上存在灰尘、毛絮等多余物,为脆性断裂。故扩散焊焊前装配最好在洁净间内进行,且装配工应佩戴头套、口罩、塑胶手套等,避免多余物附着在焊缝上,影响焊接质量。
3 结论
(1)扩散焊焊前零件平整度会影响焊缝质量,需控制焊前零件平面度。
(2)扩散焊焊前零件,机加工(数控铣)后表面不允许处理,需保留原始机加表面,因表面抛光或打磨会造成焊接面凹凸不平,影响焊接面的平面度和粗糙度,进而影响焊缝质量。
(3)扩散焊焊前零件酸碱洗后如发现清洗不干净,需整体返工重新清洗,不允许用清洗剂进行局部清洗;扩散焊焊前装配需在洁净间内进行,且装配工应佩戴头套、口罩、塑胶手套等。
参考文献
[1] 牛济泰, 刘黎明, 孟庆昌,等. Al2O3p/6061Al复合材料焊接工艺参数的优化及接头组织[J]. 焊接學报, 1999, 20(1): 28-33.
[2] Lin C T, Shen Y L, Becker R, et al. Crain morphology, texture, and microhardness gradients in aluminium diffusion-bonded to a1uminium oxide [J]. Acta Material, 1999, 47(2): 50l-511.
[3] 董长富, 刘黎明, 高振坤, 等. 亚微米级Al2O3p/6061Al铝基复合材料扩散焊接工艺[J]. 焊接学报, 2004, 25(5): 85-88.
[4] 刚铁,李伟力.扩散焊接头质量检测的研究现状[J].焊接,2000(5):9-10.
[5] 张杰, 周友龙, 刘兴秋,等. 焊前处理方式对LF6铝合金扩散焊的影响[J]. 材料科学与工艺, 1995(4): 108-111.
[6] 熊江涛, 张赋升, 李京龙. 减小表面氧化膜对LD2扩散焊接头不利影响的工艺[J]. 焊接, 2004(6): 22-24.
[7] 刘宇, 杨鑫鑫, 郝瑞. 扩散焊工艺对6063铝合金焊接接头性能的影响[J]. 焊接, 2019(7): 31-33, 39.
[8] 牛志伟, 毕建勋, 李栋, 等. 铝合金微流道散热板真空扩散焊可靠性及气淬工艺[J]. 焊接, 2019(11): 28-32.
[9] 于康, 周俊, 周杰. 焊接温度对钛合金扩散焊接头组织与性能的影响[J]. 焊接, 2021(4): 25-27, 44.
[10] 颜景润, 任玉灿, 吴伟静,等. 扩散焊工艺对7075铝合金焊接接头性能的影响[J]. 热加工工艺, 2014, 43(9): 219-220.
[11] 王娟, 李亚江. 钎焊与扩散焊[M]. 北京: 化学工业出版社, 2016.
收稿日期: 2022-12-06
杜俊莉简介: 硕士,国际焊接工程师;主要从事铝合金特种焊接工艺研究和技术攻关工作;dujunli927@163.com。
