铝板成形技术在新能源汽车上的应用
2023-05-06甘海强浙江吉利汽车有限公司武汉分公司路特斯
文/甘海强·浙江吉利汽车有限公司武汉分公司(路特斯)
2022 年乘用车市场新能源汽车占比27.6%(同比提升12.6%),分别完成产销666.3 万辆、649.8 万辆,同比均增长约1 倍。纯电品牌正在加速上量,抢占市场份额,2022 年销量TOP30 厂商含4 家纯电企业;传统企业也在加快转型电动化,其中有6 家自主品牌新能源占比超20%。
自2010 年至2020 年,电动汽车的电池价格下降了73%,能量密度提升了近200%。虽然电池的能量密度在不断提升,但仍占汽车总车重的27%左右。现如今由卖方市场转变为买方市场的大行情下,如何使新车型在合理的成本下,降低车身重量,弥补电池重量增加给续航、加速、刹车距离、操控性等方面带来的影响,从而降低造车成本尤为重要。这需要乘用车轻量化,通常有E 平台轻量化、动力电池轻量化、布置轻量化、材料轻量化、工艺轻量化、结构轻量化等几个策略。对冲压车间相关的白车身而言,轻量化手段主要为材料轻量化、工艺轻量化、结构轻量化。以新Accord 为例,通过变更材料并优化产品结构,实现减重10.9kg,车身轻量化就是需要在合适的位置选择合适的材料并结合CAE 分析,不断优化产品结构。
汽车冲压铝板
相比于钢板,铝板具有密度小、强度高、耐腐蚀等优点;而铝板的缺点也很明显——表面硬度低、塑性差、延展率低、无明显屈服点,同时汽车用铝板的生产厂家少、生产工艺复杂、过程稳定性差。一般钢板的强度增加主要来自于冲压塑性变形工序,但是铝板的强度提升来自冲压和涂装烘烤两个工序。所以对铝板来说,涂装的烘烤温度也是需要重点管控的因素。
汽车用铝板一般为5 系和6 系,5 系铝板的特点是伸长率高,但拉伸时间长后会出现吕德斯带,不适宜用于外观件;6 系铝板的特点为板料在经过热处理后具备较好的塑性及伸长率,烘烤后强度会有较大上升且表面光滑,适用于外覆盖件。6 系铝板自热处理后屈服强度会随时间逐渐上升,最终强度会比初始期上升40MPa(图1)。板料的屈服强度过大会不利于铝板成形,所以铝板有效期为热处理后的6 个月,模具设计时也会用合格料、过期料两种状态模拟,调试时也以两种状态调试。6 系铝板临近有效期后,除了冲压会产生开裂外,滚边或者包边过程也会发生开裂现象。
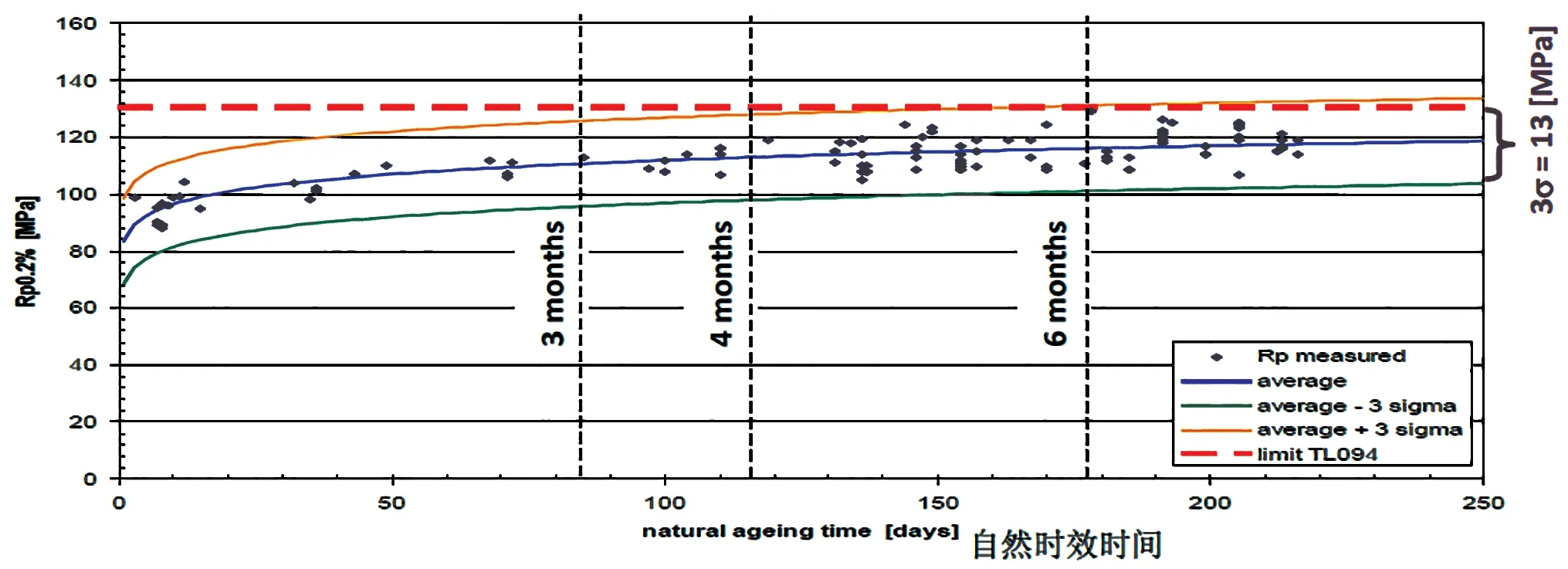
图1 6 系铝板自热处理后屈服强度
优良铝板模具开发
优良的铝板模具通常需要经过工艺设计、模具设计、模具制造三个环节,每个环节都缺一不可。
工艺设计
铝板件拉延模工艺设计要点包括:⑴立壁拔模角度尽量在25°以上,有利于材料的流动;⑵材料尽可能的充分成形;⑶铝板件成形尽量一次到位;⑷材料不能流过拉延筋,否则难以控制材料的流动;⑸在流入量较大的地方,考虑使用双圆筋控制材料的流动;⑹充分模拟制件成形性及回弹分析,加大制件回弹补偿量(多种模拟软件交叉验证Dynaform、Autoform、Pamstamp),特别是对于零件成形性分析,开裂、回弹、扭曲等几个方面进行模拟分析。
每一个评价指标都有着独立评判标准,例如开裂模拟,在CAE 模拟中18%的减薄,实际现场生产中都会产生缩颈,所以SE 分析阶段减薄率,一般都建议控制在15%~18%。
铝板件修边模工艺设计要点包括:⑴铝板的修边模采用分块修边的形式,尽量避免使用废料刀,减少碎屑;⑵如果废料尺寸超差,或者工序数量的限制,必须使用废料刀,建议使用浮动废料刀;⑶像机盖、顶盖类制件在送料方向上,考虑使用二次切断技术;⑷铝板修边时,镶块要均匀刃入且刃入量约3mm;⑸修边时避免波浪刃口,类似机盖也尽量不做翻边波浪补偿;⑹采用CAM 修边时要考虑拉延筋是否存在负角,如果有负角,拉延筋要做处理,减少碎屑的产生。
铝板件翻边模工艺设计要点(图2):⑴翻边镶块上的圆角Rs——钢板翻边时,翻边镶块上的圆角一般做到R2mm,铝板要做的适当大一些,做到R6mm;⑵翻边下模的圆角Rp——钢板翻边模的下模圆角一般是R1mm,有时可以做成直角,铝板的下模圆角要求适当大一些Rp ≥1.5t;⑶翻边间隙——铝板的翻边间隙H 必须大于料厚,通常取H=(1.1 ~1.3)t;⑷ 翻边镶块的刃入量——铝板翻边镶块的刃入量最好同于翻边高度L。
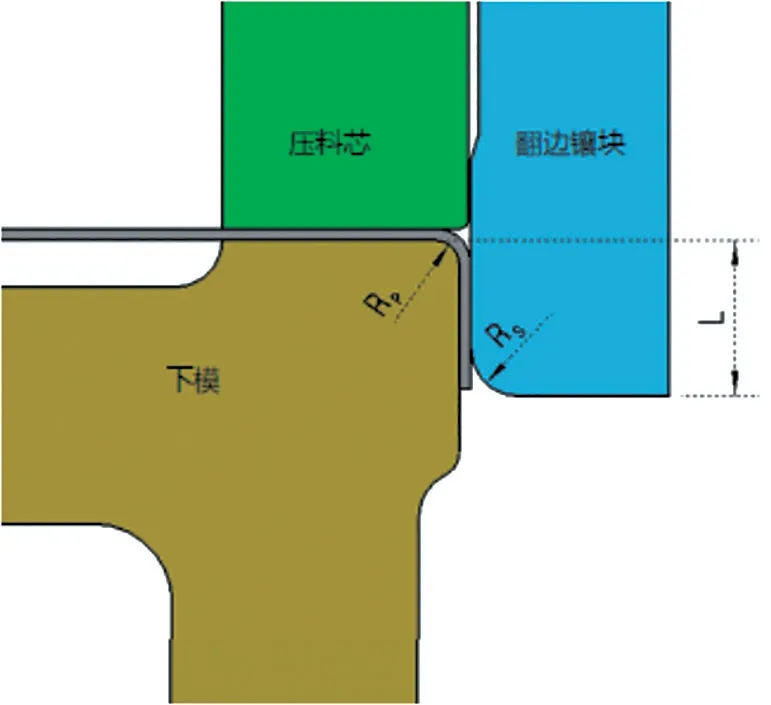
图2 铝板件翻边模工艺设计要点
模具设计
铝板件拉延模设计要点:⑴为避免冲次快的时候铝板被上模带起,压边圈和凸模的间隙比钢板模更大,排气孔更多;⑵拉延模凹凸模、压边圈型面部分铸造壁厚超过60mm;⑶为避免生产过程中铝板被上模带起,选择退料夹钳,禁止使用弹顶销退料。
铝板件修边模设计要点:⑴铝板修边时,镶块要均匀刃入,镶块刃入量约3mm;⑵拉延后的制件在修边模上的符型差小于1mm,包含工艺补充部分;⑶铝板件的修边间隙约为7%~15%的料厚,修边镶块工作区长度2mm;⑷铝板修边模的符型区(20 ~30mm)要比钢板小,减少碎屑以及模具对制件造成的伤害;⑸一级滑料板角度大于25°;⑹所有冲头、上修边刀必须设计有弹顶销退料。
铝板件翻边模设计要点:⑴翻边符型区——铝板对碎屑引起的压痕非常敏感,为了减少模具对制件型面的伤害,铝板压料芯的符型区尽量做小,取20mm 左右;⑵压料芯的压力——为了保护铝板件的表面质量,在保证压住料的情况下,压料芯的压力越小越好。
模具制造
在完成工艺设计以及模具设计两个阶段后,就需要根据设计的数据将模具制造出来。在对铝板件模具进行验配调试时同样有许多要点,对于拉延模,需要注意研合压边圈的着色、压边圈间隙的测量、调压垫高度的调整、模具的抛光;对于修边模,需注意修边间隙的大小、修边刃口圆角的制作、修边刃口的保养;对于翻边模,需注意翻边镶块工艺及预翻处理、翻边镶块标识、非工作面要做圆角。
铝板冲压生产
冲压车间的工艺主要分为六部分——板料存储、分张与对中、清洗涂油、冲压过程、检验与装箱、返工与返修,如图3 所示。

图3 冲压车间的主要工艺
板料存储
板料存储是冲压生产的基础,板料的质量与冲压自制件的质量紧密相关。板料存储有以下五点基本要求:⑴板料库区湿度不宜过大;⑵板料库区温差不宜过大;⑶保证板料库区清洁度;⑷铝板拆包后单片翘曲度需要平台检测,检测后的板料报废处理;⑸铝板所使用的拉延油粘度高达80Pa·s,且在-15℃会固化,所以板料库区温度要求为20℃左右。
分张与对中

铝板分张功能是由气刀和拆垛的伺服电机实现的,通过气刀喷出的高压气体分开板件,控制各伺服电机的动作顺序,抖掉可能的双料。气刀需要单独的供气系统,压力1MPa,保持流量稳定。双料传感器示教需要以实物示教,避免双料传入压机。伺服电机辅助分张功能可以实现板件边缘的吸盘先动作,将板件边角抓起,便于压缩空气进入板件间,实现分离。
铝板传输采用真空皮带传输,板料过窄会导致真空吸力不足,导致跑偏。产品规划需要注意整个板料都需要被真空皮带吸附,防止生产出现停线故障,做SE 分析时要提前识别此风险。
清洗涂油
为了保证冲压过程中板料充分成形,一般会根据自制件成形的难易程度来选择是否对板料进行清洗或涂油。
清洗是指使用与板料表面一致的拉延油通过清洗机刷辊对板料表面的灰尘、油污进行清洗。一般采用干式清洗的形式,清洗机刷辊需要按照规定的频率和方法做PM 维护。区别于常用的干式清洗,湿式清洗则需要考虑润滑油的兼容性,同时也需要考虑铝板表面油膜与钢板是否一致,以减少油液混合风险,延长清洗油的使用寿命。
涂油是指使用涂油机对拉延油进行加热后,按照提前设定好的喷涂面积、喷涂厚度等参数对板料进行喷涂。为了防止出现对成形无价值的“点状涂油”,在模具调试时就会使用油膜测厚仪对设定的参数进行校核。
冲压生产过程
冲压生产过程是指冲压车间使用不同工序的模具使板料充分成形至固定形状、尺寸零件的过程,一般的工序分为拉延、修边、冲孔、翻边、整形,如果有特殊的工艺需求,也有压铆等工艺。
区别于钢板,对铝板进行拉延时更加考验板料的各项性能。特别是被用于外板件的6 系铝板具备很强的时效性,一旦铝板热处理的时间临近6 个月的有效期,其屈服、抗拉性能都会发生剧烈上升,此时压机液压垫压力有可能需要+100%以上,才可使板料成形完全。在使用铝板时通常有以下四点注意事项:⑴板料先进先出严格按6 个月有效期消耗;⑵模具CAE 模拟时按照正常板料和过期板料两个参数模拟,以备万一;⑶铝板易拉伤,模具表面抛光砂纸需要用到800#以上目数(钢板模具一般用400#即可);⑷模具冲头和切边刀块及翻边刀块间隙要求均匀(8%~15%),刃口区域涂布DLC 涂层,防止烧结粘连。
检验与装箱
成形好的冲压自制件会被穿梭机送至线尾皮带机上,线尾作业人员会依次对自制件进行在线检、装箱、入库,同时,也会根据生产需求在线尾和Audit 间对自制件进行有频次的离线检。作业人员的检验也有四点注意事项:⑴检验不能使用普通油石;⑵对于无法用油石检验出来的缺陷,可以使用高亮油对光检测;⑶评审间的灯光带需满足整车评审需求;⑷高亮油在存储、使用时需要做好防爆处理。
返工与返修
对于冲压车间生产的有质量缺陷的零件,车间的返修人员会对零件进行返工、返修,缺陷过重而无法返修的零件会直接做报废处理。在铝板返修间返修零件时,需特别注意铝板返修间需要具备防爆吸尘设备。铝板焊接时需要购买专用的焊机与焊丝。
结束语
铝合金板料在冲压成形过程中,回弹及成形性对零件质量影响非常大,但是通过合理的工艺、结构设计等手段,冲压能够在制造过程中克服重重困难,制造满足整车质量的零件,以达到降低车身重量的需求。
