基于PID控制的多轴联动数控机床运动误差补偿
2023-03-11史燕,吴璞,2
史 燕,吴 璞,2
(1. 太原工业学院机械工程系,山西 太原 030008;2. 中北大学机械工程学院,山西 太原 030051)
1 引言
数控机床的加工精度在制造业和装备业不断发展的背景下逐渐提高,目前常用的数控机床大部分都属于两轴联动,在加工过程中,该类数控机床的运动轨迹都是一个方向,容易出现参数不匹配、负载扰动和机械系统效率低的问题,加大了数控机床的跟随误差和运动轮廓误差[1]。为了解决两轴联动数控机床的问题,提出了多轴联动的数控机床,被广泛地应用在精密模具、航海和航天等加工领域中[2]。受伺服系统动态响应特性、电气控制和机械转动等因素的影响,多轴联动的数控机床在加工运动过程中无法避免运动误差的产生,因此,需要研究数控机床运动误差补偿方法。
陈维范[3]等人首先检测了数控机床X进给轴热误差和主轴热误差,采用最小二乘法根据检测的误差建立热误差模型,对数控机床在运动过程中产生的误差展开实时补偿,该方法没有构建数控机床的运动轨迹方程,在椭圆测试过程中获得的误差补偿曲线与理想区域之间的偏差较大,存在误差补偿精度低的问题。郭世杰[4]等人在齐次坐标变换方法和多体系统理论的基础上构建误差空间模型,结合遗传算法和牛顿迭代法完成误差补偿,该方法在螺旋旋转体控制过程中无法控制多轴联动数控机床的加工精度,表明该方法的误差补偿效果差。黄智[5]等人利用热成像仪确定数控机床的温度敏感点,在敏感点处设置温度传感器,获取数控机床在工作状态下的热特性数据,根据获取的数据构建误差模型,结合神经网络实现误差补偿,该方法的运动误差补偿结果受多轴联动数控机床运动速度的影响较大,存在适应性差的问题。
为了解决上述方法中存在的问题,提出多轴联动的数控机床运动误差补偿方法。
2 数控机床运动分析
2.1 数控机床联动运动轨迹
受阻尼、刚度和摩擦等因素的影响,在实际加工过程中,数控机床在工作状态下的实际输出与预期输出不一致,数控机床在不同运动状态下产生的误差也不相同,多轴联动数控机床在上述状态下容易出现运动误差。
用Ke表示位置编码器产生的脉冲数;Kp表示控制器在工作状态下产生的位置增益;用Kd表示数控机床的数模转换系数;用Kb表示反电动势常数;用Ra表示电枢回路在系统中对应的电阻。为方便多轴联动数控机床运动误差的计算,多轴联动的数控机床运动误差补偿方法通过二阶模型描述多轴联动的数控机床系统[6,7],如图1所示。
图1中,D代表的是微分算子;J描述的是转动惯量;Kn代表的是数控机床在工作状态下的速度反馈系数;Ks为速度调节器在多轴联动数控机床系统中产生的增益;Kq为电机力矩常数。
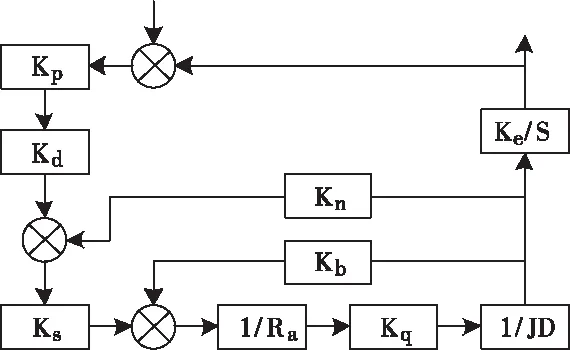
图1 多轴联动的数控机床系统简化模型
根据图1构建多轴联动的数控机床系统的速度环控制模型E(S)
(1)
式中,υ代表的是时间常数;Lm代表的是单位电压在数控机床系统中的电机转速,其计算公式分别如下
(2)
用Hk表示位置控制开环在多轴联动数控机床系统中的传递函数,其表达式如下
(3)
式中,K=KpKdKmKe代表的是位置闭环控制在多轴联动数控机床系统中产生的开环增益。通过二阶模型H(S)简化数控机床系统的闭环传递函数
(4)
式中,ξn=(K/υ)1/2、α=(Kυ)-1/2/2。
分别用xi(t)=Tcos(ξt)、yi(t)=Tsin(ξt)表示多轴联动数控机床x轴和y轴在加工过程中的输入,其对应的稳态输出xo(t)、yo(t)可通过下式计算得到
(5)
式中,ξ代表的是轨迹对应的角速度;Tx、Ty分别代表的是x轴和y轴在数控机床系统中的输出幅值;ξnx、ξny分别代表的是x轴和y轴在数控机床系统中的固有频率;φx、φy分别代表的是x轴和y轴在数控机床系统中产生的滞后相位;ξx、ξy分别表示x轴和y轴对应的阻尼比。
根据上述计算结果,构建如下多轴联动数控机床的运动轨迹方程[8,9]

(6)
令αx=αy=α、ξnx=ξny=ξn、φx=φy,可将上式转化为
(7)
2.2 运动误差
研究表明,机械因素和电气因素都会影响多轴联动数控机床的运动误差,运动误差由两个部分构成,分别是跟随误差和轮廓误差[10,11]。根据多轴联动的数控机床运动轨迹计算其运动误差。
用Q1(xi,yi,zi)、Q2(xi+1+m,yi+1+m,zi+1+m)表示曲线运动对应的坐标点;分别用rkx、rky、rkz,φkx、φky、φkz表示x轴、y轴和z轴在多轴联动数控机床运动过程中产生的跟随误差分量和轮廓误差分量,此时存在下式
(8)
式中,rk代表的是跟随误差;φk代表的是轮廓误差;γ代表的是曲线运动位置在t时刻与z轴之间存在的夹角;ϑ代表的是运动曲线在t时刻与y轴之间存在的夹角。
在式(8)的基础上计算误差φ:
φ=-φsinγsin ϑsin ϑ+
φsinγcos ϑcos ϑ+φcosγcosγ
(9)
令Rx=φsinγsin ϑ、Ry=φsinγcos ϑ、Rz=φcosγ、Vx=sin ϑ、Vy=cos ϑ、Vz=cosγ,结合上述公式,通过下式计算多轴联动的数控机床运动误差φ
φ=-RxVx+RyVy+RzVz
(10)
3 运动误差补偿
采用PID控制器[12,13]对上述过程计算得到的运动误差进行补偿。将运动误差φ(t)作为PID控制器的调节对象,用yout(t)表示数控机床的输出值,用rin(t)表示数控机床的设定值,此时运动误差φ(t)可以表示为φ(t)=rin(t)-yout(t)。
用Tc表示PID控制器的微分时间常数,在PID控制器中对运动误差φ(t)展开微分操作、积分操作和比例操作,获得PID控制器的控制信号i(t)

(11)
式中,Ti为PID控制器的积分时间常数;lp描述的是比例系数。
在拉氏变换的基础上构建如下传递函数:
(12)
针对PID控制器中的微分,所提方法用两个采样点对误差变化曲线上的连线斜率进行表示,针对PID控制器中存在的积分,所提方法用分割矩形面积表示
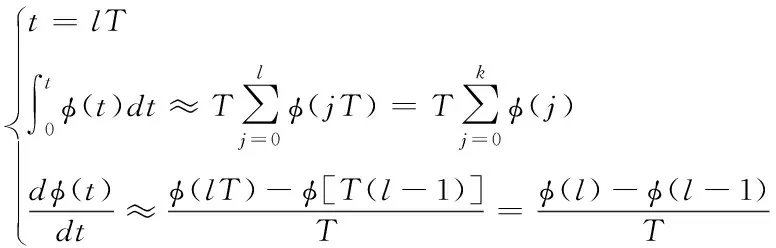
(13)
式中,φ(l-1)、φ(l)分别代表的是第l-1个采样时刻和第l个采样时刻多轴联动数控机床的运动偏差。
用lD表示数字式PID控制器的微分系数,此时可将数字式PID控制器表示为

(14)
式中,lI描述的是积分系数;lp代表的是比例系数。
为了避免PID控制信号过大或过小,提高误差补偿精度,所提方法在PID控制器优化过程中引入粒子群优化算法[14,15],对lI、lp、lD展开优化,具体优化过程为:
1)初始化处理粒子群算法中的相关参数。

3)每个粒子通过适应度函数获得对应的适应度值Ki。
4)获取每个粒子和全部粒子在寻优过程中的最佳位置Xibest、Xzbest,通过适应度函数获得对应的适应度值Kibest、Kzbest。
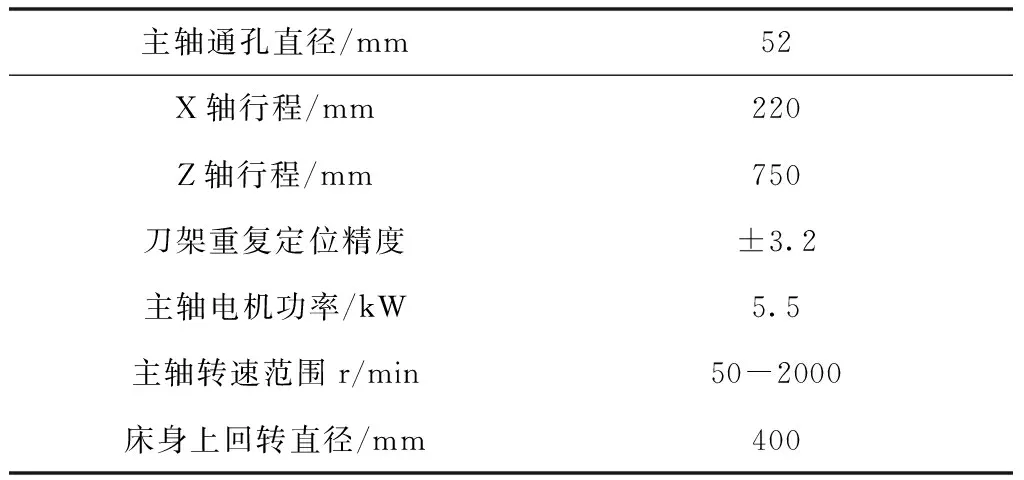
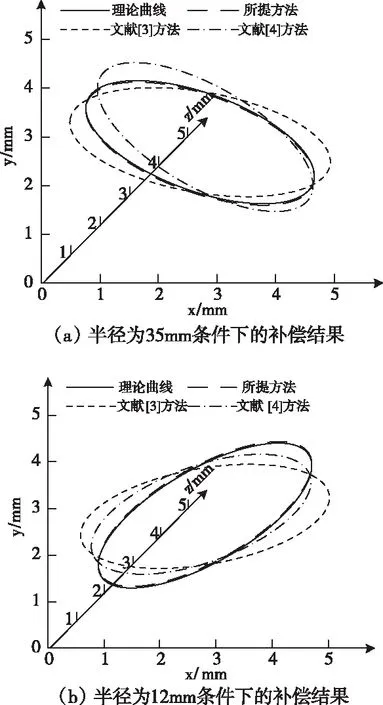
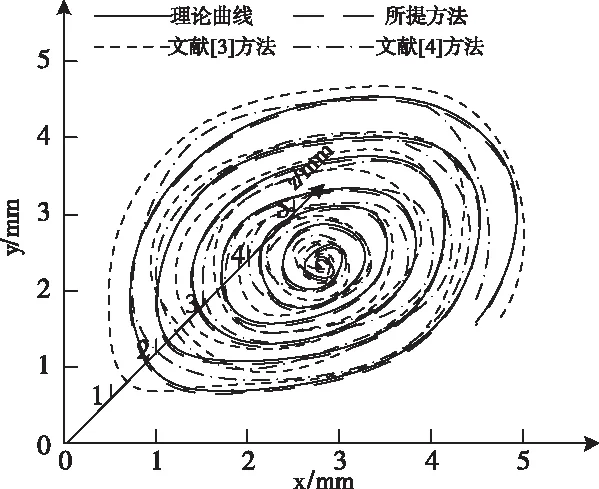
当Ki 5)通过下式完成粒子速度的更新 Vi=ωVi+v1rand()×(gbesti-Xi) +rand()×(zbesti-Xi) (15) 式中,ω代表的是惯性因子;zbesti、gbesti分别代表的是全部粒子和每个粒子对应的最优适应度值;v1、v2代表的是学习因子;rand()表示随机数,在区间[0,1]内取值。 利用下式完成粒子位置的更新 Xi=Xi+Vi (16) 6)设置粒子群优化算法的最大迭代次数M,当粒子群优化算法满足最大迭代次数时,输出优化后的PID控制器参数,完成参数优化。 将多轴联动的数控机床运动误差输入优化后的PID控制器中,完成运动误差补偿。 为了验证多轴联动的数控机床运动误差补偿方法的整体有效性,需要对其展开测试,将文献[3]方法和文献[4]方法作为对比方法。在MATLAB软件中展开数控机床运动误差补偿测试,表1为数控机床基本参数。 表1 数控机床基本参数 将上述参数输入至仿真软件中,图2为模拟界面。 使数控机床运动速度保持不变,采用所提方法、文献[3]方法和文献[4]方法在半径35mm和12mm条件下展开椭圆测试,结果如图3所示。 图2 仿真界面 由图3可知,在不同半径条件下,所提方法补偿后的数控机床运动轮廓与理论曲线基本相符,而文献[3]方法和文献[4]方法补偿后的数控机床运动轮廓与理论曲线之间存在较大偏差,因为所提方法通过粒子群算法优化了PID控制器,利用优化后的PID控制器补偿多轴联动数控机床的运动误差,降低了数控机床在工作过程中产生的颤动造成的误差。 图3 椭圆测试结果 在相同测试平台中,将数控机床运动速度控制为5m/min,采用所提方法、文献[3]方法和文献[4]方法展开螺旋旋转体测试,对比上述方法的误差补偿精度,测试结果如图4所示。 由图4可知,文献[3]方法和文献[4]方法在螺旋旋转体测试过程中获得的曲线与理论曲线之间的偏差高于所提方法,因为所提方法补偿数控机床的运动误差之前,构建了多轴联动的数控机床运动轨迹方程,根据轨迹方程计算多轴联动数控机床的运动误差,提高了误差计算精度,进而提高了多轴联动的误差补偿精度,可精准地完成螺旋旋转体测试。 图4 螺旋旋转体测试 对比不同方法补偿后在x轴、y轴中的运动误差,测试结果如图5所示。 由图5可知,文献[3]方法和文献[4]方法的运动误差随着多轴联动数控机床运动速度的提高不断增大,表明以上两种方法的运动误差补偿结果受数控机床运动速度影响较大,所提方法在x轴和y轴中的运动误差均控制在±0.1mm以内,表明所提方法的运动误差补偿精度较高,且所提方法的运动误差不随着数控机床运动速度的提高而增大,表明所提方法的运动误差补偿结果不受多轴联动数控机床运动速度的影响。 图5 不同方法补偿后的运动误差 多轴联动数控机床的机械转动系统的固有频率在机床高速运动过程中受到限制,导致机床出现运动误差,为了提高多轴数控机床的加工精度,需要补偿多轴联动数控机床在运动过程中产生的误差。目前数控机床运动误差补偿方法的误差补偿精度低且受机床运动速度的影响较大,提出多轴联动的数控机床运动误差补偿方法,该方法根据机床运动轨迹方程计算运动误差,采用优化后的PID控制器完成运动误差补偿,可有效完成椭圆控制和螺旋旋转体控制,误差补偿结果不受机床运动速度的影响,为多轴联动数控机床的应用与发展奠定了基础。4 实验与分析


5 结束语
