拉矫机内吹扫流场对酸洗板表面凹坑形成的影响
2023-02-11张宦修彭兴东
李 丹 张宦修 彭兴东
(1.上海梅山钢铁股份有限公司 冷轧厂,江苏 南京 210039;2.辽宁科技大学 材料与冶金学院,辽宁 鞍山 114051)
酸洗板是以优质热轧板为原料,通过拉矫、酸洗、切边和涂油等工序制成,广泛应用于汽车、机械制造等行业[1- 3]。热轧板通过酸洗机组拉矫机的拉伸和弯曲产生弹塑性变形,使其表面氧化铁皮破碎、脱落。通过拉矫机内的压缩空气吹扫掉钢板表面的氧化铁皮,通过拉矫机下部的除尘风机输送到收集器[4- 9]。
近年来,某企业的酸洗板表面常产生凹坑,导致产品成材率下降,是亟待解决的技术难题。影响凹坑形成的因素较多,如热轧过程中机架间异物掉落[10]、板形缺陷、酸洗生产线拉矫机延伸率、拉矫机工作辊使用周期和辊面硬度等。在已有研究的基础上,该企业对酸洗板凹坑缺陷进行了攻关,但未彻底解决问题。本文分析了酸洗生产线拉矫机内吹扫流场的特征,研究了拉矫机内吹扫流场对酸洗板表面凹坑形成的影响,可为现场生产提供指导。
1 凹坑特征
厚度为6.0 mm的热轧酸洗钢板表面凹坑的宏观形貌如图1所示。凹坑在钢板的上、下表面随机分布,直径约为1.5~2.0 mm,呈零星或团簇状,沿钢板运行方向每隔250 mm周期性显现。根据其形貌特征推测,凹坑是拉矫过程中钢板表面剥落的氧化铁皮聚集,在拉矫机工作辊的碾压下形成的“辊印”。

图1 酸洗板上的多个(a)和单个(b)凹坑Fig.1 Several(a) and single(b) pits on the pickled plate
2 酸洗前钢板氧化铁皮厚度
凹坑可能与拉矫过程中钢板表面剥落的氧化铁皮有关,因此有必要研究酸洗前钢板氧化铁皮的特征。
选取尺寸为300 mm×1 200 mm× 6 mm的热轧板,用线切割加工10 mm×10 mm的试板,经超声波清洗后制备金相试样,采用体积分数为1%的盐酸酒精溶液腐蚀[11]。该腐蚀液仅腐蚀Fe2O3和FeO层,不能腐蚀Fe3O4层和基体[12]。采用金相显微镜和扫描电子显微镜进行金相检验,测定氧化铁皮的结构和厚度,结果如图2所示。
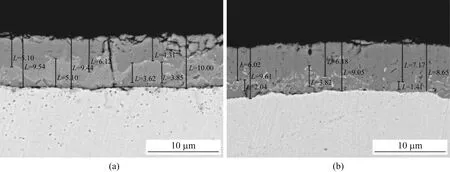
图2 热轧板上(a)、下(b)表面氧化铁皮形貌及厚度Fig.2 Morphologies and thickness of iron oxide scale on upper(a) and lower(b) surface of the hot- rolled plate
纯铁氧化皮一般分为三层,即最外侧Fe2O3层、中间Fe3O4层和基体侧FeO层,其厚度比为1∶4∶95[13]。某些合金元素会使钢板表面氧化铁皮的结构和厚度与纯铁氧化皮大不相同,热轧工艺也影响钢板表面氧化铁皮的结构和厚度。


表1 酸洗板上表面氧化铁皮及其组分的厚度Table 1 Thickness of iron oxide scale and its components on upper surface of the pickled plate μm

表2 酸洗板下表面氧化铁皮及其组分的厚度Table 2 Thickness of iron oxide scale and its components on lower surface of the pickled plate μm
以上结果表明,氧化铁皮主要包括Fe3O4层和FeO层,钢板上表面Fe3O4层平均厚度为5.18 μm,下表面为6.45 μm。FeO质软、疏松多孔,而Fe2O3和Fe3O4坚硬致密[14]。钢板的化学成分和热轧工艺对其氧化铁皮的特性有影响,也影响拉矫过程中板面凹坑的形成。
3 拉矫机内吹扫流场
3.1 拉矫机结构
拉矫机吹扫结构及辊系如图3所示。拉矫机内氧化铁皮除尘系统主要包括5道压缩空气吹扫梁,每道吹扫梁安置8个空气喷嘴,间隔为19 cm,长度为6.7 cm。拉矫机下部有3个除尘装置,抽吸吹扫落下的氧化铁皮。采用ANSYS软件对拉矫机内吹扫流场进行模拟并分析其特征。

图3 拉矫机的吹扫机构(a)和辊系(b)Fig.3 Blowing mechanism(a)and roll system(b)of the tension leveler
3.2 建模
采用SolidWorks软件建立包含拉矫机一个上吹扫梁和除尘吸风口的模型。拉矫机模型的正视图和剖视图如图4所示。

图4 拉矫机模型的正视(a)和剖视(b)图Fig.4 Front view(a) and sectional view(b) of the tension leveler model
进一步对空气喷嘴建模:模型长为6.7 cm,直径为2.5 cm,狭缝侧面长6 mm,宽1 mm,狭缝前面长2 mm,宽1 mm。空气喷嘴模型的示意图如图5所示。

图5 空气喷嘴模型的示意图Fig.5 Schematic diagram of the air nozzle model
由于拉矫机的工作辊和支撑辊仅起阻挡空气流动的作用,故对其进行了简化。简化的工作辊和支撑辊模型如图6所示。
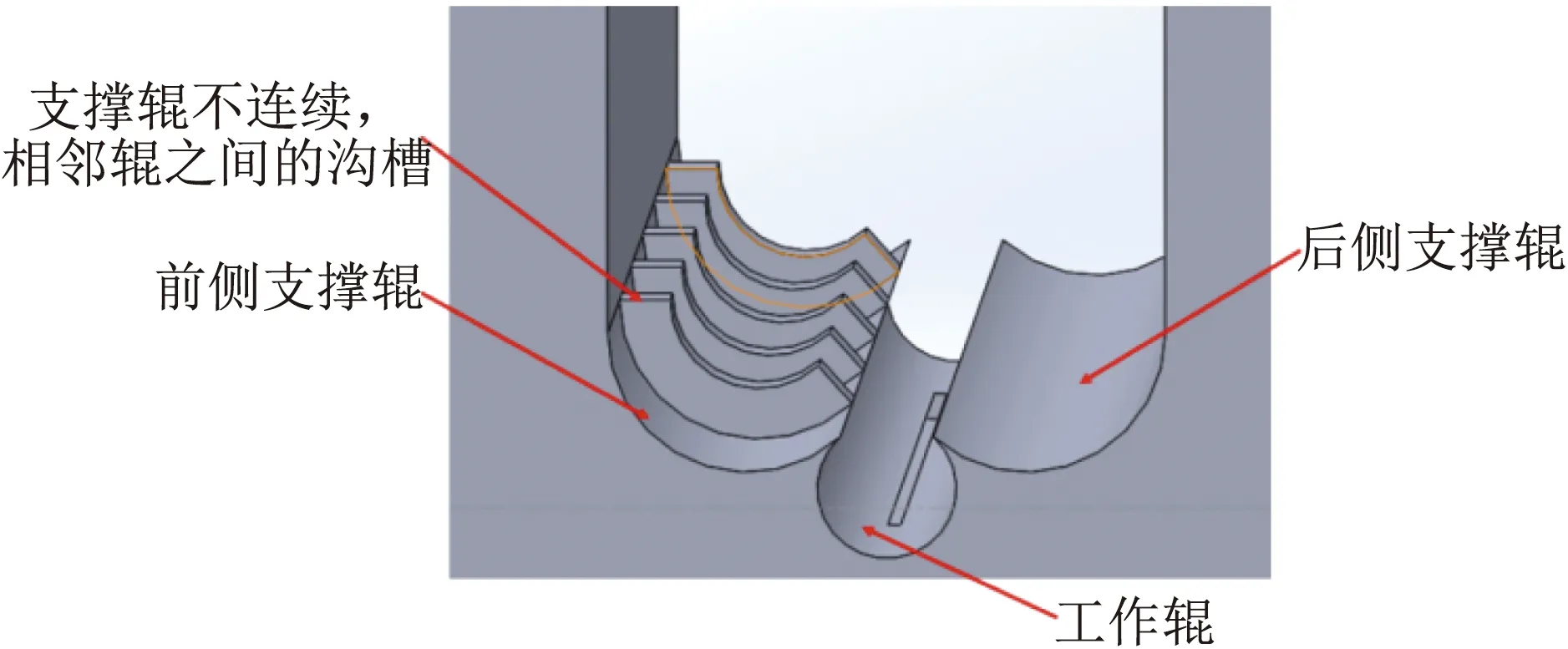
图6 简化的工作辊和支撑辊模型Fig.6 Simplified model of work and backup rolls
拉矫机下部有3个除尘装置,除尘吸风口模型如图7所示。
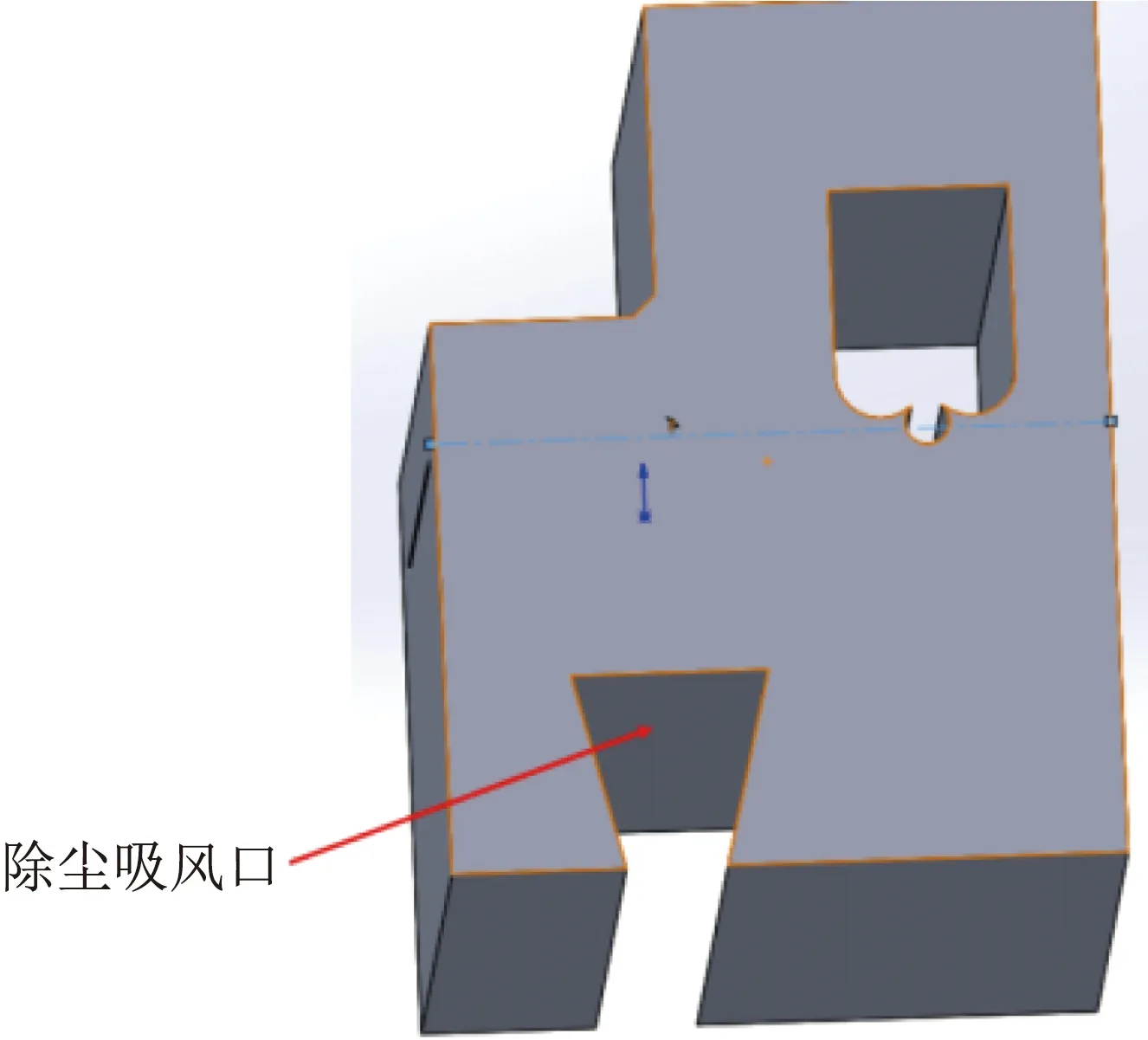
图7 除尘吸风口模型Fig.7 Model for the dedusting suction opening
3.3 边界条件和介质设定
将喷嘴的狭缝设为流场的入口,边界条件为压力入口,压力设定为1.6 MPa;将除尘吸风口设置为流场的压力出口,除尘吸风口为抽吸力,压力设定为-4.5 kPa,钢板和工作辊以及支撑辊等都设置为挡墙,吹扫介质为空气。
3.4 拉矫机内吹扫流场仿真及分析
3.4.1 空气喷嘴处流场
根据实际工况设计了8个空气喷嘴模型,喷嘴长度为6.7 cm,与竖直方向成45°,每个喷嘴有11个狭缝。各喷嘴同时喷射压缩空气,其速度矢量图如图8所示。
由图8可知,喷嘴侧面狭缝喷出的气流互相干扰,使拉矫机内氧化铁皮向四周流动。
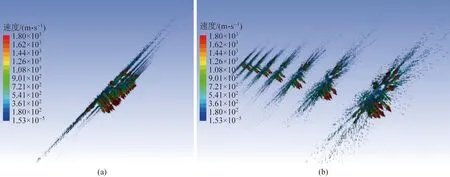
图8 喷嘴的速度矢量图Fig.8 Velocity vector diagram of the nozzle
3.4.2 钢板上表面流场
拉矫机内氧化铁皮的主要流动方向如图9中箭头所示。由于除尘吸风口的抽吸,吹扫梁两侧喷嘴吹出的空气向钢板两侧流动,带动氧化铁皮离开钢板上表面。吹扫梁中间喷嘴吹出的空气将板面氧化铁皮吹向工作辊,邻近工作辊的喷嘴吹扫力较小,氧化铁皮滞留在工作辊附近。压缩空气吹扫梁上8个喷嘴长度均为6.7 cm时,各喷嘴喷射的气流相互干扰,钢板上表面形成2个氧化铁皮滞留区。

图9 钢板表面的速度矢量图Fig.9 Velocity vector diagram of the steel plate surface
由图10(a,e)可知,吹扫梁上的空气喷嘴能将氧化铁皮吹离钢板表面。由图10(b~d)可知,相邻喷嘴吹出的气流相互干扰,推动氧化铁皮在钢板表面向前流动,但未离开钢板表面。由图10(f,g)可知,相邻喷嘴狭缝之间的气流相互干扰,由于每个喷嘴喷射的气流速度相同,使氧化铁皮向前或向后流动,但不能使氧化铁皮离开钢板表面。由图10(h,i)可知,吹扫梁上的喷嘴与竖直方向成45°,气流使钢板上的氧化铁皮向后流动,导致大量氧化铁皮在钢板上聚集而难以吹扫。

图10 钢板局部表面的速度矢量图Fig.10 Velocity vector diagram of local surface of the steel plate
3.4.3 拉矫机支撑辊沟槽处流场
由图11所示的支撑辊之间沟槽处流场可知,拉矫机内飘散的氧化铁皮聚集于支撑辊之间的沟槽,并由于重力作用而散落在钢板上。
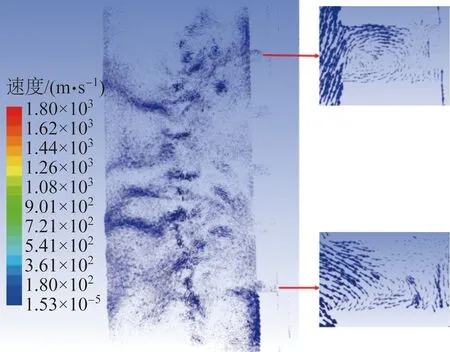
图11 支撑辊沟槽处流场Fig.11 Flow field at the groove of backup rolls
3.4.4 除尘吸风口处流场
除尘吸风口的速度矢量图如图12所示。从图12可知,拉矫机内被吸入除尘吸风口的氧化铁皮较少,不利于拉矫机内氧化铁皮的扫除。
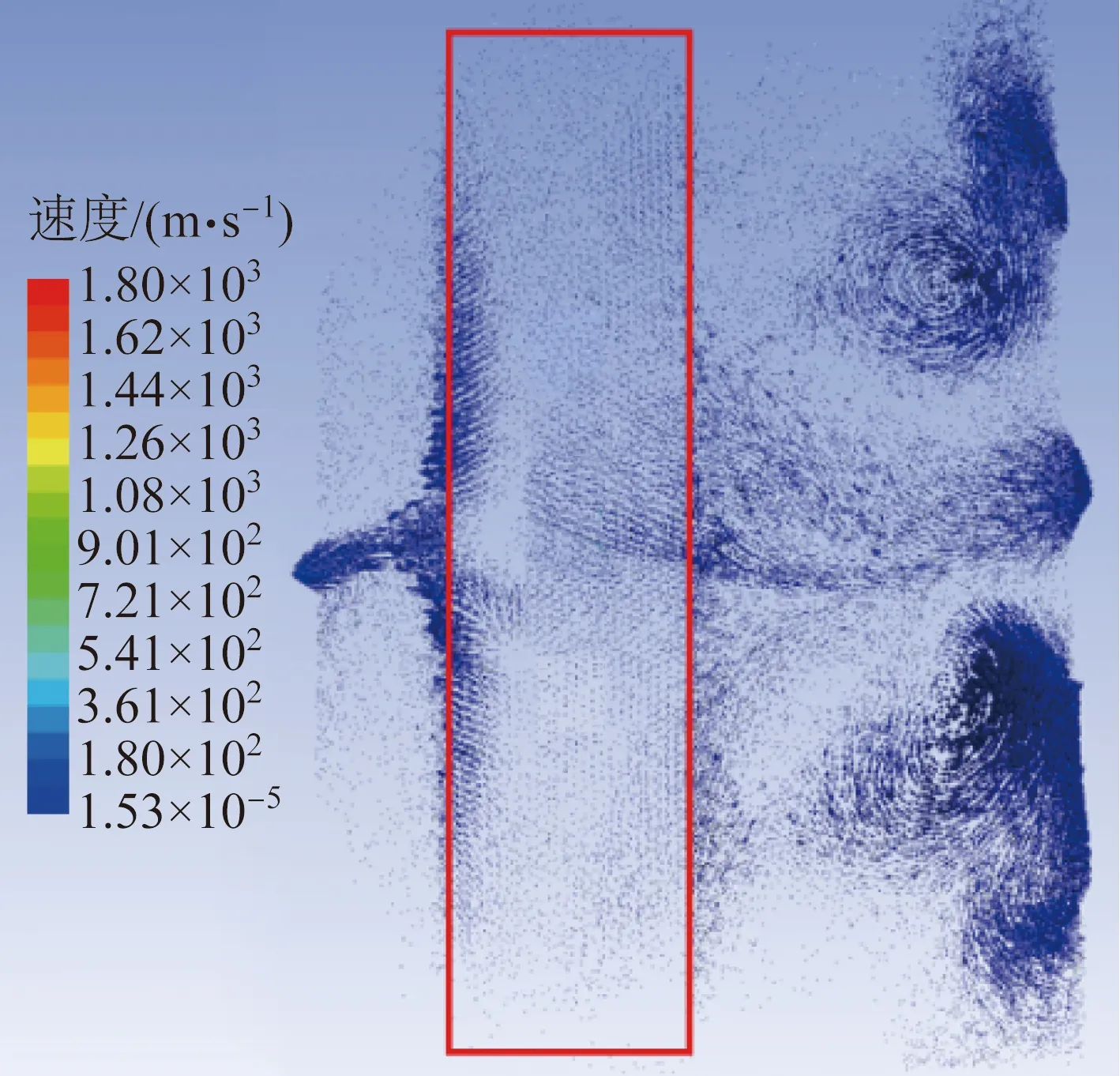
图12 除尘吸风口的速度矢量图Fig.12 Velocity vector diagram of the dedusting suction opening
除尘吸风口的吸力为-4.5 kPa,作用于7 200 cm2除尘吸风口,且除尘口呈喇叭口形,不利于除尘吸风口的抽吸。图3(a)所示的除尘吸风口布置在吹扫梁的正下方,拉矫机中部有钢板将上部的吹扫梁和下部除尘吸风口隔开,也影响了除尘装置的除尘效果。
3.4.5 改变喷嘴长度的吹扫流场
为了减弱相邻喷嘴喷出气流的相互干扰,对吹扫梁上8个喷嘴的长度进行了改进。沿板宽分布的吹扫梁8个喷嘴的长度依次为6.7、8.7、10.7、12.7、11.7、10.7、8.7和6.7 cm,各喷嘴同时喷射空气。
钢板表面的速度矢量图如图13所示。由图13可知,在吹扫空气的推动下,钢板表面的氧化铁皮向c、d、e、f、g、h 6个方向流动。g和h方向的氧化铁皮向远离拉矫机工作辊的方向流向钢板两侧;d和e方向的氧化铁皮远离喷嘴的吹扫区,从d流向a和从e流向b,流向钢板两侧;e和f方向的氧化铁皮直接流向钢板两侧。可见,改进后各喷嘴喷出的气流相互干扰明显减弱,钢板上没有明显的氧化铁皮滞留区。

图13 钢板表面的速度矢量图Fig.13 Velocity vector diagram of the steel plate surface
3.5 凹坑形成过程
钢板上的氧化铁皮被碾压形成凹坑的过程示意图如图14所示(红色表示氧化铁皮团簇,黑色表示凹坑)。由于拉矫机内吹扫装置不能将钢板上剥落的氧化铁皮彻底吹扫干净,拉矫机内飘散的氧化铁皮会聚集在支撑辊之间的沟槽处,在重力作用下散落在钢板上,拉矫时在工作辊的碾压下钢板表面形成凹坑。此外,如果拉矫机工作辊表面有氧化铁皮团簇,也会在拉矫时被工作辊碾压入钢板表面形成凹坑,如图15所示。

图14 钢板上的氧化铁皮被碾压形成凹坑的示意图Fig.14 Illustration of iron oxide scales on the steel plate being rolled to form pits

图15 工作辊表面的氧化铁皮团簇被压入钢板形成凹坑的示意图Fig.15 Illustration of iron oxide scale clusters on the work roll surface being pressed into the steel plate to form pits
4 结论
(1)拉矫机吹扫梁上8个空气喷嘴的长度为6.7 cm时,各喷嘴喷出的气流相互干扰,钢板上出现2个氧化铁皮滞留区。
(2)吹扫梁上8个喷嘴的长度(沿板宽方向)依次为6.7、8.7、10.7、12.7、11.7、10.7、8.7和6.7 cm时,各喷嘴喷出的气流相互干扰明显减弱,钢板上没有氧化铁皮滞留区。
(3)拉矫机内飘散的氧化铁皮聚集在支撑辊之间的沟槽处,在重力作用下散落在钢板上,拉矫时在工作辊的碾压下钢板表面形成凹坑。