700 MPa级厚规格高强钢板剪切分层原因分析
2023-02-11张王辉龙志伟熊维亮汪水泽
梁 文 张王辉 龙志伟 熊维亮 颜 燹 汪水泽
(1.湖南华菱涟源钢铁公司 技术中心,湖南 娄底 417000; 2.北京科技大学 钢铁共性技术协同创新中心,北京 100083)
目前,700 MPa级高强钢已广泛应用于汽车、建筑、桥梁、集装箱、工程机械等领域[1- 3]。然而在实际使用过程中,钢板1/2厚度处常出现分层现象[4- 8],不仅影响生产效率,降低成材率,还会导致零件失效。本文研究了8~12 mm厚的700 MPa级高强钢板剪切分层的原因。
1 加工工艺及分层现象
高强钢钢卷的生产工序一般为平整—下料—成形—冲孔—焊接—涂装等,部分零件的成形与冲孔工序可以互换。700 MPa级厚规格高强钢板在下料、冲孔或成形工序中会发生剪切分层、冲压分层、沿中心线扩展的折弯开裂等现象,且随着厚度的增加,钢板发生分层的概率也增大,如8 mm厚钢板的分层发生率为0.9%,而12 mm厚钢板的分层发生率为2.1%。剪切分层一般发生在钢板1/2宽度至1/4宽度的区域(图1(a)),其他区域则产生肉眼可见的中心线(图1(b)),并且向钢板边部延伸时减轻,在边部10~20 mm区域基本消失。

图1 700 MPa级厚规格高强钢板的剪切分层(a)和中心线(b)Fig.1 Shearing delamination(a) and centreline (b) in the 700 MPa grade heavy- gauge high- strength steel plate
2 试验方法
从分层和中心线部位取样进行金相检验和化学成分检测,分别标为试样A、B;在钢板边部15 mm、1/4宽度、1/2宽度处切取横截面为宽10 mm的低倍试样,分别标为试样C~F;在试样B、C附近切取冲击试样,并在试样E处切取横向拉伸试样。取样示意图如图2所示。

图2 从钢板取样示意图Fig.2 Schematic diagram of taking samples from the steel plate
按GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》要求,采用Zwick Z600E型电子拉伸试验机进行拉伸试验;按GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》要求,采用Instron SI- 1M型摆锤式冲击试验机进行冲击试验;采用Thermo Scientific ARL- 4460型直读光谱仪进行成分分析。低倍试样的腐蚀剂采用70 ℃、20%(体积分数,下同)盐酸溶液,腐蚀5 min;金相试样采用4%硝酸酒精溶液腐蚀。采用LEICA DM6000型金相显微镜和FEI Quanta 400型扫描电子显微镜(scanning electron microscope, SEM)进行金相检验;采用INCA能谱仪(energy dispersive spectrometer, EDS)检测析出相成分;采用WILSON VH1202型显微硬度计测定硬度。
3 原因分析
3.1 化学成分
试样A、B的化学成分如表1所示。由表1可知,试样A、B成分一致,且符合内控要求,均不是造成钢板分层的原因。

表1 700 MPa级高强钢的化学成分(质量分数)Table 1 Chemical compositions of the 700 MPa grade high- strength steel (mass fraction) %
3.2 力学性能
钢板的力学性能如表2所示。由表2可知,钢板强度符合要求。拉伸试样发生分层,如图3所示,因此不能测定断后伸长率。采用扫描电子显微镜对拉伸试样的断口进行分析,试样的分层断口如图 3(a)中的方框区域所示。

表2 700 MPa级高强钢板的力学性能Table 2 Mechanical properties of the 700 MPa grade high- strength steel plate

图3 拉伸过程中分层(a)和断裂(b)的试样Fig.3 Specimens laminating(a) and fracturing(b) during tensile test
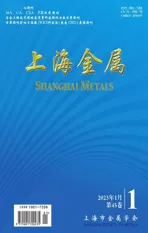
钢板的冲击吸收能量如图4所示。由图4可知,所有试样的冲击吸收能量均随着试验温度的降低而下降。分层处(试样B)纵向冲击吸收能量比横向高,边部(试样C)横向冲击吸收能量比分层处高。试样B的纵向-20 ℃冲击吸收能量为66 J,而其横向-20 ℃冲击吸收能量仅28 J。试验温度降低至-40 ℃时,横、纵向冲击吸收能量均下降,但横向冲击吸收能量的下降幅度更大。
分层处和边部的0 ℃或以上温度的平均横向冲击吸收能量相近,分层处的-20 ℃横向平均冲击吸收能量低于边部,且3个平行试样的横向冲击吸收能量波动幅度大,最低值仅9 J。而边部的横向冲击吸收能量最低值均≥25 J。边部的-40 ℃横向冲击吸收能量为25 J,且波动很大,但分层处的-40 ℃横向冲击吸收能量仅8 J。图4表明,分层处的横向冲击吸收能量低于正常部位,且温度越低差值越大,这与叶兵等[9]的研究结果一致。
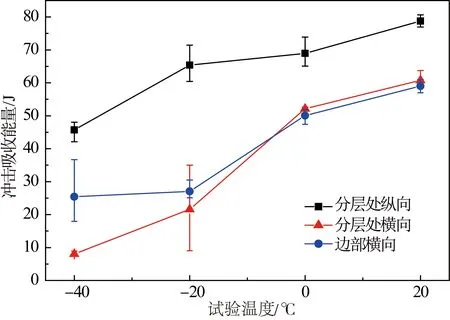
图4 700 MPa级高强钢板的冲击吸收能量随试验温度的变化Fig.4 Impact absorbed energy as a function of test temperature for the 700 MPa grade high- strength steel plate
3.3 金相检验
钢板的低倍检验结果如图5所示。由图5可知,钢板边部的低倍组织(试样C、F)最佳,约一半区域无中心带状组织,即边部15 mm内区域无带状组织。1/4宽度和1/2宽度处则有贯穿整个截面的带状组织,但1/4宽度处(试样E)为断续的线状,而1/2宽度处(试样D)为连续的线状,即钢板1/2宽度处的带状组织最严重。考虑到钢板带状组织与铸坯中心偏析存在遗传关系[10],而铸坯1/4宽度处的中心偏析最严重,说明该铸坯在连铸结晶器内的流场发生了变化。
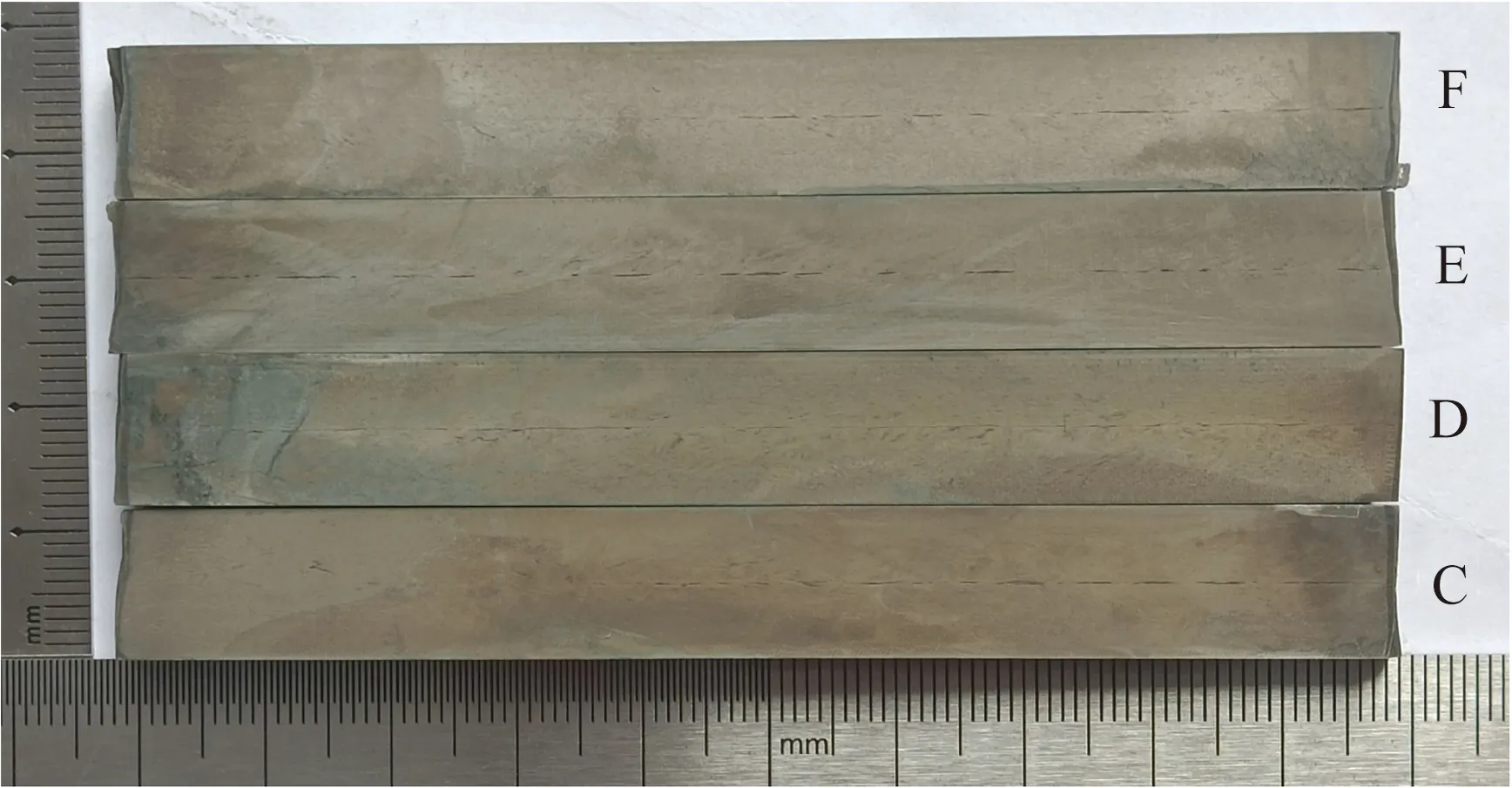
图5 700 MPa级高强钢板的横截面低倍形貌Fig.5 Macrograph of cross section of the 700 MPa grade high- strength steel plate
试样A、B的金相检验结果如图6所示。由图6(a,b)可知:试样B的裂纹宽达1 030 μm,深达6 660 μm;试样A也有长度为1 520 μm的裂纹,说明中心线部位也发生了分层。图6(c)表明这些裂纹在带状组织处萌生并沿其扩展。图6(d,e)显示,试样组织主要为准多边形铁素体和贝氏体,在1/2厚度处均有带状珠光体。但试样B的带状组织颜色较深,其宽度约为27 μm,试样A的带状组织颜色较浅,其宽度约为15 μm。

图6 700 MPa高强钢板试样B(a,d)和A(b,c,e)中的裂纹及带状组织Fig.6 Crack and banded structure in the specimens B(a,d) and A(b,c,e) taken from the 700 MPa grade high- strength steel plate
图6中带状组织的SEM形貌和EDS分析结果分别如图7和表3所示。由图7(a)可知,带状组织中有大量尺寸约5~10 μm,含Nb、Ti元素的夹杂物,根据其形状及成分推测为(Ti,Nb)(CN)夹杂[11]。由图7(a)的谱3,图7(b)的谱1、2可知,带状组织的Mn质量分数为2.27%~4.13%,远高于基体的1.58%,即带状组织区域有Mn元素富集。

图7 700 MPa级高强钢板中夹杂物(a)和带状组织(b)的SEM形貌Fig.7 SEM morphologies of inclusions (a) and banded structures (b) in the 700 MPa grade high- strength steel plate

表3 带状组织的EDS分析结果(质量分数)Table 3 Results of EDS analysis of the banded structures(mass fraction) %
拉伸试样分层断口的扫描电子显微镜检验结果如图8、表4所示。由图8可知,分层断口呈河流状,为典型的脆性断裂,且部分区域有大量尺寸为10~20 μm的椭圆形夹杂物(如图8(b)中箭头所指),根据能谱分析结果推测其为Ti4C2S2和(Ti,Nb)(CN)[11]。

表4 拉伸分层断口处夹杂物成分(质量分数)Table 4 Compositions of inclusions in the tension laminated fracture(mass fraction) %

图8 拉伸分层断口(a)和断口中夹杂物(b)的微观形貌Fig.8 Micrographs of the tension laminated fracture(a) and the inclusions(b) in it
3.4 硬度
在金相试样上测定显微硬度,硬度压痕如图9所示,基体和带状组织的硬度如表5所示。可知:基体硬度为250.8~258.3 HV0.5,平均值为255 HV0.5;而带状组织硬度为298.8~318.9 HV0.5,平均值为307.5 HV0.5,即带状组织硬度更高。
图9 带状组织的显微硬度压痕Fig.9 Microhardness impressions on the banded structure
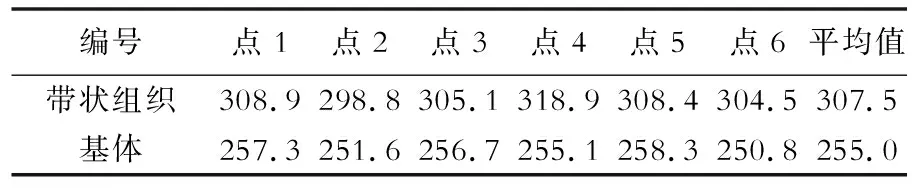
表5 700 MPa级高强钢板的显微硬度Table 5 Microhardness of the 700 MPa grade high- strength steel plate
4 讨论
钢板的拉伸分层和剪切分层均发生在1/2厚度处,因此也称为中心分层。厚规格钢板中心分层是热轧产品的常见缺陷,有学者对其产生的原因进行了研究[4- 8]。发生中心分层的主要原因为存在MnS、第二相夹杂和马氏体等硬质相。上述试验结果表明,700 MPa级厚规格高强钢板中心也有含Nb和Ti的第二相夹杂及珠光体等硬质相。钢板中心分层从剪切面的带状组织处萌生并沿其扩展(图6(c)),而钢板的带状组织与铸坯的中心偏析存在遗传关系,因此铸坯中心偏析是造成钢板中心分层的根本原因,而中心偏析与合金元素的选分结晶有关。
钢液凝固过程中,温度降低至固- 液两相区时,由于选分结晶,元素将发生偏析。根据Scheil模型[10],凝固过程中固相溶质质量分数可表示为:
[%i]s=ki[%i]0·(1-fs)ki-1
(1)
式中:[%i]s为凝固过程中固相溶质元素i的质量分数;[%i]0为凝固初始液相溶质元素i的质量分数;fs为凝固体积分数;ki为元素i的平衡溶质分配系数,C、Mn、P、S、Ti、Nb的平衡溶质分配系数分别为0.13、0.84、0.13、0.02、0.33、0.32[12- 13]。试验铸坯凝固前沿液相中的锰、硫质量分数随凝固体积分数的变化如图10所示。

图10 铸坯凝固前沿液相中的锰、硫质量分数随凝固体积分数的变化Fig.10 Variation of mass fraction of carbon and manganese with volume fraction of solid phase in liquid phase at solidification front of the cast slab
钢水凝固时,连铸坯1/2厚度处最后凝固,由于元素的选分结晶,该部位合金元素的质量分数远高于凝固初期固相中的质量分数。由式(1)可知,平衡溶质分配系数ki越小,其凝固末端的偏析程度越大,因此钢连铸凝固末端S元素偏析最严重,而Mn元素最轻微。由于钢中Mn的原始质量分数远高于S,受扫描电子显微镜检测精度的限制,带状组织中仅发现有Mn偏析。由图10可知,凝固末端含有质量分数2.77%Mn和0.004 2%S,与带状组织处Mn的质量分数一致(表3)。Mn是奥氏体稳定化元素,钢中Mn偏析会造成该区域Ar3曲线右移,导致形成马氏体、贝氏体或珠光体等条带状硬质相[10]。Ti元素的化学性质活泼,易与钢中的O、N、S等元素发生反应生成含Ti夹杂物[14]。Ti与S的结合能远低于Mn与S的结合能[15],当Ti质量分数较高时,将与S反应生成Ti4C2S2,降低生成MnS的概率,这是700 MPa级高强钢板中心分层处未发现MnS的主要原因。钢中碳化物或氮化物的晶体结构均为“NaCl”型FCC点阵,且点阵常数相近(TiN点阵常数(a)为0.423 nm,TiC为0.432 nm,NbN为0.438 8 nm,NbC为0.445 8 nm),可以互溶,常形成(Ti,Nb)(CN)第二相[16]。因此在钢板1/2厚度处存在Ti4C2S2和(Ti,Nb)(CN)等第二相夹杂和硬相珠光体。
带状组织中的硬质相变形性能差,在剪切、冲孔或拉伸过程中,会因变形不均匀而在两相界面产生位错塞积[17]。若塞积处的应力集中不能被塑性变形松弛,则萌生裂纹[18]。而在带状组织区域的第二相夹杂物硬度高,也将加剧裂纹的生成[14]。在剪切钢板时,如果厚度方向的剪切力大于钢中两相结合力,则会在中心线附近区域发生分层。同样,钢板拉伸时,由于试样平行段的局部区域产生颈缩,拉应力F沿厚度方向形成分力F1,如图11所示。随着拉伸过程的进行,颈缩处试样表面与水平夹角逐渐增大,厚度方向的分力F1也逐渐增大,当F1大于钢中两相结合力时,就发生分层[19]。一般情况下,拉伸分层的断口较齐整[6,8],图3中拉伸断口呈台阶状说明该处的中心偏析严重。由铸坯的低倍检验结果(图12)可知,其中心偏析为3.0级。

图11 试样拉伸分层的示意图Fig.11 Schematic diagram of delaminating of the specimen duringxe tensile test
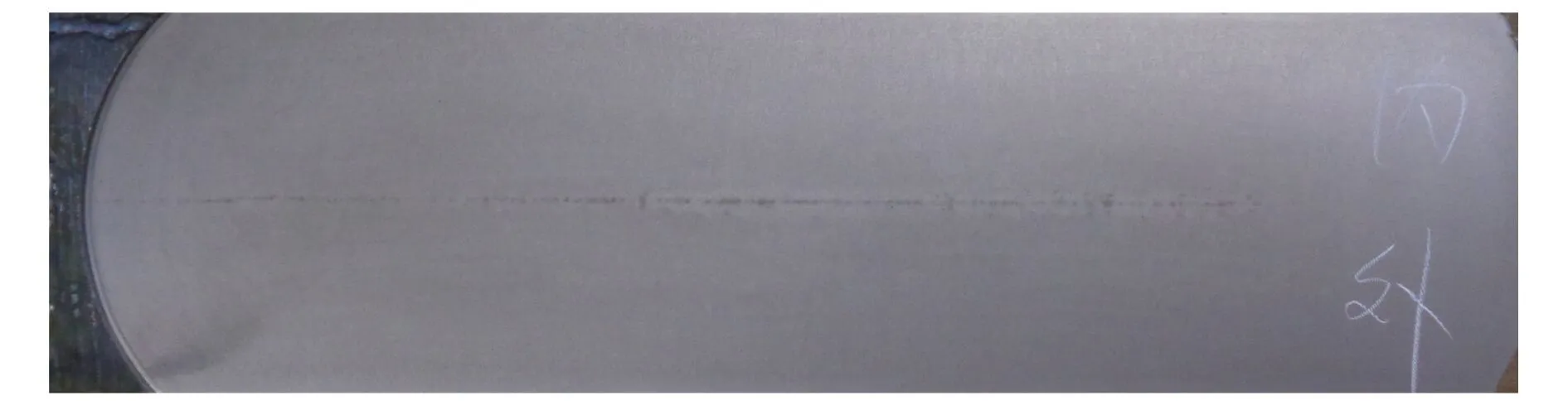
图12 700 MPa高强钢铸坯1/2宽度处的低倍形貌Fig.12 Macrograph at 1/2 width of the 700 MPa grade high- strength steel casting blank
图4表明,分层处(试样B)的冲击吸收能量低于正常部位,说明带状组织除了导致钢板中心分层,还影响低温冲击韧性[20]。有研究[21]表明,带状组织显著降低钢材的塑性和冷成形性能,阻止裂纹扩展,使韧- 脆转变温度升高,从而降低钢板的低温冲击韧性。试样的冲击断裂过程可分为裂纹萌生和扩展2个阶段[22],硬质相和碳化物能导致解理裂纹的萌生,且硬质相硬度越高,碳化物越粗大,裂纹越易萌生,从而降低材料的冲击韧性[23]。另一方面,冲击韧性对裂纹的扩展过程也有影响。冲击韧性低表明其止裂效果差,钢板一旦折弯开裂,裂纹将迅速扩展。因此钢板边部的带状组织轻微,其冲击韧性优于带状组织严重的分层处。横向冲击韧性差的材料纵向折弯时更易开裂,裂纹更易扩展。
元素的选分结晶造成铸坯中心偏析,并促进微米级含Nb、Ti元素的第二相夹杂物生成;铸坯的中心偏析热轧后成为钢板的带状组织,带状组织中的硬质相及第二相夹杂物是造成700 MPa级高强钢板剪切分层的主要原因。带状组织还降低低温冲击韧性,增大其成形开裂的风险。因此生产过程中引起铸坯中心偏析的因素,如钢水过热度过高导致的铸坯凝固过程中柱状晶搭桥,连铸机辊缝不合理导致的铸坯鼓肚等,均可能促使钢板中心分层。因此提高连铸设备精度,降低钢水过热度,采用合理的动态轻压下或电磁搅拌工艺,是改善铸坯中心偏析的主要方法。此外,增大热轧过程中单道次压下量,细化钢板中心部位的晶粒,也可在一定程度上改善钢板的中心分层[7,24]。
5 结论
(1)元素的选分结晶造成铸坯中心偏析,并促进微米级含Nb、Ti元素的第二相夹杂物生成;带状组织中的硬质相以及第二相夹杂物是造成700 MPa级高强钢板剪切分层的主要原因。
(2)带状组织降低了钢板的低温冲击韧性,在0 ℃或以上温度冲击试验时,钢板分层处和正常部位的横向平均冲击吸收能量相近,分层处的-20 ℃横向冲击吸收能量低于正常部位,且温度越低差别越大。
(3)提高连铸设备精度、控制钢水过热度、采用合理的动态轻压下或电磁搅拌工艺,能显著提高铸坯质量;增大热轧道次压下量可改善钢板的中心分层。