MIR-01 型雪茄卷制机离线式茄衣茄套切刀磨刀机的研制
2022-12-20孙东亮常月勇戴由宗
张 阁,孙东亮,常月勇,戴由宗
山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006 号 250000
机制雪茄是指茄衣卷制、茄胚成型过程均由雪茄专用机械设备完成的雪茄,也称为全机械制作(或卷制)雪茄[1-3]。其中,茄胚成型过程包括茄套切割准备、茄芯准备和茄套包裹茄芯3个环节;雪茄成型过程包括茄衣切割准备、茄衣包裹茄胚2个环节[4-5]。茄衣茄套的切割准备工作由各自对应的切刀完成,是茄胚成型和雪茄成型的核心过程。荷兰SCM 公司生产的MIR-01 型雪茄卷制机是国内雪茄烟生产企业的主流设备,其茄衣茄套切刀刀刃为特定形状的闭环刀刃,由于该设备未配置在线磨刀装置,当切刀刀刃产生磨损时,容易出现切刀无法切断茄衣茄套烟叶或烟叶切断后有粘连等问题,导致雪茄烟产品质量不合格,影响设备运行效率[6]。近年来针对MIR-01 型雪茄卷制机主要在工艺参数快速调整方面开展研究[7],对于切刀磨刀装置的研制则鲜见报道。为此,借鉴柏益林[8]设计车刀刃磨装置、李文治等[9]设计新型扁钻刃磨机的原理及方法,研制了一种MIR-01 型雪茄卷制机离线式茄衣茄套切刀磨刀机,以期提高雪茄烟产品品质,延长切刀使用时间,降低烟叶生产消耗。
1 问题分析
1.1 工作原理
茄衣茄套切割机构的结构及工作原理基本相同,其切割机构主要由压辊、切刀等部件组成,见图1。以茄套切刀为例,摆臂(1)带动压辊(2)(3)沿X方向做往复运动。当摆臂沿X正方向运动至最右端时,压辊远离安装于固定座(5)上的切刀(4);此时操作人员将茄套平铺在刀盒(6)上,在来自风道底座(7)内腔的负压吸风作用下,茄套被吸附于刀盒上。当摆臂沿X反方向运动时,在调节弹簧(8)的拉力作用下,压辊辊压经过刀盒,吸附于刀盒上的茄套被切刀的刀刃(9)轧断,茄套与刀刃形状一致,通过包裹茄芯制成茄胚。除尺寸不一样外,茄衣茄套切刀的型制及结构相同,裁切为特定形状的茄衣被包裹在茄胚外面,从而完成雪茄烟支的成型过程。
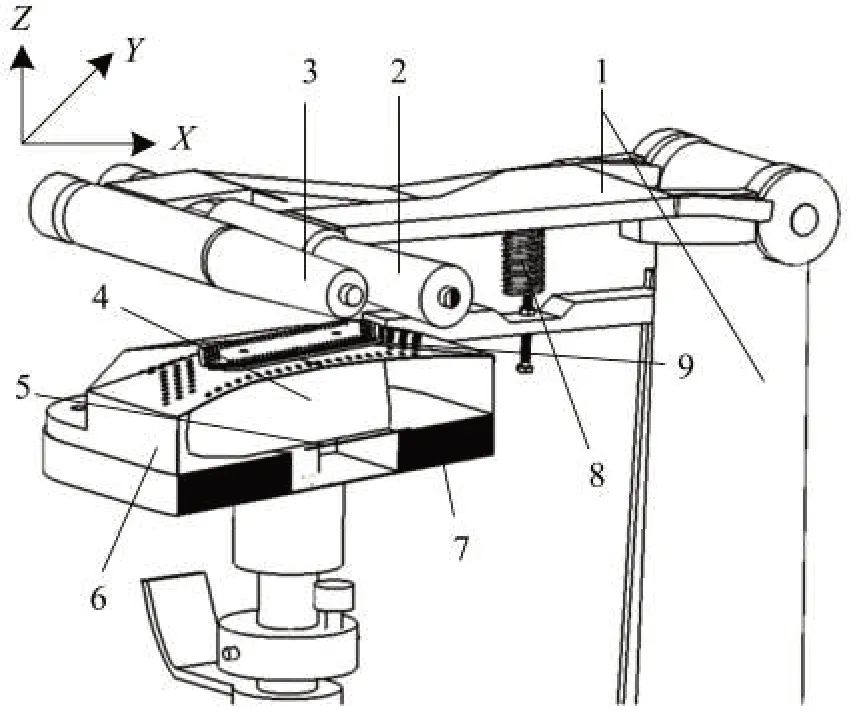
图1 茄套(或茄衣)切割机构结构示意图Fig.1 Structure of binder/wrapper cutting mechanism
1.2 存在问题
茄衣茄套的切割主要依靠切刀刀刃与压辊之间的轧压作用完成。在设备运行过程中,随着切刀刀刃磨损,会出现烟叶未切断或切断后烟叶有粘连等情况,此时可通过调整弹簧增大拉力改善切割状况。当弹簧拉伸至一定长度后仍无法切断烟叶时,判定切刀刀刃失效,需要更换切刀。由图2 可见,切刀刀刃磨损并非环形刀刃整体失效,刀刃磨损最早出现在压辊切入端的ab、ah、hg 段,这与切入端斜口和压辊接触瞬间的冲击作用力较大有关;随着弹簧拉力增大,失效位置沿bc、gf 方向延伸;当bc、gf 段的刀刃大部分失效时需要更换切刀,但此时切出端的cd、de、fe 段因刀刃磨损程度轻而较少出现未切断烟叶现象。更换下来的切刀在整个闭环刀刃上只有某一段或几段刀刃磨损,经过修复可继续使用。但因切刀刀刃形状复杂,在现有的MIR-01 型雪茄卷制机切割机构上无法增加在线磨刀装置,而采用人工磨削方法修复切刀,则劳动强度大、操作时间长且存在人为差异。为此,研制了一种专用离线式切刀磨刀机,以提高切刀磨削质量和工作效率。
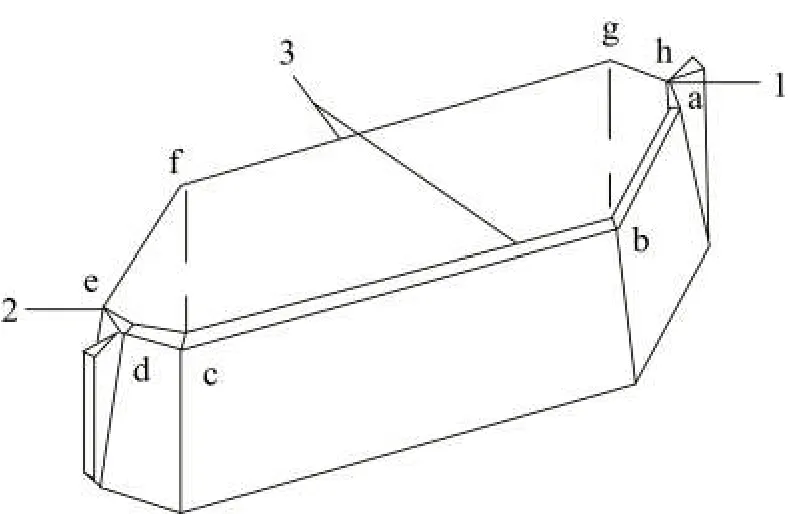
图2 切刀结构示意图Fig.2 Structure of knife
2 系统设计
2.1 磨刀机结构
磨刀机由砂轮高度调节机构、磨刀平台角度调节机构、砂轮传动机构三大部分组成,见图3。磨刀时,将切刀(1)需要磨削的刀刃正对砂轮(2)放于磨刀平台(3)上,通过砂轮高度调节机构(4)调整砂轮高度,使砂轮的4点方向触碰刀刃;调整磨刀平台的角度,使切刀与砂轮接触的角度保持一致,此时切刀与砂轮的接触点高度会有变化,通过微调砂轮高度使砂轮的4 点方向触碰刀刃;砂轮和磨刀平台调节完成后,启动砂轮传动机构(5),沿磨刀平台的长度方向(与砂轮垂直)轻推切刀,完成刀刃的磨削过程;使用JB-360 角度仪(上海精帛仪器设备有限公司)测量磨削角度,使用605A 游标卡尺(哈尔滨量具集团有限责任公司)测量刀刃宽度,直至切刀刀刃符合要求。
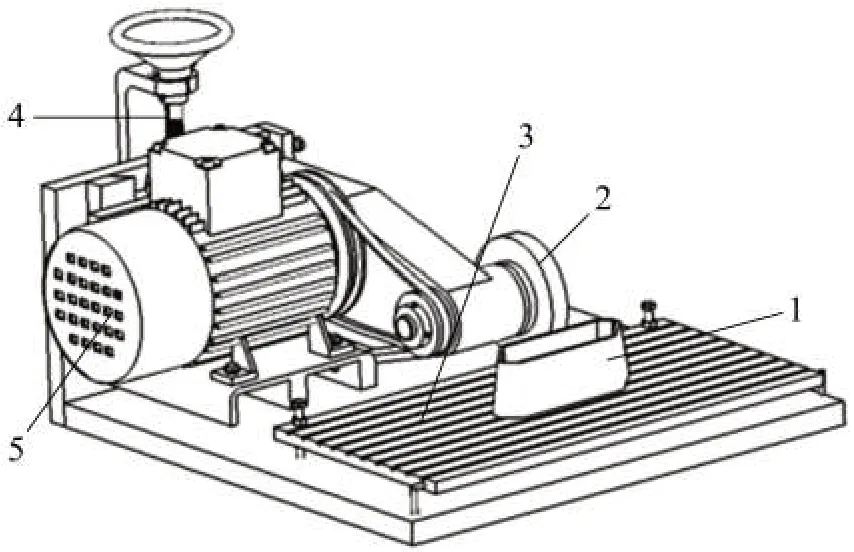
图3 磨刀机结构示意图Fig.3 Structure of knife grinding machine
2.2 切刀可磨削量的模拟
图4是切刀刀刃部分横截面示意图。可见,切刀性能与刃角α相关。刃角α越小,刀刃越锋利,滚切效果较好,但切刀能够承受的最大切削力变小,强度降低,使用时间缩短;刃角α越大,刀刃变钝,滚切效果较差,但切刀能够承受的最大切削力变大,强度增加,使用时间延长。经实际测量,MIR-01型雪茄卷制机茄套切刀刀刃宽度L1为0.15 mm,刃角α为43°,前刀面有效宽度L2为1.75 mm。计算可得后刀面宽度L3=L2cosα=1.28 mm,切刀基体宽度L4=L2sinα+L1=1.34 mm。
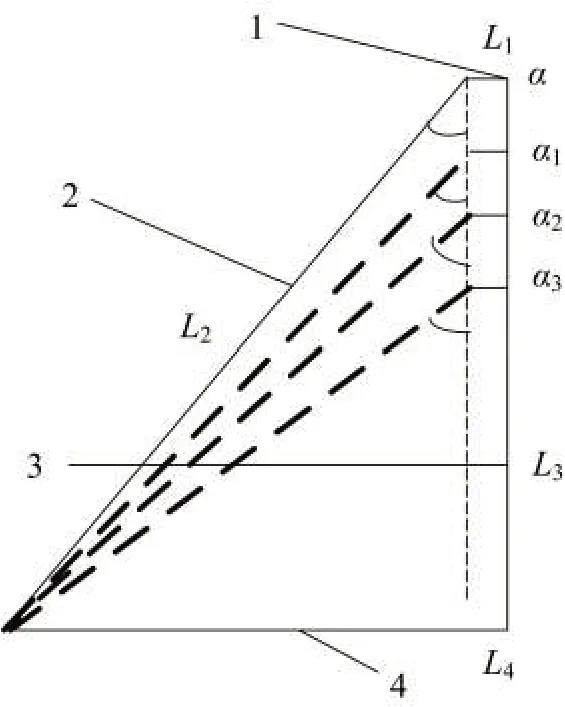
图4 刀刃横截面示意图Fig.4 Schematic diagram of blade cross section
为研究刀刃的磨削次数,取一把全新的茄套切刀进行磨削试验。磨削过程中,在刀刃宽度L1不变,每次磨削0.1 mm条件下,按不同刃角分别磨削切刀刀刃和前刀面,然后安装到MIR-01型雪茄卷制机验证茄套切割情况。各磨削层的刃角角度见表1。当磨削至第3层时,刃角α3超过50°,刀刃变钝。观察发现,此时切刀滚切效果较差。因此,将切刀的磨钝标准设定为第3层失效,即每把切刀可经过两次修复。
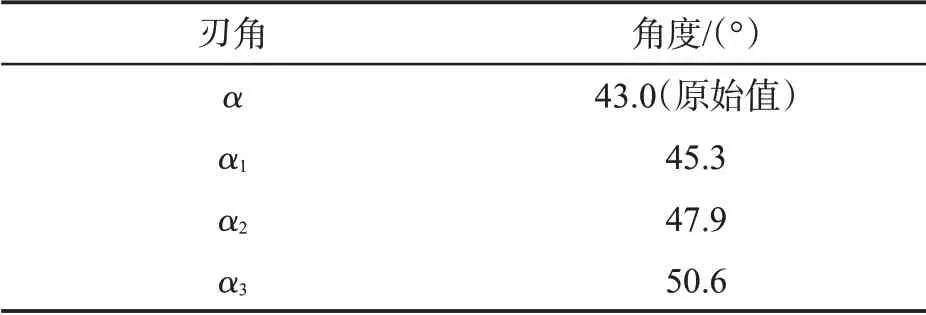
表1 各磨削层的刃角角度Tab.1 Blade angles of grinding layers
2.3 砂轮高度调节机构的设计
砂轮高度调节机构由方形水平底座、竖向安装板、安装板上2个截面形导槽、把手架、调节把手、把手轴、调节螺杆、调节螺母、截面形滑块和砂轮支架组成,见图5。其中,安装板(2)和安装于其上的2 个形导槽(3)共同围成一个上开口的形垂直通道,形滑块(9)刚好可以卡在形垂直通道内。安装于把手架(4)上的调节把手(5)通过把手轴(6)、调节螺杆(7)、调节螺母(8)与形滑块(9)连接,随着调节把手转动,由调节螺杆和调节螺母组成的螺旋副可以在垂直方向上改变滑块高度,而紧固在滑块上的砂轮支架(10)也会随之上下移动,从而实现磨刀砂轮高度可调。
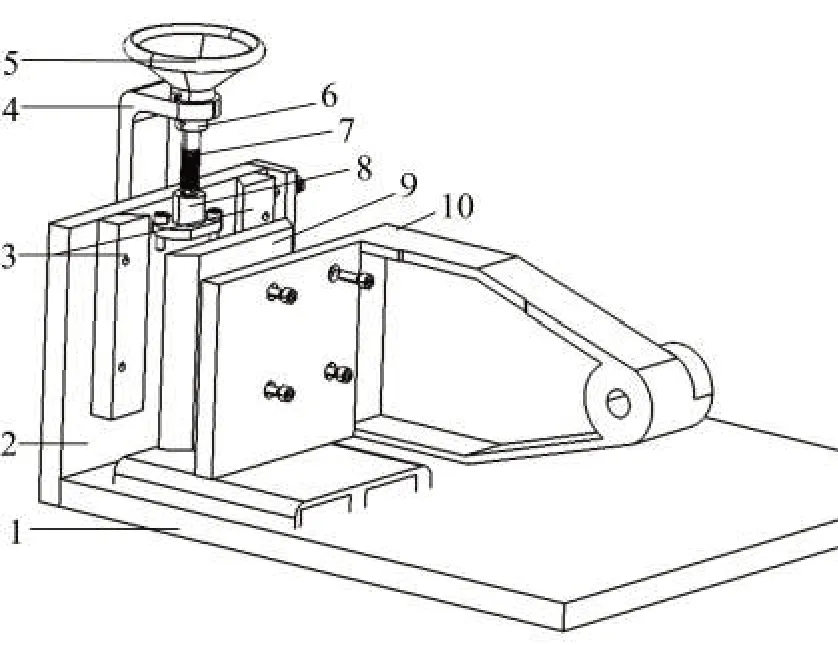
图5 砂轮高度调节机构结构示意图Fig.5 Structure of grind wheel height adjustment system
砂轮高度调节机构主要用于控制砂轮高度的调节范围,因此调节螺杆的长度及螺距是设计重点。经分析,选用了螺纹直径6 mm、螺距0.75 mm 单线细牙右旋螺纹[10]。由表2 可见,不同型号茄衣茄套切刀的长度和宽度相差较大,但高度基本相同。图5中调节螺母(共同组成螺旋副)的深度为27 mm,因此选择螺纹的有效旋合长度为30 mm。
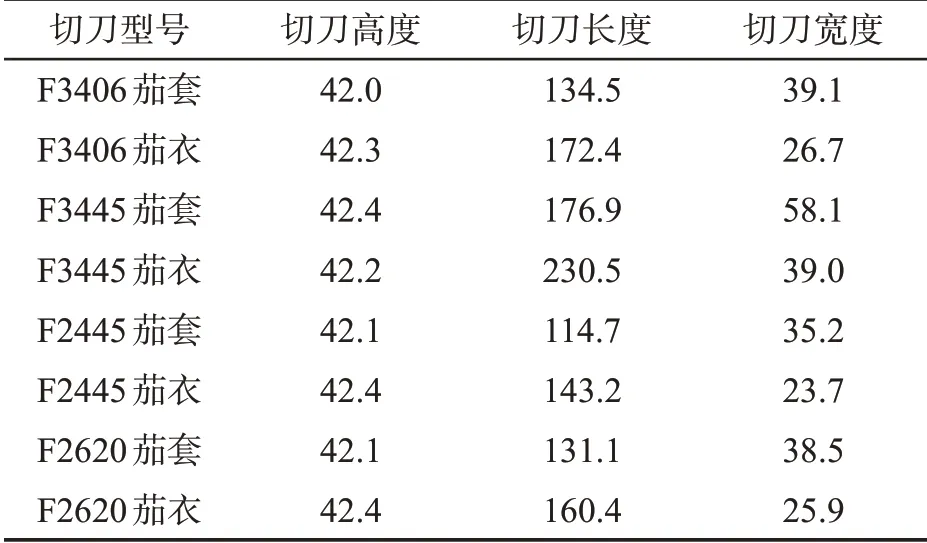
表2 不同型号切刀尺寸Tab.2 Sizes of different type knives (mm)
2.4 磨刀平台角度调节机构的设计
磨刀平台角度调节机构由磨刀平台、旋转轴、螺钉、底座、上调节螺母和下调节螺母组成,见图6。磨刀平台(1)通过旋转轴(2)和螺钉(3)固定在底座(4)上;旋转轴高度不可调节,磨刀平台可绕旋转轴转动;螺钉穿过磨刀平台的孔与底座焊接在一起,螺钉不可旋转和移动。因旋转轴端的高度不可调节,通过调节螺母(5)(6)的高度可调整磨刀平台的高度,进而实现磨刀平台角度可调。
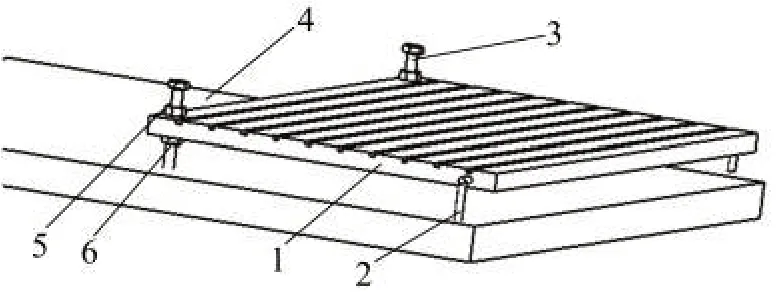
图6 磨刀平台角度调节机构结构示意图Fig.6 Structure of angle adjustment system for knife grinding work table
为提高调节精度,螺钉设计为螺纹直径6 mm、螺距0.75 mm 的单线细牙右旋螺纹,调节螺母(5)(6)的厚度为5.2 mm。根据表1数据,切刀刃角最大可磨削至50.6°,磨刀平台的最大宽度L7=205 mm。因此,螺钉端磨刀平台的高度改变值ΔL=L7tanΔα=205×tan(50.6°-43.0°)=36.2 mm,计算可得螺钉的有效旋合长度为36.2+5.2×2=46.6 mm,故将螺钉的有效旋合长度[10]确定为50 mm。
2.5 砂轮传动机构的设计
砂轮传动机构由总成支架、大带轮、电机轴、V型带、小带轮、锥形轴、砂轮、螺钉等部分组成,见图7。L 形总成支架(1)的悬臂内侧安装有大带轮(2)[设有电机轴(3)]和小带轮(4),大小带轮间利用V型带(5)实现传动;小带轮在悬臂外侧连接有锥形轴(6),锥形轴上的砂轮左端盖(7)和砂轮右端盖(9)共同夹持砂轮(8),并由螺钉(10)压紧,从而实现电机带动砂轮转动。
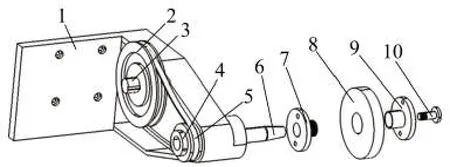
图7 砂轮传动机构结构示意图Fig.7 Structure of grind wheel transmission system
砂轮左端盖的右侧轴设计为右旋外螺纹M22、螺距2.5 mm,右端盖的左侧轴为右旋内螺纹M22、螺距2.5 mm。已知,锥形轴右端与砂轮左端盖的锥面锥度为1 ∶5;大带轮直径d1=120 mm,小带轮直径d2=25 mm,砂轮直径d3=100 mm;配置的动力电机为Y80M2-2 三相异步电动机(德国LENZE 公司),功率P=1.1 kW,额定转速n1=2 830 r/min,效率η1=77%,功率因数cosφ=0.86。经计算,砂轮转速n2=n1d1/d2=13 584 r/min,线速度Vc=πd3n2/60 000=71.09 m/s。
3 应用效果
3.1 实验设计
材料:“泰山(红3G)”机制雪茄烟原料(山东中烟工业有限责任公司济南卷烟厂)。
设备:MIR-01型雪茄卷制机以及茄衣茄套切刀(荷兰SCM公司);茄衣茄套切刀磨刀机(自制)。
方法:取磨损严重、准备更换的茄衣切刀D1、D2 和茄套切刀D3、D4,通过磨刀机进行磨削处理后,在同一台MIR-01 型雪茄卷制机上进行使用。按照表1的方法两次磨削切刀(第3次磨削的使用时间不计入总时间),统计切刀使用时间。
3.2 数据分析
由表3 可见,与新刀相比,随着磨削次数增加,磨削后切刀使用时间呈降低趋势,且明显低于新刀的使用时间;经过两次磨削后4 把切刀均失去正常使用功能。4 把切刀增加两次磨削处理后,茄衣切刀的使用时间平均增加1 734 h/把,增幅43.35%;茄套切刀的使用时间平均增加2 019.5 h/把,增幅
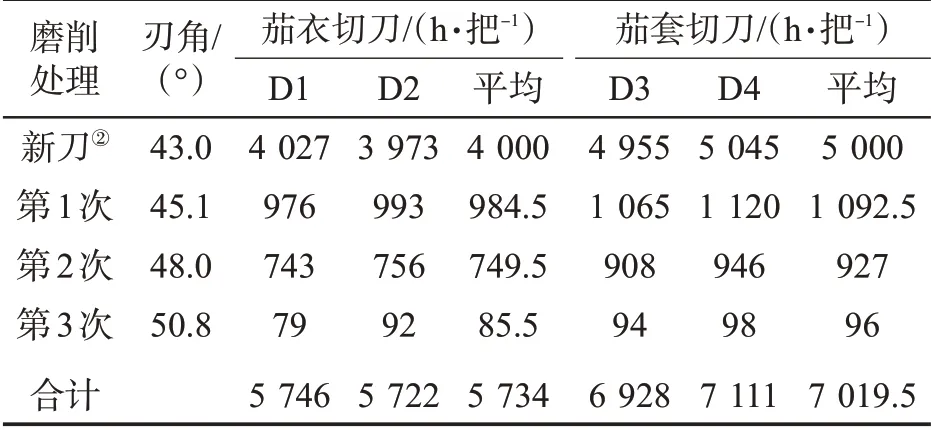
表3 磨削处理后切刀使用时间①Tab.3 Working life of the sharpened knives
40.39%。
4 结论
基于MIR-01 型雪茄卷制机研制了一种茄衣茄套切刀磨刀机,通过模拟计算和运动分析,保证了砂轮高度和磨刀平台角度的精准调控,实现了分层定量磨削切刀的功能。取4把磨损严重的茄衣茄套切刀通过磨刀机进行磨削处理,结果表明:与新刀相比,通过两次磨削后茄衣茄套切刀的使用时间分别增加43.35%和40.39%,有效提高了切刀磨削质量和工作效率。该磨刀机还可应用于MIL 上茄衣机、RCM纱布茄衣机等设备切刀的精准磨削,具有推广应用价值。
