挤出工艺参数控制柱镜光栅片材光栅弯斜的研究
2022-12-12熊建
熊建
(四川省宜宾普拉斯包装材料有限公司,四川 宜宾 644000)
随着经济和科技的快速发展,消费者对产品的品质要求越来越高,3D印刷品以其独特的效果紧紧抓住了人们的视线,3D印刷品所用的基材大多采用柱镜光栅片材[1]。柱镜光栅片材是由许多相同半径和间距的小圆柱透镜组成的透明塑料薄片,一侧是平面,另一侧是具有一定曲率半径的周期性起伏变化的半圆柱面(即光栅)[2]。3D印刷品是将合成图像印刷在柱镜光栅片材的平面一侧上,由于柱镜光栅对合成图像具有“缩放”和“分离”的作用,使得观看者两只眼睛可以分别看到不同角度的视差图像从而形成很强的立体感[3],其成像原理见图1。基于这样的特性,合成图像是采用一个方向的整齐排列(阵列),而柱镜光栅片材由于冷却定型收缩的原因会存在光栅弯斜的情况,为了得到更好的3D印刷品就需要柱镜光栅片材的光栅阵列方向尽量不发生弯斜。几种常见光栅弯斜示意见图2。
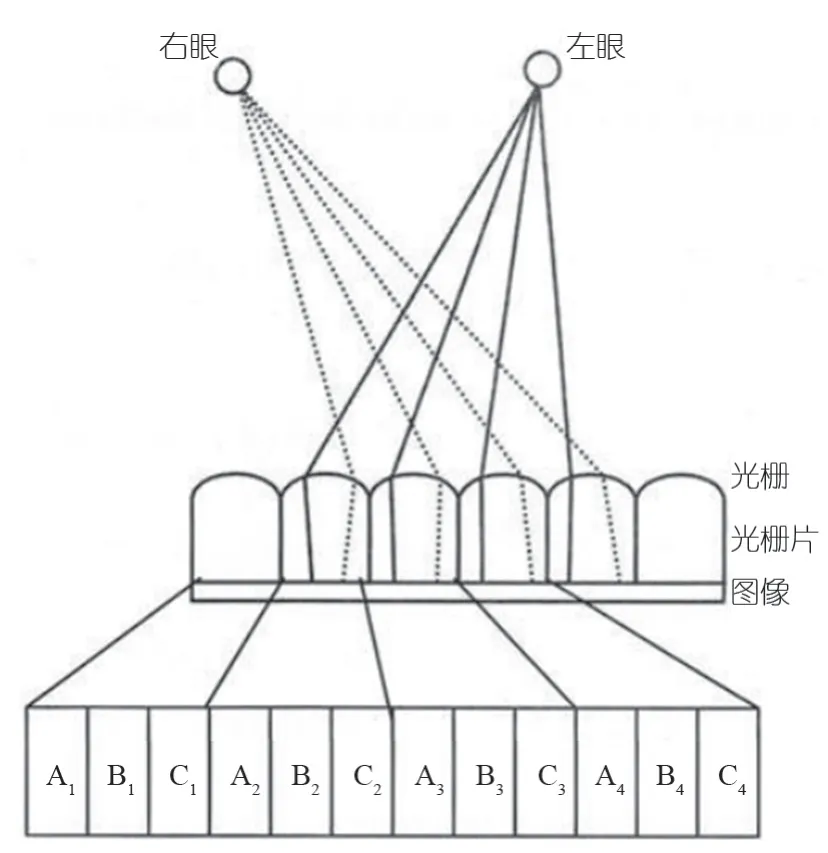
图1 柱镜光栅立体成像原理

图2 几种常见光栅弯斜示意图
在生产过程中为了尽量使柱镜光栅片材的光栅不发生弯斜,可以采用多种方法,如生产设备改造法、定型模具优化法、聚合物共混改性法和加工工艺优化法等。其中,加工工艺优化法是通过更好优化生产工艺参数来控制光栅弯斜,操作简单易行,产品成本低,实用性广。经研究发现,生产工艺条件对柱镜光栅结构的成型有较大的影响,光栅成型的好坏直接影响到光栅的弯斜。因此,如何进行合理的工艺条件控制柱镜光栅片材光栅弯斜便成为优化加工工艺法中的核心问题[4]。
本试验利用正交设计法进行试验设计,考察了聚合物加工温度、中辊(光栅冷却辊)温度、运行速度(包辊时间)对柱镜光栅片材光栅弯斜的影响,指出了进行合理工艺控制的途径。
1 试验部分
1.1 原料及设备仪器
柱镜光栅片材专用料,四川省宜宾普拉斯包装材料有限公司自制APET原料,牌号:86151。
布鲁克纳塑料片材挤出生产线,德国;柱镜光栅片材光栅弯斜检测工具,普拉斯公司自制。
1.2 测试方法
由于柱镜光栅片材光栅都比较细(小于0.5 mm),光栅弯斜幅度也很小,想通过肉眼或高倍放大镜等仪器来区分光栅弯斜基本不可能,所以需要借助检测工具对光栅弯斜情况进行客观反应。光栅弯斜检测是基于光栅宽度设计制作的阵列黑线条,柱镜光栅片材覆盖到光栅条检测工具上会形成放大的阵列聚焦线,这样就可以通过观察阵列聚焦线的弯斜情况来评判光栅条的弯斜情况。其检测方法原理见图3。

图3 柱镜光栅片材光栅弯斜检测方法原理
1.3 工艺流程
PET 塑料片材的挤出生产工艺流程因原料、设备等因素的不同而有所差别,但基本工艺是相同的。柱镜光栅片材的挤出生产只是将三辊压光的中压光冷却辊改为光栅结构成型冷却辊,其他工艺和PET塑料片材一致。柱镜光栅片材采用的是瞬间冷却固化成型,然后再慢慢冷却到室温,这个过程材料还在收缩,材料收缩会影响到成像效果。为了最大限度的减小材料收缩对光栅材料的影响,需要对冷却固化成型过程进行更加精确的控制,进而控制好柱镜光栅片材光栅的弯斜。其工艺流程见图4。

图4 柱镜光栅片材生产工艺流程
1.4 试验方案
表1为正交试验因素水平表,采用三水平三因素正交试验法。试验方案中各因素的水平由查阅相关文献和预先的试验确定。柱镜光栅片材的挤出宽度为710 mm,长度为510 mm(光栅方向),厚度为0.60 mm,线数为75线(1"宽度的光栅条数量)。光栅结构冷却定型辊(中辊)的直径为500 mm,取连续三张片材作试样(中辊一个表面周期),测其光栅聚焦线的弯斜情况作为柱镜光栅片材光栅弯斜的表征。试验结果见表2。

表1 正交试验的因素水平
2 结果与讨论
2.1 判断方法
这里需要引入一个光栅弯斜度的概念,光栅弯斜度是光栅弯斜聚焦线和光栅片材长度方向(光栅方向)的夹角,由于光栅长度选取的都是固定值(510 mm),故光栅弯斜度可以用光栅弯斜聚焦线与光栅片材长度方向偏移最大距离a和偏移最小距离b之差绝对值来判定,即光栅弯斜度=|a-b|,其示意见图5。
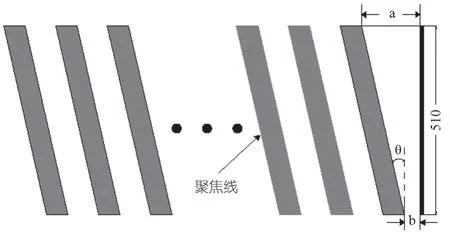
图5 光栅弯斜度示意图
2.2 最佳生产工艺条件的选取
由表2可以看出,因素C的极差最大、因素B的极差次之,即运行速度(冷却时间)、中辊温度对光栅弯斜的影响都较大,其水平要认真考虑选取。因素A的极差最小,其水平选取可相对灵活一些。因素C以其第三水平C3(10 m/min)的平均弯斜度最低,为因素C的优选水平。同样可以看出A和B的优选水平分别为A3和 B2。最后按优选水平组A3B2C3进行验证,结果产品的弯斜度为2 mm,所以A3B2C3即加工温度260 ℃、中辊温度30 ℃、运行速度10m/min为本试验中生产柱镜光栅片材光栅弯斜最好的工艺参数。
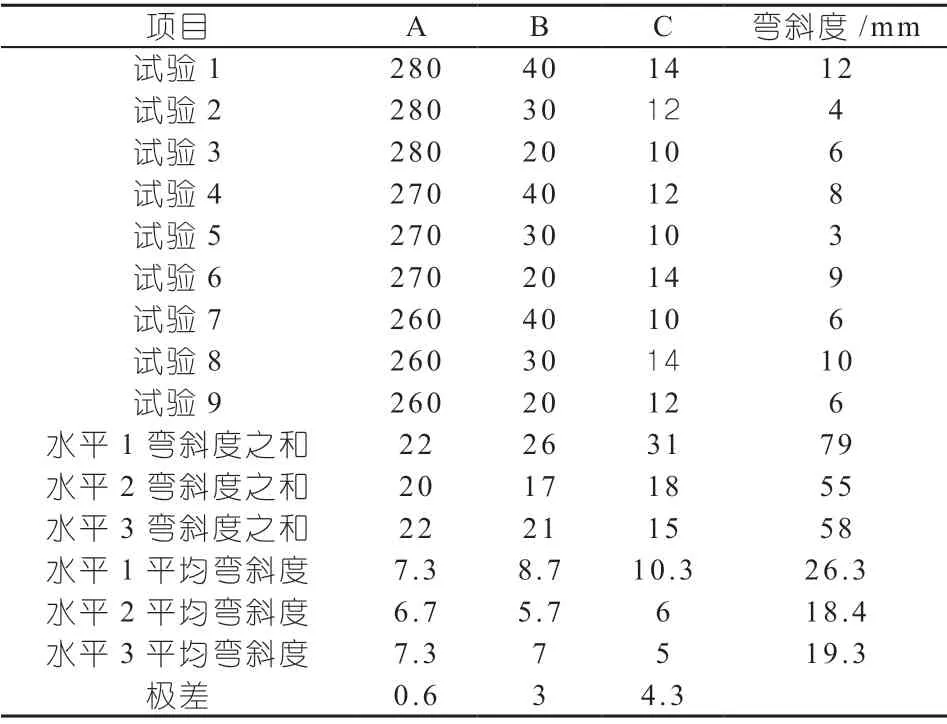
表2 正交试验的结果
2.3 三因素对柱镜光栅片材光栅弯斜的影响
柱镜光栅片材挤出生产过程中,影响光栅弯斜的主要因素是光栅结构在冷却定型辊(中辊)上的定型时间(运行速度)、冷却定型辊(中辊)对柱镜光栅片材定型时的热交换能力(中辊温度)、光栅片材结构成型的结晶度(加工温度)。凡是有利于提高光栅结构定型时间、提高冷却定型热交换能力、提高结构成型结晶质量的因素都可以降低柱镜光栅片材光栅的弯斜。由表2试验结果的分析表明,三因素对光栅弯斜影响的主次顺序分析是:运行速度、中辊温度、加工温度,其中,运行速度和中辊温度都影响较大,加工温度影响较小。
由于冷却定型辊(中辊)的直径是固定的,运行速度过快时,会使得冷却时间更短,对光栅结构的定型不够,同时柱镜光栅片材内部也会有大量的热量不能及时交换出来,造成脱离定型辊(中辊)后的收缩过大,从而使得光栅弯斜增大;运行速度过慢会使得生产效率低下,所以需要选择保证光栅弯斜满足要求的情况下的最大生产速度。中辊温度过低时,光栅结构表面快速定型,会延缓柱镜光栅片材内部热量的释放,从而加大脱离定型辊(中辊)后的收缩变形,使得光栅弯斜增大;中辊温度过高时,光栅结构不能及时定型,牵引力的作用下使得变形力和应力增大,造成脱离定型辊(中辊)后的收缩增加影响光栅的弯斜。口模温度过高,虽然聚合物PET的流动性更好,但不利于光栅结构成型,还会有粘辊、片材发脆等问题,所以需要选择满足聚合物PET融化温度情况下尽量低的温度。
3 结论
(1)生产柱镜光栅片材时,在加工温度、中辊温度、运行速度三因素中,运行速度和中辊温度对光栅弯斜的影响都较大,需要慎重选取,而加工温度相对影响较小。
(2)通过试验得出PET柱镜光栅片材挤出生产的优选生产工艺是:运行速度10 m/min、中辊温度30 ℃、口模温度260 ℃,在此工艺条件下可获得光栅弯斜度2 mm的柱镜光栅片材产品。