瓦楞机传动系统结构优化研究与应用
2022-11-19陈水胜杨立袁博
陈水胜,杨立,袁博
(1.湖北工业大学,武汉 430068;2.武汉城市职业技术学院,武汉 430202)
随着互联网科技和快递行业快速发展,包装材料的需求量急剧增长,对其性能及质量提出了更高要求。瓦楞纸板因其强度高、适应性强、绿色环保等因素成为主要包装材料[1]。当前,瓦楞纸板的生产向高速、宽幅、高质量等方面发展[2-4],瓦楞机作为瓦楞纸板生产核心设备[5],在工作时产生振动与噪音,在造成噪声污染的同时,也严重影响了瓦楞纸板成型质量。目前,关于提高瓦楞纸板成型质量、降低瓦楞机系统的振动及控制技术等方面的研究,大多围绕瓦楞辊齿结构、辊齿啮合突变以及牵引激励等,鲜有针对瓦楞机传动系统结构及控制对其成型质量影响的研究[6-9]。为了满足高效率、高品质的瓦楞成型要求,研究一种高刚度的瓦楞成型传动系统,降低瓦楞机系统振动、提高传动稳定性和可靠性尤为必要。
1 瓦楞纸板成型分析
瓦楞纸板成型原理是瓦楞原纸加热脱去部分水分,瓦楞芯纸获得塑性,瓦楞芯纸进入上、下瓦楞辊间,两辊啮合将瓦楞芯纸挤压成瓦楞形状。芯纸挤压成瓦楞形状的同时,瓦楞面纸经过加热涂胶,由导纸辊引导与压力辊表面贴合,顺着压力辊进入压力辊与下瓦楞辊之间,已挤压成型的芯纸与涂胶后的瓦楞面纸压紧黏合,形成瓦楞纸板[10],其成型示意图见图1。
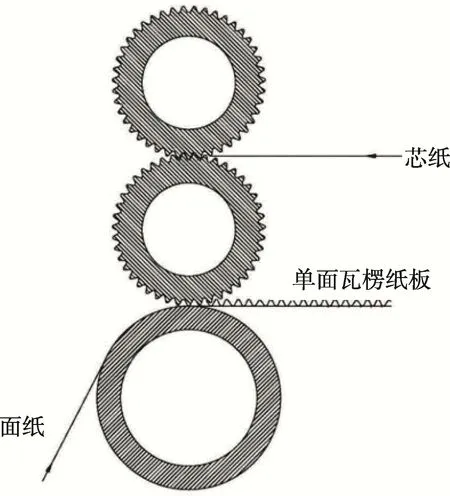
图1 瓦楞成型示意图Fig.1 Schematic diagram of corrugated forming
瓦楞纸板成型过程中瓦楞辊啮合挤压过程对瓦楞纸板质量有重要影响,其影响主要集中在以下几个方面。
1)瓦楞芯纸挤压形成的楞形取决于瓦楞辊的楞形,当瓦楞辊楞形磨损后,瓦楞芯纸形成非标准楞形,出现楞高不达标、楞廓形状向一边倾倒等现象,生产出的瓦楞纸板厚度、强度受到影响。
2)瓦楞辊在啮合时,由于其楞形是渐开线齿轮修型得到,因此在传动时存在齿侧间隙,引起冲击载荷,冲击作用在瓦楞芯纸上,影响芯纸厚度。已经成型的芯纸受到张力作用,沿周向被拉扯,影响了高度以及楞形,严重时甚至会发生破损。
3)瓦楞芯纸中可能存在砂粒等硬物,进入瓦楞辊之间受到挤压产生集中载荷。集中载荷作用在瓦楞辊表面会损伤瓦楞辊,甚至导致瓦楞辊破裂,作用在瓦楞芯纸上时则会影响芯纸厚度,严重时会使芯纸破损。
4)由于瓦楞辊啮合时存在振动,同时上瓦楞辊并未完全固定,上、下瓦楞辊中心距存在浮动,导致芯纸受到张力不规律变化,在与面纸黏合时会发生滑移,导致黏合不牢等问题。
2 瓦楞机传动系统分析
现有瓦楞机大多由电机驱动,且电机位置一般距离传动齿轮较远,需要通过链传动方式将动力远距离传递给齿轮。工作时,电机启动,经减速器将动力传递给主动链轮,再通过从动链轮驱动主动齿轮。主动齿轮与下瓦楞辊相连,给下瓦楞辊传递动力,上、下瓦楞辊啮合,上瓦楞辊跟随下瓦楞辊一起转动,从动齿轮与压力辊相连,带动压力辊转动,具体传动见图2。

图2 瓦楞机传动方案示意图Fig.2 Schematic diagram of corrugator transmission scheme
瓦楞辊楞形是基于渐开线齿廓修形磨削加工得到[11],是特殊楞形,在啮合时产生的冲击载荷比普通渐开线齿轮更大,传动更不平稳,同时瓦楞辊直接啮合时,出于安全性考虑,辊一般为浮动安装,因此两辊中心距不停变动[12],若通过瓦楞辊啮合传动,会使上、下瓦楞辊之间芯纸受到的压力不停变化,成型瓦楞纸板厚度不均,质量降低[13]。另一方面,传动齿轮在实际工作时存在齿侧间隙,传动时产生冲击载荷,加快传动齿轮的磨损,降低齿轮寿命,并导致齿轮传动不稳,产生振动[14-15],影响瓦楞纸板成型质量,带来噪音污染。
结合瓦楞成型主要影响因素分析,现有瓦楞机传动系统主要存在问题如下。1)直接通过瓦楞辊齿啮合传递运动,影响成型质量。
2)齿轮啮合时存在间隙,造成冲击,带来振动,影响成型质量并产生噪声。
3 差齿传动方案分析
基于现有瓦楞机传动系统存在的问题,文中提出了一种新的差齿传动方案,其示意图见图3。

图3 差齿传动方案Fig.3 Differential gear transmission scheme
由于现有瓦楞机直接通过瓦楞辊啮合传动,两辊中心距不规律变化,当上瓦楞辊直接与下瓦楞辊啮合时就会产生不规律压力,导致芯纸受力不均,成型的瓦楞厚度不均,影响质量。为了消除这种影响,应当给瓦楞辊添加约束。图3 中上瓦楞辊也连接了齿轮用于传动,通过设置从动齿轮4 与主动齿轮5 两齿轮的中心距,给瓦楞辊添加约束,防止瓦楞辊齿直接啮合,同时通过齿轮的啮合将动力传递给瓦楞辊。
齿轮4 同轴空套有消隙齿轮10,齿轮10 的作用是用于消除齿侧间隙,减小冲击载荷,从而达到降低振动,提高瓦楞成型质量的目的,其具体工作原理见图4。

图4 消隙齿轮工作示意图Fig.4 Schematic diagram of anti-backlash gear
图4 中齿轮A 为主动齿轮,与下瓦楞辊相连,给下瓦楞辊传递动力,齿轮B 为从动齿轮,与上瓦楞辊相连,给上瓦楞辊传递动力,齿轮C 为空套着的消隙齿轮。当齿轮A 与齿轮B 啮合时,存在周向齿侧间隙。齿轮A 以转速ωa顺时针转动,齿轮B 跟随齿轮A 顺时针转动,由于齿侧间隙的存在,齿轮B 会直接打在齿轮A 的齿面上,产生冲击载荷。齿轮C由于齿数大于齿轮B,转速慢于齿轮B,则两齿轮间存在相对转动。理论上齿轮转动是逐齿进行传递的,但齿轮C 空套,而齿轮A 与齿轮B 是通过轴上键槽刚性连接,因此齿轮C 在传动时会滑动,与齿轮B 存在相对转动角度速度差,即ωcb,齿轮B、C 相对转动的差值均配到齿轮A、B 啮合的每个键槽,用于消除反向间隙,此时的齿轮C 靠近齿轮A 齿槽的右侧。
由于齿轮C 为空套,会受到转动惯性等外部干扰,因此需要添加预紧力,将其压紧,抵御外界干扰,使其能够稳定工作。齿轮C 和齿轮B 的相对转动也受到摩擦力的影响,当齿轮C 受到更大的预紧力时,摩擦力增大,相对转动更多,消隙效果越明显。同时,由于消隙齿轮是空套的,所以容易在传动时受到其他外界干扰,因此当预紧力过大时,摩擦力过大,负载过高,增大了磨损与能耗。另一方面,因为消隙齿轮和传动齿轮的模数相同而齿数不同,并且为同轴安装,所以消隙齿轮需要进行负变位设计。
目前,为了提高瓦楞纸板生产效率,提高了瓦楞机的瓦楞辊长度,因此瓦楞辊一般较长,约为1.5~4 m。由于瓦楞辊较长,单侧传动时,有齿轮的一侧扭矩相较于没有齿轮的一侧更大,会对瓦楞辊产生影响,因此考虑将消隙齿轮安装至对侧,即瓦楞辊两侧都有齿轮,一侧用于传动,一侧用于消除间隙,其示意图见图5。
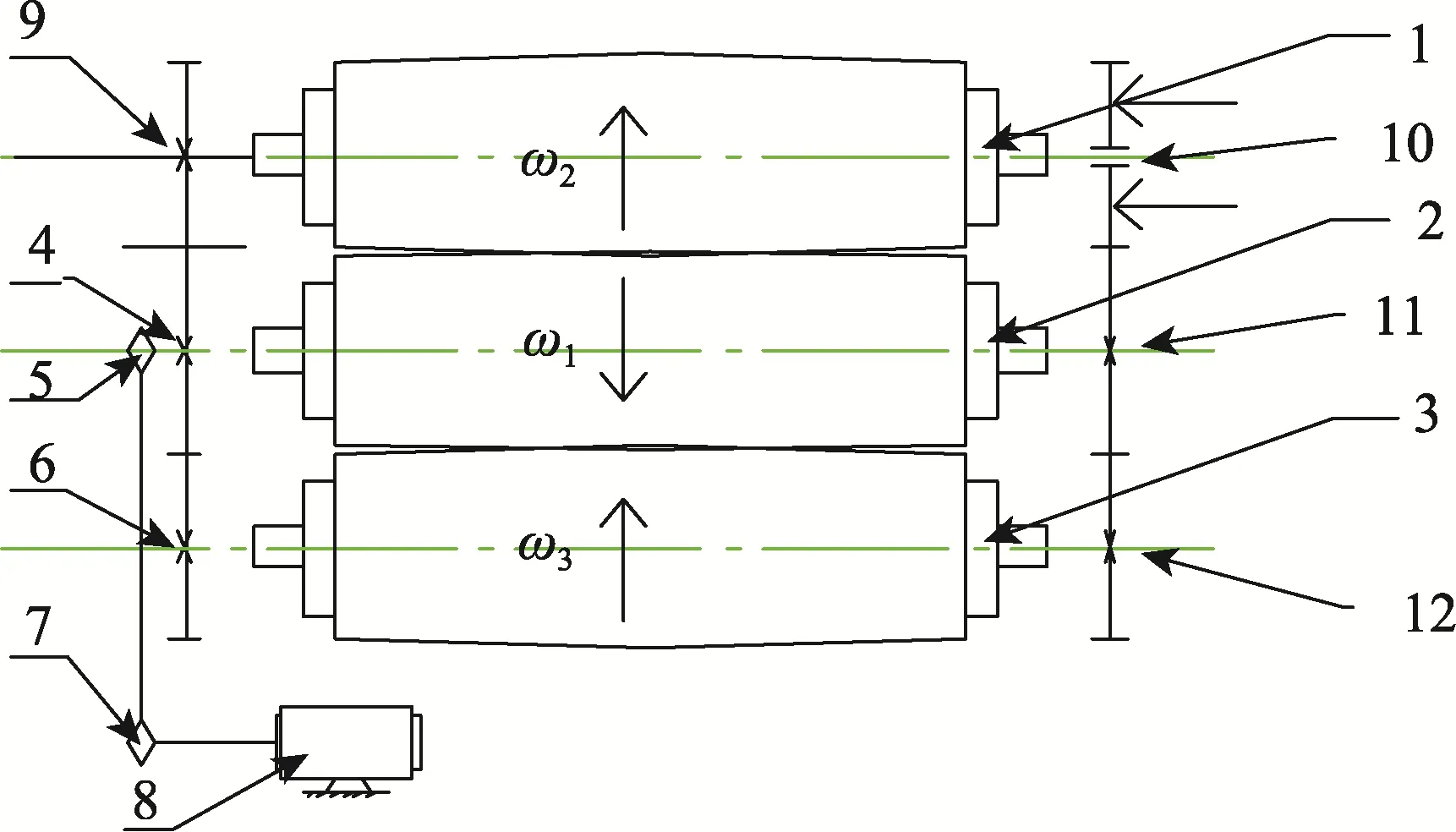
图5 不同侧安装示意图Fig.5 Diagram of installation on different sides
由图5 可见,上瓦楞辊右端空套消隙齿轮10,下瓦楞辊右端刚性添加传动齿轮11。此时,上、下瓦楞辊两侧都有齿轮,并且受到齿轮约束,比起在单侧安装齿轮,瓦楞辊的受力更加均匀,上、下瓦楞辊给芯纸的压力也更加均匀。瓦楞辊在轴端安装齿轮后,工作时瓦楞辊轴会受到扭矩齿的作用,此时如果两端均存在齿轮,则两端均受到扭矩影响,具体受力见图6。

图6 瓦楞辊轴受力示意图Fig.6 Schematic diagram of stress on the corrugated roller shaft
虽然瓦楞辊两侧受到的扭矩均为一个方向,但在实际安装时,存在安装误差,两侧齿轮并不能完全同步,导致同步度误差的产生,从而使两侧受到的扭矩大小不同。同时,上瓦楞辊左侧传动齿轮与右侧消隙齿轮转速不同,右侧消隙齿轮转速较慢,相对于左侧齿轮反向转动,产生了反向扭矩,在方向相反的扭矩作用下,瓦楞辊挠度升高,容易产生扭转形变,影响到楞形。瓦楞辊齿形与瓦楞纸板的生产质量密切相关,瓦楞楞齿变形会导致生产的瓦楞纸板强度下降,并且消隙齿轮的消隙结构需要消隙齿轮与传动齿轮在同一啮合区进行反向消隙,然而在两侧安装齿轮时,会产生同步度误差,影响消隙效果,因此,在实施该方案时应尽可能使主传动齿轮与消隙齿轮处于同一个啮合方向。
4 运动学仿真与分析
4.1 模型建立
模型建立目的是进行模拟仿真,可以适当简化模型,将相关度较低的部位省略,只留下机架、电机、传动齿轮、传动链轮,以及传动输出端的上、下瓦楞辊和压力辊等瓦楞纸板成型部件。瓦楞辊的中凸度的常见范围为 0.3~0.6 mm,而瓦楞辊的长度一般为1.5~4 m,瓦楞辊的中凸度与瓦楞辊的长度比值远小于0.01,因此在建立模型时可以将瓦楞辊模型简化,建立成圆柱形瓦楞辊。
实体模型中瓦楞辊参考现有生产型号瓦楞辊,其具体参数:瓦楞辊楞齿数Z=114,楞高H=2.8 mm,齿顶圆弧半径r1=1.5 mm,齿底圆弧半径r2=1.9 mm,齿顶圆直径d1=320.14 mm,齿底圆直径d2=311.57 mm,瓦楞辊长度L=1 650 mm[16]。
根据上述参数建立各辊后再建立机架模型,并进行装配,最后建立齿轮模型,由于消隙齿轮属于变位传动,因此根据变位齿轮的设计原则计算消隙齿轮齿数,具体参数见表1。
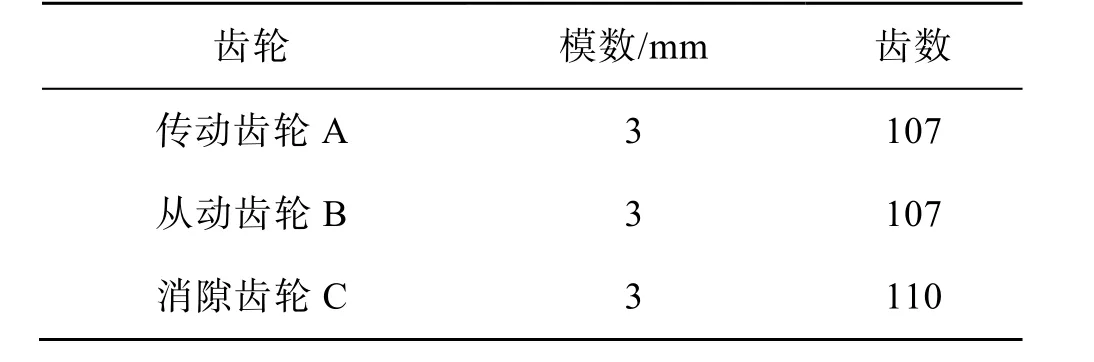
表1 齿轮参数Tab.1 Gear parameter
该课题主要针对齿轮传动时齿侧间隙产生的振动进行消除,因此可以将瓦楞辊浮动结构简化为直接通过键轴与传动齿轮相连的结构,消隙齿轮C 外侧有黄铜垫片,并且顶端安装了弹簧垫片,弹簧垫片上面加螺栓和螺母,通过拧紧和拧松螺母以调节预紧力。主动齿轮的转动由传动链轮传递,为了简化模型,将传动链轮简化处理,最终的传动部位实体模型示意见图7。
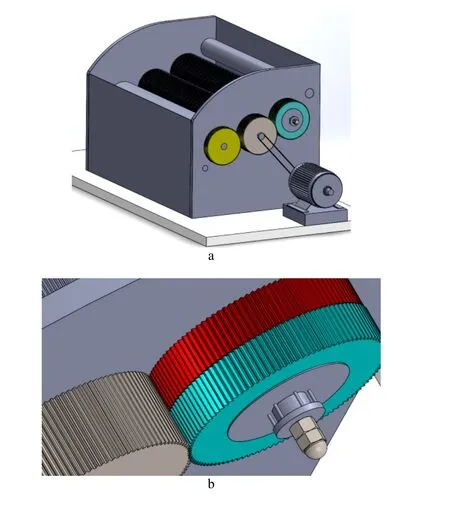
图7 差齿传动结构实体模型Fig.7 Physical model of differential gear transmission structure
4.2 仿真内容与结果分析
由SolidWorks 软件建立简化差齿传动结构实体模型,保存为parasolid 类型,打开ADAMS,将实体模型导入。设置参与仿真的零部件的材料属性,其中瓦楞辊部分材料设置为45CrMo,齿轮部分根据实际情况,将材料密度设置为7 800 kg/m³,其余机架部分设置为钢材。实际生产中瓦楞辊存在自身重力,因此沿着y轴负方向添加重力g,固定机架,将瓦楞辊与机架装配,在给主动齿轮、从动齿轮、消隙齿轮添加转动副时,将齿轮和瓦楞辊配合,使转动能够传递给瓦楞辊,最后给主动齿轮添加转速。齿轮转速参考同型号瓦楞机生产参数,设置转速为50 r/min,换算成角度制为300 deg/s。因为需要观察差齿传动结构降低振动、提高传动平稳性的效果,所以需要进行对比,则前后进行2 次仿真模拟。2 次模拟参数不变,只是在第2 次模拟时将消隙齿轮设定为哑物体,仅用于其他构件参与运算的参考部件,不参与实际的仿真运算。最终取上瓦楞辊角速度以及角加速度随时间的变化进行比较,见图8。

图8 仿真结果对比Fig.8 Comparison of simulation results
通过对比角速度变化图发现,在差齿传动结构优化前,前2 秒内角速度较为平稳,基本控制在75~225 deg/s 内,整个仿真过程中,有5 次较大角速度波动,峰值最高达到约 750 deg/s。在差齿传动结构优化后,整个过程角速度平稳,角速度波动范围控制在100~150 deg/s 内,并且大的波动仅有1 次。
在差齿传动结构优化前,2.25 s 之后上瓦楞辊角加速度开始有了较大的波动,在整个过程中经过差齿传动结构优化的上瓦楞辊角加速度更为平稳,但上瓦楞辊角加速度在优化前后均在极短时间发生了多次波动。
对对比结果进行分析可以得出结论如下。
1)齿轮在工作时,由于重合度问题,齿轮无法完全达到每齿啮合的无缝衔接效果,因此会有瞬时波动的情况出现,这在图8 中的数次波动表现了出来。
2)对比优化前后角速度与角加速度随时间变化的趋势可以看出,结构优化后,角速度与角加速度变化更为平稳,特别是角速度的变化情况,在经过结构优化之后仅有1 次较大波动,因此当消隙齿轮结构存在时,瓦楞机传动更为平稳,上瓦楞辊工作更为稳定。
5 试验验证
试验将前文提及的传动结构安装在现有瓦楞机上进行试验,具体实施方案见图9。
5.1 试验方案
噪声试验方案:以瓦楞机为原点,分别将距瓦楞机前侧、右侧、后侧半米的地方设置测试点1、2、3。在3 个测试点收集改装前,以及改装后预紧力分别为0、5、10 N·m 这4 种条件下瓦楞机在生产速度为50 m/min和100 m/min 时产生的噪音大小,并对收集的数据整理分析。
瓦楞纸板质量试验方案:取改装前,以及改装后预紧力为0、5、10 N·m 这4 种条件下的瓦楞机生产的瓦楞纸板,每隔3 mm 测量一次纸板厚度,一共取30 组数据,结果见表2。
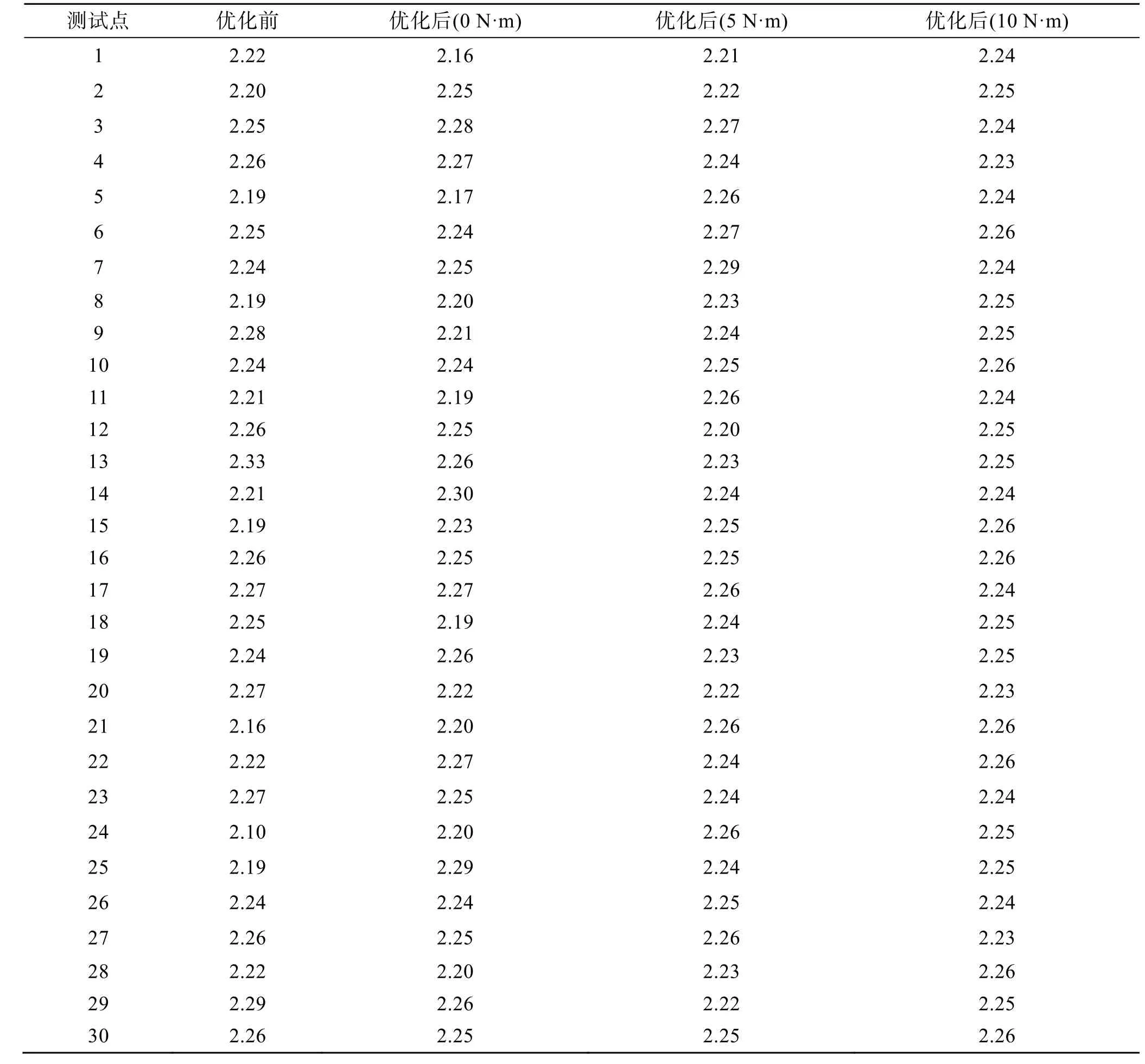
表2 瓦楞纸板厚度Tab.2 Corrugated board thickness mm
5.2 试验结果
当瓦楞机转速为50 m/min 时,测试点得到的噪声大小见表3。当瓦楞机转速为100 m/min 时,测试点得到的噪声大小见表4。

表3 低速时噪声Tab.3 Noise at low speed dB
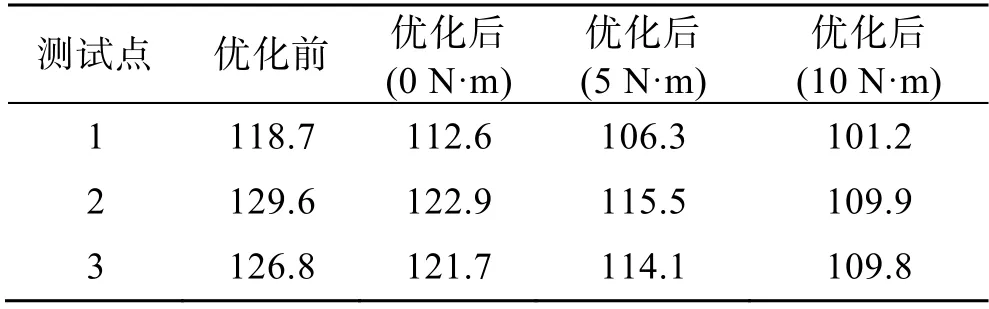
表4 高速时噪声Tab.5 Noise at high speed dB
将试验数据整理成折线图,见图10。
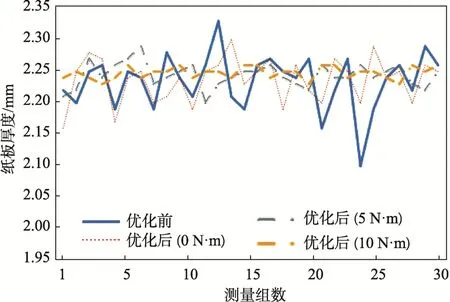
图10 瓦楞纸板厚度折线图Fig.10 Line chart of corrugated board thickness
5.3 试验结论
将试验结果整理后发现优化效果与预紧力呈正相关关系,瓦楞机噪声降低了4%~15.2%,瓦楞纸板厚度极值之差从0.23 mm 降低至0.09 mm,得出瓦楞机传动系统优化结构能够降低瓦楞机工作时的振动情况,有效提高了瓦楞纸板成型质量,且得出提升效果与优化结构的预紧力成正相关的结论。
6 结语
文中结合瓦楞成型影响因素和现有瓦楞机传动系统特点,分析了现有瓦楞机存在的问题,基于此给出新的传动方案,结合瓦楞机结构特点对不同安装方式进行了分析对比,确定了新的方案,为瓦楞机减振,提高瓦楞成型质量提供了新的思路。
建立模型并对不同传动方案进行运动学仿真,得到优化前后瓦楞辊的角速度与角加速度图谱,分析对比图谱确定了差齿传动方案的有效性。
通过改装设备进行实体试验,测试瓦楞机工作噪声以及瓦楞纸板厚度,验证了差齿传动方案的可行性。
