微织构硬质合金立铣刀铣削高硅铝合金的切削力研究
2022-11-15刘锐周利平刘小莹李凯
刘锐,周利平,刘小莹,李凯
1西华大学机械工程学院;2成都医学院
1 引言
随着我国制造业的发展,机械加工也朝着更高水平发展。对航天航空、医疗器械和精密仪器等领域的关键零部件加工显得尤为重要,同时对加工方式以及加工刀具提出了更高的要求。高硅铝合金因其较低的热膨胀系数、高耐磨性及稳定性,具有很好的发展前景[1]。但高硅铝合金属于难加工材料,加工时会增加刀具的切削力和切削温度,因此很大程度上缩短了刀具的寿命,降低了加工质量,增加了加工成本。
针对改善刀具切削性能的问题,学者们从不同方向进行了相关研究,基于摩擦学和仿生学理论,提出了微织构(微纹理)刀具。研究发现,在刀具表面置入微织构能够降低加工过程中的切削力和切削温度[2-4]。但现有的微织构刀具切削铝合金相关研究仅分析了微织构尺寸的宽度(直径)、深度和间距三者中的两个参数[5],并未将三个参数进行整体研究。目前针对微织构的研究主要集中于对微织构的制备技术[6]、不同润滑下微织构性能[7]、切削参数优化等方面[8],而对具有微织构的整体式硬质合金立铣刀研究较少。
为了研究微织构参数对硬质合金立铣刀铣削高硅铝合金的切削力的影响,还需要对微织构的宽度、深度和间距三个结构参数进行深入研究。本文采用GU20硬质合金刀具,运用Deform-3D仿真软件对微织构硬质合金刀具铣削高硅铝合金进行有限元仿真,并通过铣削实验进行验证,为加工高硅铝合金的微织构刀具结构参数提供标准化的参考。
2 有限元分析
有限元分析具有高效精确的数学算法,不仅降低了实验成本,同时节省了研究时间,提高了工作效率。Deform-3D软件主要运用在切削加工、热处理和锻造等方面,拥有标准的刀具库及材料库,具有自适应网格划分的功能,使得求解过程更加精准,因此本文使用Deform-3D切削模块进行仿真分析。
正交实验设计是分式析因设计的主要方法,当实验次数太多时,可以选择部分有代表性的水平组合进行实验,以降低实验成本。通过对微织构的参数变量分析,可以确定正交实验的因素与水平。在微织构立铣刀铣削高硅铝合金实验中主要研究沟槽形微织构宽度、间距和深度对加工过程切削力的影响,因此将微织构的宽度、间距和深度作为正交实验的三个因素,并对每个因素确立三个水平进行正交实验。通过前期查阅资料,最终确定正交实验水平参数如表1所示。
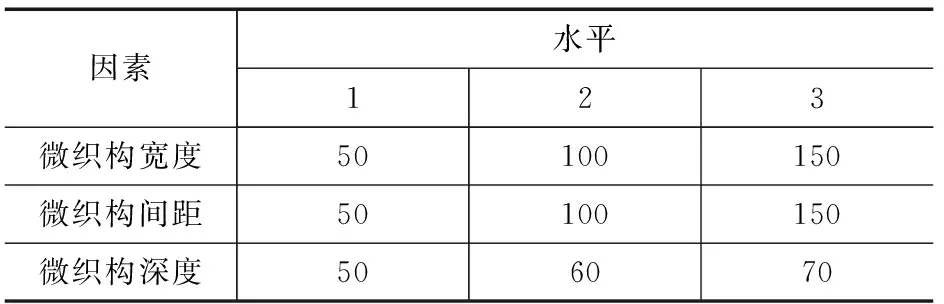
表1 正交实验因素水平参数 (μm)
在不考虑因素交互作用的情况下,按照L9(33)正交表安排实验,得到如表2所示的正交实验方案,其中,第10组为无微织构对照组。
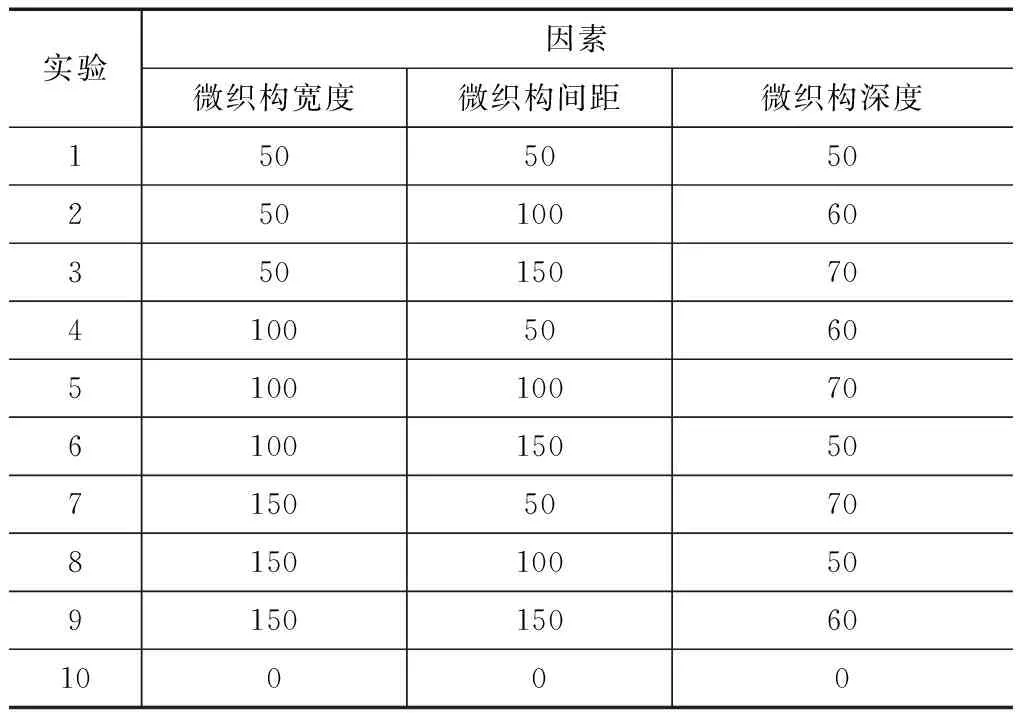
表2 正交实验方案 (μm)
3 有限元模型仿真
3.1 铣刀模型建立及网格划分
采用SolidWorks软件建立微织构立铣刀的三维模型(见图1),将刀具和工件模型保存为.stl文件并导入Deform-3D软件,指定刀具和工件材料,其参数分别见表3和表4。
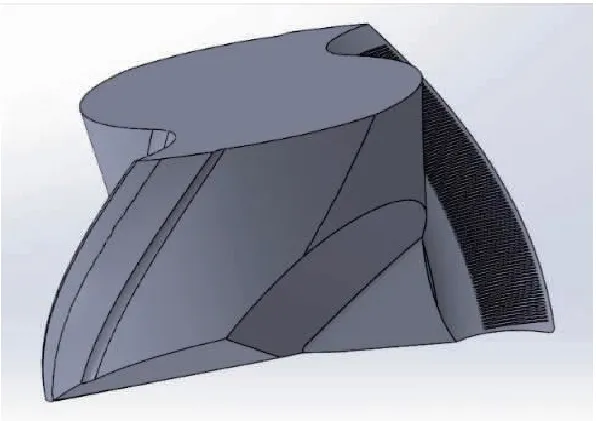
图1 微织构铣刀模型

表3 刀具材料(GU20)参数
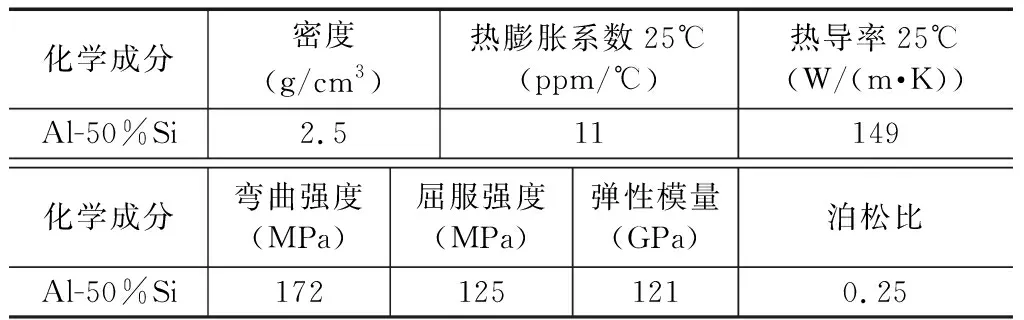
表4 工件材料(高硅铝合金)参数
切削用量决定了刀具的寿命和加工质量。通过本实验室以往对高硅铝合金CE11铣削研究,确定切削深度以及切削宽度为8mm,经过前期研究及查阅金属切削手册可确定实验切削参数:转速为3000r/min,进给速度为1200mm/min。由于本文仅研究微织构结构参数对切削力的影响,在排除切削用量对实验结果的影响后,仅对这组切削用量进行实验研究。
网格划分决定实验精度,网格过大会使仿真结果不够精准,网格太小会使得计算时间太长。考虑到切削参数及仿真时间,刀具和工件均采用相对网格划分,工件网格数设为50000个,由于微织构最小尺寸为50μm,因此刀具网格更细化,数量设为100000个,网格尺寸比设为1,如图2所示。
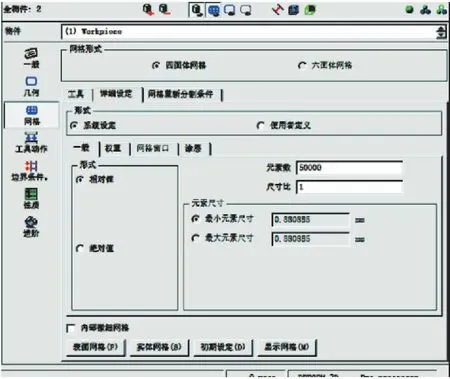
图2 网格划分设置
网格划分后,需要对工件进行边界条件设置。将工件底面、侧面进行固定约束,同时打开外部热交换按钮进行设定,如图3所示。
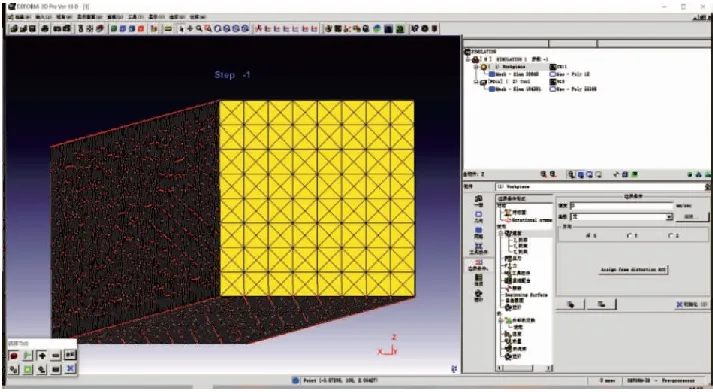
图3 边界条件设置
3.2 仿真结果分析
对正交实验方案的10组数据分别进行有限元仿真。仿真结束后,利用Deform自带的后处理功能查看数据,如图4所示,将数据存储为文本格式以便进行数据处理。经过整理切削力数据见表5。
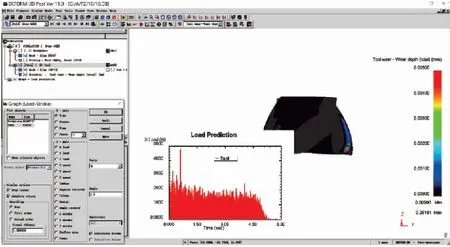
图4 后处理切削力
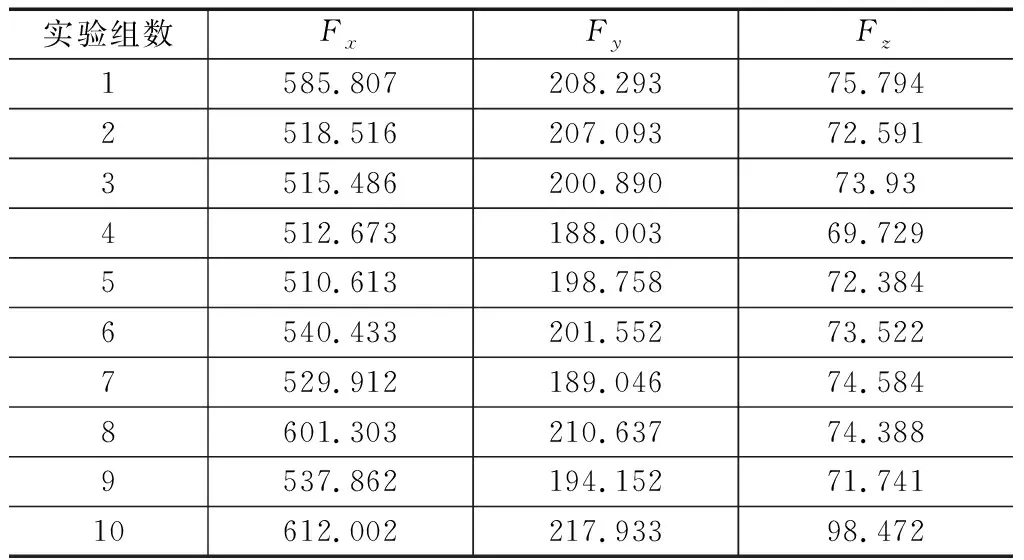
表5 切削力实验数据 (N)
运用MATLAB软件绘制切削力值,变化趋势如图5所示。为了更加直观地比较微织构刀具和无微织构刀具切削力值,用虚线表示第10组(无微织构对照组)作为参考。
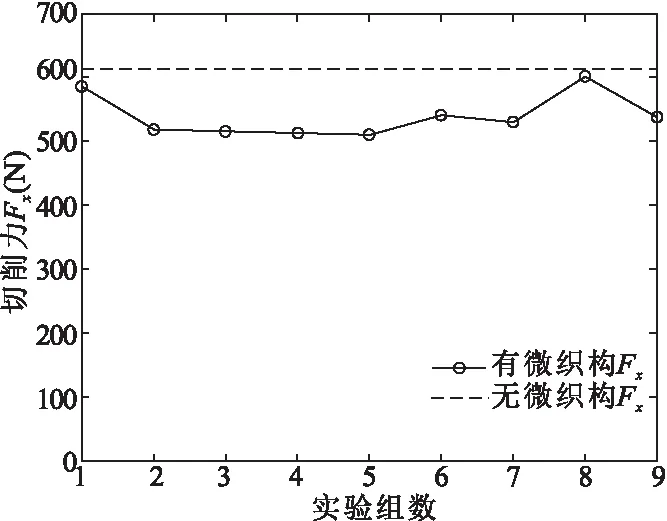
图5 切削力变化
分析实验结果可知,切削力Fx,Fy,Fz之中,主切削力Fx变化最大,切深抗力Fz变化最小。此外,有微织构刀具的切削力均明显小于无微织构刀具;根据计算可以得出主切削力Fx最多降低了16.6%,进给抗力Fy最多降低了13.7%,切深抗力Fz最多降低了29.2%。
为了研究微织构参数对硬质合金刀具切削性能的影响程度,结合正交试验方案表2对切削力实验数据表5进行极差分析,其中K1,K2,K3为该因素下(微织构宽度、间距、深度)某一水平对应的切削力之和,均按照水平值从小到大进行分析,t1,t2,t3分别为K1,K2,K3的平均值,R为tmax和tmin的差值,R越大,表明对实验影响越大;R越小,则对实验影响越不显著。令A为微织构宽度,B为微织构间距,C为微织构深度,极差分析结果如表6所示。
通过表6对三个方向的切削力分析可得出以下结论:①微织构深度(因素C)对硬质合金刀具加工时的切削力影响最大;②当微织构宽度为100μm(A2)时,降低切削力的效果均比当微织构宽度为50μm(A1)和150μm(A3)更显著;③当微织构深度为70μm(C3),微织构宽度为100μm(A2),微织构间距为150μm(B3)时,主切削力Fx变化最小;④当微织构深度为70μm(C3),微织构宽度为100μm(A2),微织构间距为50μm(B1)时,进给抗力Fy变化最小;⑤当微织构深度为60μm(C2),微织构宽度为100μm(A2),微织构间距为150μm(B3)时,切深抗力Fz变化最小。
4 实验验证
在CNC-1270加工中心对有限元仿真结果进行铣削实验验证,使用YLP-30激光打标器进行微织构的制备,制备完毕后对刀具进行打磨以及超声清洗,以保证微织构的质量,微织构刀具如图6所示。选用Kistler压电测力仪测量切削力,将工件按照要求固定在压电晶体传感器上,通过传感器、数据采集卡以及计算机的交互作用,通过数据处理软件将加工过程的切削力记录下来,微织构的参数及铣削实验条件与仿真分析条件保持一致。
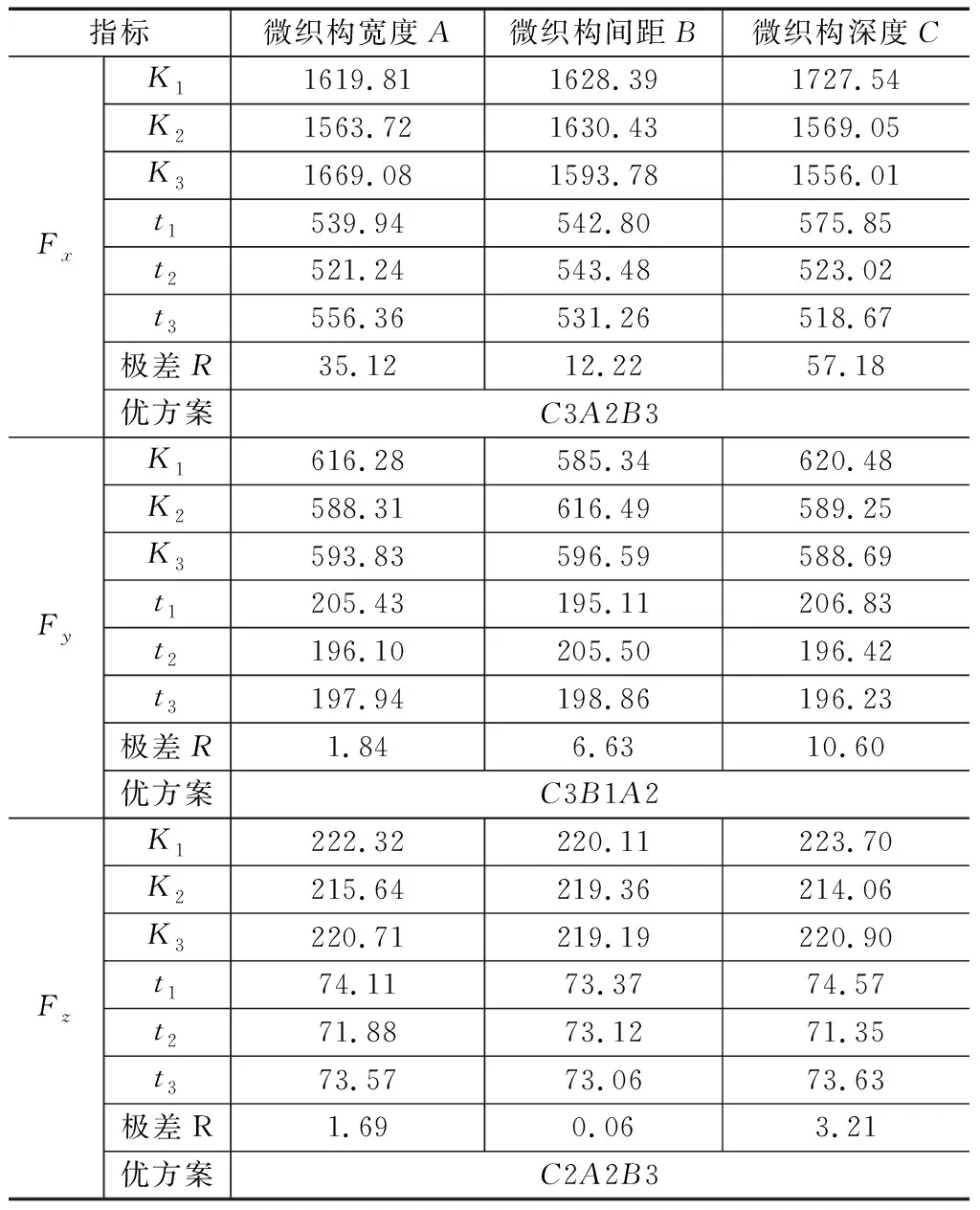
表6 切削力极差分析
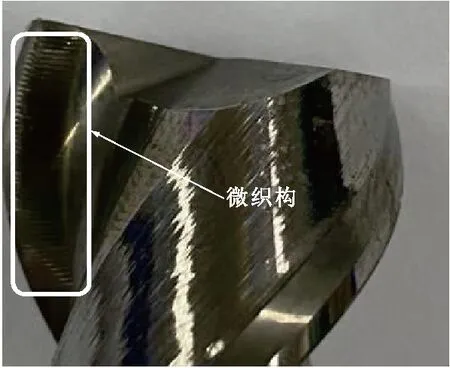
图6 微织构铣刀(第9组)
在上述条件下进行铣削实验,利用Dynoware软件截取稳定切削区域的切削力平均值,则整个铣削过程的平均切削力如表7所示。
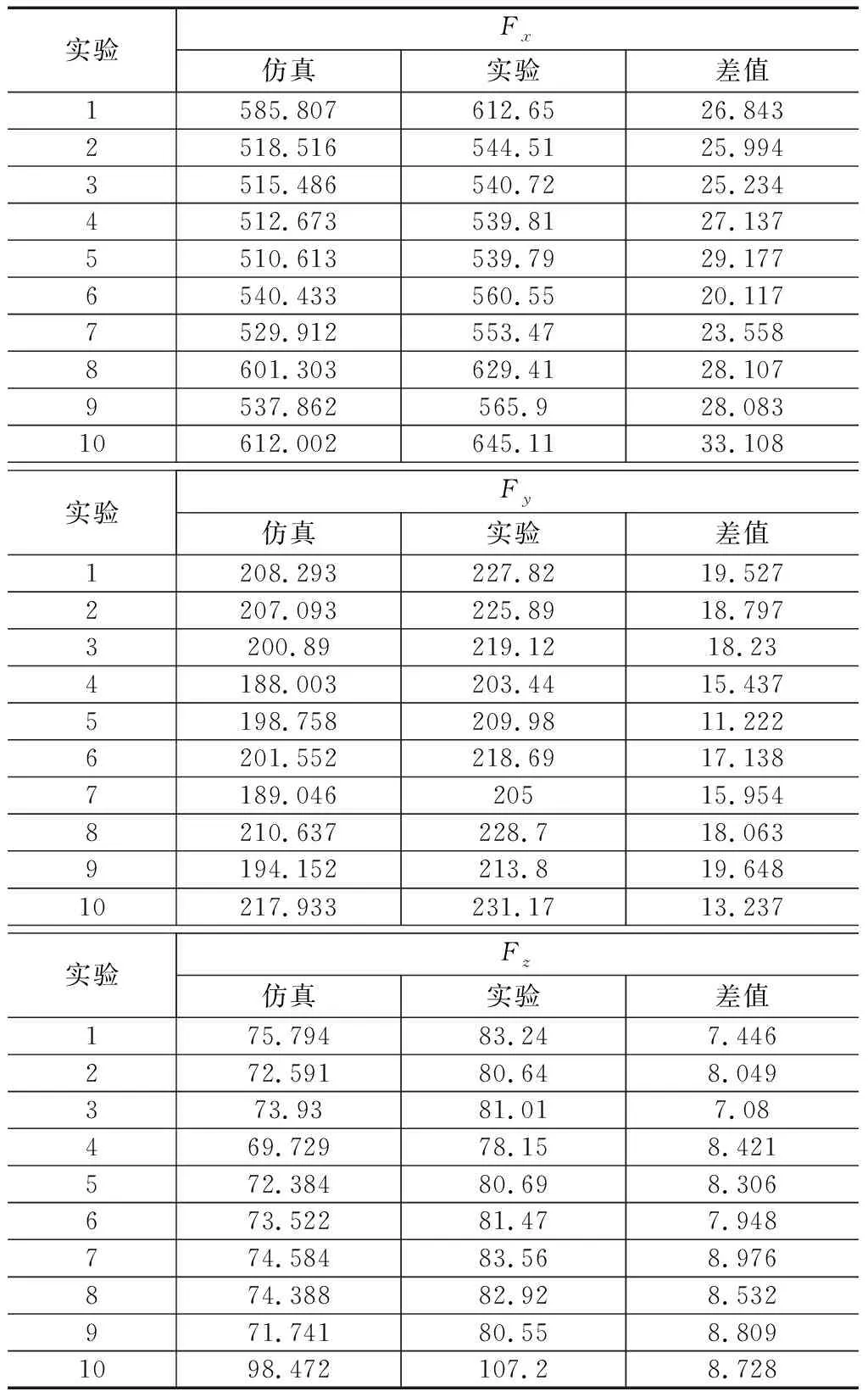
表7 切削力实验数据 (N)
分析实验结果可得:实验数据和有限元仿真数据存在差异,但误差较小且切削力值的大小变化规律保持一致,说明仿真结果数据准确;通过对实验过程分析,铣削实验的误差可能是由微织构的精度、数据截取误差和设备误差等方面导致的。
5 结语
(1)通过微织构硬质合金刀具切削实验可以得出,在刀具表面合理布置微织构能够降低切削力,改善硬质合金刀具的加工性能 ,其中微织构刀具主切削力最大降低了16.6%,进给抗力最多降低了13.7%,切深抗力最多降低了29.2%,有效解决了加工高硅铝合金切削力增大的问题。
(2)微织构的宽度、间距和深度对切削力的影响程度存在差异,其中微织构的深度对切削力的影响最大。
(3)虽然仿真结果与实验所得的切削力存在差异,但是差异较小,并且数据的趋势保持一致,因此也证明了仿真结果的可靠性。
