基于振动信号的汽车纵梁腹面冲漏孔智能在线检测技术
2022-07-26黄中生李靖祥赵升吨
黄中生,李靖祥,赵升吨
基于振动信号的汽车纵梁腹面冲漏孔智能在线检测技术
黄中生,李靖祥,赵升吨
(西安交通大学 机械工程学院,西安 710049)
目的 针对传统汽车纵梁腹面冲孔过程中产生的加工孔漏冲现象,提出一种基于振动信号的智能漏孔在线检测技术。方法 在纵梁冲孔设备上合理布置加速度传感器,对采集的振动信号进行时域和频域特性分析,构建归一化的压缩混合域特性指标矩阵,提取正常冲孔和漏冲信号的可靠评价指标,并进一步建立漏孔的智能在线检测方案。结果 在时域上,漏冲信号的平均值和有效值要比正常冲信号的低,同时具有明显冲击峰的波峰个数要少;在频域上,漏冲信号的频率幅值最大值、频率幅值平均值以及能量要比正常冲信号的低,但是其变异系数要比正常冲信号的高。结论 提出了一种智能漏孔检测方案,可以通过对采集的信号进行预判断、处理、特征提取、检测判断等,分离出漏冲信号和正常冲信号。
汽车纵梁;漏孔;智能检测;振动信号
汽车底盘连接件一般由纵梁、横梁以及其他相关附件构成,是汽车底盘组成的必要构件[1]。如图1所示,纵梁是汽车上不可缺少的受力部件,除了作为承力构件承载着汽车整体绝大部分的重量,还会吸收行驶过程中产生的绝大部分撞击能量[2]。为了满足世界环保和节能的要求,汽车工艺也越来越向轻量化方向发展。在纵梁生产中,高强度钢板使用的比例越来越大,同时对纵梁的强度要求越来越高,对汽车纵梁的制造要求也越来越高。为了满足安全、耐用等需求,梁类结构需要拥有更高的强度以及更小的变形量,所以梁类的成形加工更加困难,同时加工后也容易发生应力成形回弹现象,进而对梁类的尺寸精度有很大的影响[3-5]。

图1 汽车纵梁示意图
目前现有的底盘纵梁装配孔加工工艺主要有以下3类:(1)传统的钻孔工艺,该工艺主要是根据需求先在钢板上进行划线,然后根据所划的加工线进行钻孔加工,或者根据提前设计好的钻孔模板进行加工[6];(2)平板纵梁冲孔工艺,相较于传统的钻孔工艺,该种加工方式更适用于大批量、少品种的加工,主要采用专用的数控平板冲孔线,该种加工方式不需要额外的钻孔模板或者冲孔模,其适用范围以及加工柔性使该种加工方式成为目前最符合汽车纵梁冲孔加工的工艺[6-7];(3)U形纵梁冲孔工艺,相较于传统的钻孔工艺和平板纵梁冲孔工艺,该种加工方式多用于进行小批量、多品种的加工,主要采用专门的数控三面冲孔生产线,直接对已经成形的U形纵梁进行加工,不需要像平板纵梁加工时那样使用额外的压力机成形U形纵梁,因此其加工精度较高[8-9]。
在现有的纵梁冲孔工艺生产中,调模的失误或者模具冲针的突然断裂,或者是操作者本身在操作过程中的操作失误都会产生装配孔漏冲的现象,而目前还是主要依靠人工目测对纵梁冲孔漏孔进行检测,该种方式自动化程度低、效率不高,而且容易产生误差。
国内外学者在如何实现纵梁漏孔的智能在线检测方面做了大量的工作。早在1980年,Blitchington等[10]发明了一种对板上已有冲孔进行计数和检测的装置。同样,武汉科技大学也设计出了一种利用图像处理技术对汽车纵梁安装孔进行检测的装置,如图2所示[11],该装置利用自制的小车在加工完的纵梁上来回移动,通过小车上的CCD工业相机对纵梁整体进行扫描,然后通过软件对纵梁上的安装孔进行计数,进而判断是否存在漏孔。

图2 武汉科技大学设计的冲孔尺寸检测装置[11]
目前对汽车纵梁安装孔进行漏孔检测的技术绝大多数还是基于机器视觉、图像处理等手段[12-13],这些技术一般对环境要求比较苛刻,同时基于此类技术设计的检测装置容易受光源影响,进而影响检测速度[14],检测装置一般也是在冲孔完成后进行检测,检测结果实时性较差。因此,文中在前人研究的基础上,对正常冲孔和漏冲过程进行采集实验,对正常冲孔振动信号和漏冲振动信号进行特性分析和特征提取,提出了一种基于振动信号的智能漏孔检测技术。
1 纵梁冲孔过程振动信号的采集
1.1 纵梁冲孔的冲孔原理
常见冲孔设备的腹面冲孔主机单元主要由腹面大主机床身、腹面小主机床身、主机底座、方向移动底座、大主机前检测、小主机前检测等组成,与其相邻的还有废料输送装置、模具部件、压料部件等[15-16]。
冲孔设备的工作原理如下:先将加工程序输入到数控系统中,同时外部上料机构开始工作,将U形纵梁运送到生产线上,大、小腹面冲孔液压缸在电机的带动下进行竖直向下的运动;运动一段时间后,大、小腹面冲孔主机根据预先设定在数控系统中的程序对运送过来的U形纵梁进行移动定位,定位完成后对纵梁进行压边操作,之后液压缸开始工作,推杆对U形纵梁进行冲孔;完成冲孔动作后,电机带动大、小腹面冲孔液压缸进行向上的回程运动。
1.2 纵梁冲孔的振动信号采集实验
由1.1节内容可知,汽车U形纵梁在冲孔过程中会经历3个阶段:第1阶段是大、小腹面冲孔机在电机的带动下向下的行进运动;第2阶段是腹面冲孔机在液压作用下向下的冲孔运动;第3阶段是腹面冲孔机在电机带动下向上的回程运动。这3个阶段也表示了冲孔机的加速度经历了3个阶段,因此文中通过在腹面冲孔设备上增加多个振动加速度传感器来对汽车U形纵梁冲孔过程中振动加速度的变化情况进行采集,图3为文中使用的纵梁冲孔实验设备。

图3 纵梁腹面冲孔实验设备
实验中,在冲孔设备模具运动部件上安装振动加速度传感器1#,在固定机架位置上安装振动加速度传感器2#,传感器1#和2#分别用来采集正常冲孔过程和漏冲时的振动信号。通过对2种传感器采集到的振动信号进行分析和比较,最终确定使用传感器1#采集到的振动信号。
2 纵梁冲孔振动信号的分析与特征提取
2.1 纵梁冲孔振动信号的处理
通过振动信号采集实验,采集了纵梁腹面冲孔设备在冲孔过程中产生的振动信号,从数据中分类筛选出产生漏冲现象的漏冲振动信号以及未产生漏冲现象的正常冲孔振动信号。通过本次实验,总计得到振动信号944组,其中漏冲信号256组,正常冲孔信号688组。
图4为正常振动信号和漏冲信号的时频图,可以看出,2类信号均在低频段内存在能量集中的现象,而正常冲孔时信号的时频图上有3条明显的光带,表示了冲孔过程中的3个过程:冲孔机整体的竖直下落过程;冲孔机冲头的正常冲孔过程;冲孔机整体的回程上升过程。漏冲信号相比正常信号缺失了正常冲孔过程中冲头和机架共振产生的能量集中现象,因此时频图仅存在2条明显的光带。

图4 2类振动信号时频图
2类信号时频域的分析流程和特征提取的流程如图5所示。首先对采集到的原始振动信号进行预处理,包括滤波、降频以及去除直流分量;然后分别在时域和频域上对信号进行再次处理,包括傅里叶变换、经验模态分解等;最后分析对比提取出的时域以及频域的特征参数,得出2类信号的差异。
2.2 纵梁冲孔振动信号的时域分析及特征提取
振动信号的时域特征值主要分为2类:有量纲特征值和无量纲特征值,文中主要使用了平均值、有效值、峰值、峰峰值、峰值因子、峭度、波形因子、脉冲因子、裕度因子和能量(分别对应图6中特征值1—10)作为10类时域的特征参数,如图6所示,任取96组漏冲信号和96组正常信号作为训练样本,提取计算出两者的时域特征值进行对比。可以看出,经过处理后,时域下的故障振动信号和正常信号在特征值1、特征值2、特征值3、特征值4以及特征值10上具有比较明显的差异,据此可以假设:在纵梁冲孔过程中,由漏冲产生的振动信号在时域内的平均值、有效值和能量均要低于未产生漏冲现象的正常振动信号的。

图5 振动信号分析流程

图6 正常冲信号和漏冲信号的时域特征值对比
从漏冲振动信号和正常冲孔振动信号的冲孔过程和时频图可以看出,故障信号和正常信号在振动加速度曲线上最明显的表现为缺少了冲头正常冲孔过程中由于振动产生的波峰,因此可以对2类信号在时域有限范围内进行多次曲线包络,突出振动信号的振动波峰,如图7所示,通过确定合适的幅值阈值和时间阈值,计算振动信号满足阈值要求的极值点及拐点,统计振动信号具有明显振动峰的个数,据此对2类信号进行区分。

图7 经包络处理后的2类振动信号
通过对纵梁腹面冲孔过程中产生振动信号的时域进行分析和研究,可以得出以下判断:在时域特征值方面,正常冲孔信号在时域上的平均值、有效值和能量明显高于漏冲信号的;在时域有限范围内,对振动信号进行数次的曲线包络,正常冲孔信号具有明显振动峰的波峰个数比漏冲信号的多1个,符合冲孔过程中运动加速度的变化规律,通过确定幅值阈值和时间阈值,计算满足要求的极值点个数进而对2类信号进行区分。
2.3 纵梁冲孔振动信号的频域分析及特征提取
由2.2小节可以得知,在时域上,可以通过对预处理后的振动信号进行特征参数提取来判断纵梁冲孔过程中是否产生了漏冲现象。在实际工程中,基于监测和识别振动信号频谱图的故障诊断技术应用广泛[17]。文中使用的频域特征参数有频率幅值均值、频率幅值最大值、偏度、重心频率、均方频率、频率标准差、峰度和变异系数(分别对应图8中特征值1¢—8¢)。
正常冲孔信号和漏冲信号的频域特征值对比如图8所示,横坐标对应所使用的频域特征参数,任取96组漏冲信号和96组正常信号作为训练样本,对比从中提取计算出的频域特征值。可以看出,漏冲振动信号和正常冲孔振动信号在频域上的特征值1¢、特征值2¢和特征值8¢具有比较明显的差异,由此可以假设:在纵梁冲孔过程中,由漏冲产生的振动信号在频域内的频率幅值平均值、频率幅值最大值要低于未产生漏冲现象的正常振动信号的,而变异系数要高于未产生漏冲现象的正常振动信号的。
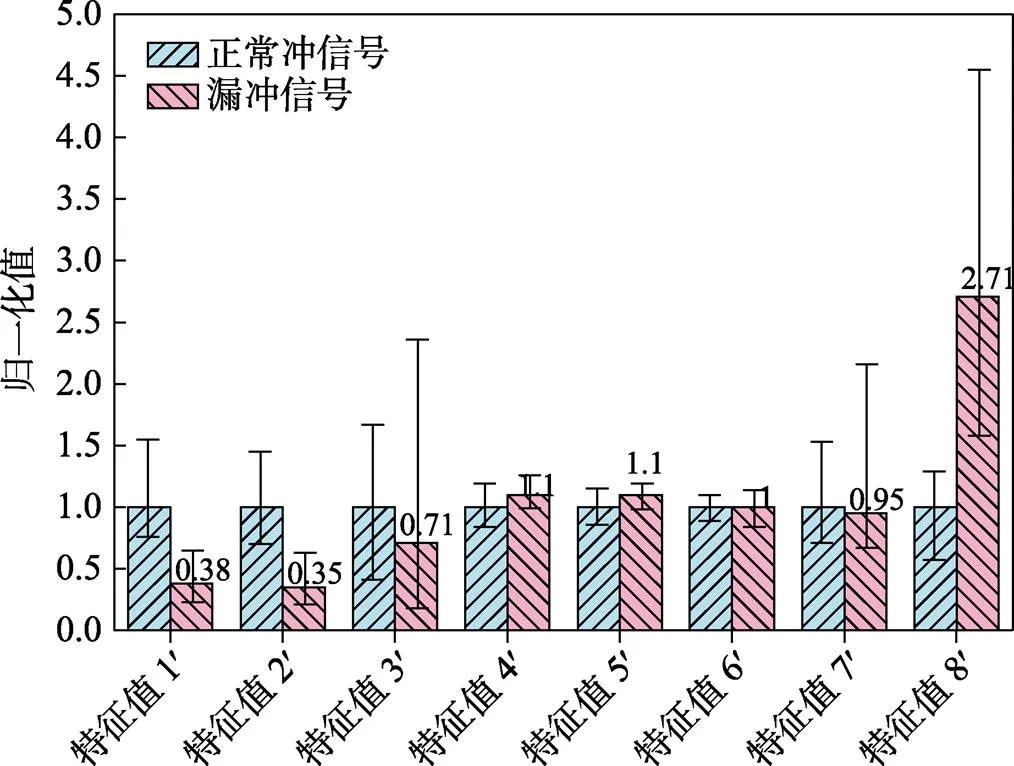
图8 正常冲孔信号和漏冲信号的频域特征值对比
通过对纵梁腹面冲孔过程中产生振动信号的频域进行分析和研究,可以得出以下判断:在频域特征值方面,正常冲孔信号在频域上的频率幅值平均值、频率幅值最大值明显高于漏冲信号的,而其变异系数是要低于漏冲信号的。
2.4 纵梁冲孔振动信号的特征值聚类分析
为了突出正常冲孔信号和漏冲信号的特征值差异,文中采用基于核方法改进的模糊均值(KFCM)聚类分析方法[18],对2类信号的特征值进行3次聚类分析。KFCM算法的聚类目标函数见式(1)—(2)。


式中:为类别数;为样本数;µ为隶属度;为模糊加权指数;v为聚类中心;x为原始特征空间样本;m为聚类目标函数。
为了判断聚类效果的好坏程度,通常采用分类系数和平均模糊熵进行评价,其定义分别见式(3)和式(4)。

分类系数是表示聚类结果模糊程度的标准,越接近1,则说明样本的聚类效果越好。若=1,聚类结果属于硬划分;若<1,聚类结果属于模糊划分。平均模糊熵表示聚类划分的不确定性,对于硬划分有=0,对于模糊划分有>0,因此越接近0,样本聚类效果越好。
本次共使用了96组正常冲振动信号以及96组漏冲振动信号作为训练样本进行模糊均值聚类分析,所使用的信号特征值总计72组,包括原有时域上的10种以及频域上的8种特征参数,以及对信号进行经验模态分解后得到的前3项本征模态分量对应的时频特征参数。对所有信号的特征值进行故障信号以及正常信号总计2类的划分,所划分的特征设置为3类,因此总计59 640组数据,共进行3次聚类分析,并依据式(3)—(4),分别对所获得的分类结果进行分类系数以及平均模糊熵的计算。
从分类结果中选取6组作图,如图9所示,其中结果1的分类系数为0.927 7,平均模糊熵为0.139 7;结果2的分类系数为0.926 9,平均模糊熵为0.141 9;结果3的分类系数为0.926 7,平均模糊熵为0.142 4;结果4的分类系数为0.911 8,平均模糊熵为0.156 4;结果5的分类系数为0.900 1,平均模糊熵为0.171 9;结果6的分类系数为0.885 1,平均模糊熵为0.189 5。分类系数越接近1,分类效果越好,表示正常信号和漏孔信号的样本点分离距离越大,图9中圆点表示聚类中心,分类系数不同,样本点分布在聚类中心周围的紧密程度也不相同。

图9 聚类分析结果
通过对训练样本进行聚类分析,发现对任意纵梁腹面冲孔的振动信号进行时域与频域的特征提取后,可以使用平均值、有效值、能量、频率幅值均值、频率幅值最大值和变异系数构建压缩混合域特性指标,作为区分正常冲振动信号和漏冲振动信号的区分条件。
3 纵梁冲孔漏孔检测算法的提出
通过2.2节和2.3节对振动信号时域和频域上特征参数的分析和研究,文中针对汽车纵梁腹面冲孔工艺中的漏冲现象,得出一个基于振动信号的初步检测方案,其算法流程如图10所示。
该检测方案期望能够在较短时间内通过对振动信号传感器采集到的振动信号进行处理和判断,对冲孔设备的冲孔过程进行检测,从而判断冲孔时是否产生了漏冲孔现象,如果有,则及时向上位机发出报警信号。
该检测算法流程以振动信号为输入,最后输出判断结果,主要流程如下:(1)首先对采集到的信号进行均值和峰值计算,判断是否为振动信号;(2)对输入的信号进行前处理,主要目的是滤除噪声信号,同时去除信号中的直流分量;(3)对信号进行特征提取,时域上,对振动信号进行EMD分解,取其本征模态分量前4项之和作为新的振动信号,然后计算其时域上的特征值,频域上,对振动信号进行傅里叶变换,
然后计算其频域上的特征值;(4)漏冲检测的综合判断由3部分构成,第1部分是对振动信号时域特征参数进行阈值判断,第2部分是对振动信号在时域有限范围内进行多次曲线包络,依据设定的幅值阈值和时间阈值,计算并统计振动信号具有明显振动峰的个数,第3部分是对振动信号中频域特征参数进行阈值判断;(5)最后输出结果,依据漏冲检测部分判断的结果向上位机输出是否有漏冲现象产生,如果有,则及时进行报警。
为了验证该检测算法的合理性,文中使用编程软件对检测算法流程进行了程序编写,以输入信号为开始,经过一系列处理后,进行漏冲检测,最后输出判断结果。测试结果采用混淆矩阵图表示,如图11所示,总共使用了60组测试样本,其中28个正常信号和29个漏冲信号的检测正确,分别占比46.7%和48.3%,有2个正常信号被检测判断为漏冲,1个漏冲信号被判断为正常,分别占比3.3%和1.7%,针对30个无漏孔信号和30个漏孔信号,检测出28个正常信号和29个漏孔信号,说明正常信号的查全率是93.3%,漏孔信号的查全率是96.7%,正常冲孔信号和漏孔信号的查准率分别为96.6%和93.5%,总的检测准确率为95%,同时统计所有测试样本的检测时间,其中正常信号和漏孔信号的检测时间基本一样,均为0.264 s左右,可以认为检测程序能够满足在线实时性要求。

图10 检测算法流程图

图11 检测系统验证混淆矩阵图
4 结论
通过对纵梁腹面冲孔工艺中产生的振动信号进行分析和研究,得到如下结论。
1)在分析纵梁腹面柔性化冲孔工艺的基础上,在现有腹面冲孔设备上合理安装振动加速度传感器,测试比较冲孔过程中产生的正常振动信号和漏冲信号。正常冲孔信号主要经历冲头竖直下落、冲孔、回程上升3个阶段,而漏冲信号中冲孔部分信号缺失。
2)通过对纵梁冲孔过程中产生漏冲现象的故障信号和未产生漏冲现象的正常信号进行典型时频域特征分析,发现正常冲孔信号在时域上的平均值、有效值以及能量等特征参数明显高于漏冲信号的,在频域上的频率幅值平均值、频率幅值最大值明显高于漏冲信号的,而其变异系数是要低于漏冲信号的。此外,通过时域幅值包络信号分析,确定了检测正常冲孔信号和漏冲信号的幅值阈值以及时间阈值,获得了明确的振动峰数量。
3)基于上述分析,提出了一种基于纵梁腹面冲孔振动信号的漏冲智能实时在线检测方案和算法流程,通过实验数据得出所设计的漏冲检测方法单组数据检测时间低于0.264 s,综合检出率为95%,满足在线检测的要求。
[1] 赵加蓉. 从制造到智造——汽车纵梁柔性制造新模式[J]. 汽车工艺师, 2016(8): 20-23.
ZHAO Jia-rong. From Manufacturing to Intelligent Manufacturing-a New Flexible Manufacturing Mode of Automobile Longitudinal Beam[J]. Auto Manufacturing Engineer, 2016(8): 20-23.
[2] 李彩娟, 程阿苗, 詹卓, 等. 汽车纵梁加强板成形工艺优化与模具设计[J]. 模具制造, 2019, 19(9): 20-22.
LI Cai-juan, CHENG A-miao, ZHAN Zhuo, et al. Forming Process Optimization and Die Design of Strengthened Plate for Automobile Longitudinal Beam[J]. Die & Mould Manufacture, 2019, 19(9): 20-22.
[3] 丁金明. 金属镀层工件表面缺陷自动检测系统的研究[D]. 天津: 天津大学, 2004: 57-58.
DING Jin-ming. Study on Auto-Detect System for Detecting Defects of Workpieces Electroplated Surface[D]. Tianjin: Tianjin University, 2004: 57-58.
[4] CABELLO E, SÁNCHEZ M, DELGADO J. A New Approach to Identify Big Rocks with Applications to the Mining Industry[J]. Real-Time Imaging, 2002, 8(1): 1-9.
[5] 刘世竹, 世萍, 朱培礼, 等. 大尺寸量具检测装置的研制[J]. 铁道技术监督, 2002, 30(2): 32-34.
LIU Shi-zhu, SHI Ping, ZHU Pei-li, et al. Development of Testing Device for Large-Size Measuring Tools[J]. Railway Quality Control, 2002, 30(2): 32-34.
[6] 何梦辉, 宋曙平, 李大鹏. 浅谈汽车底盘纵梁冲孔加工设备的应用与前景[J]. 锻压装备与制造技术, 2016, 51(1): 68-69.
HE Meng-hui, SONG Shu-ping, LI Da-peng. Application and Prospect of Punching Equipment for Truck Chassis Side-Member[J]. China Metal Forming Equipment & Manufacturing Technology, 2016, 51(1): 68-69.
[7] 王立勤, 刘向群. 浅谈汽车纵梁加工设备——纵梁平板数控冲孔线[J]. 锻压装备与制造技术, 2005, 40(4): 35-37.
WANG Li-qin, LIU Xiang-qun. Talking about the Processing Equipment of Automobile Longitudinal Beam-CNC Punching Line of Longitudinal Beam Flat Plate[J]. China Metalforming Equipment & Manufacturing Technology, 2005, 40(4): 35-37.
[8] 宋曙平, 何梦辉, 李永刚, 等. 一种新型的U形梁物料管理生产线[J]. 锻压装备与制造技术, 2015, 50(1): 13-15.
SONG Shu-ping, HE Meng-hui, LI Yong-gang, et al. A New Material Management Production Line for U-Shaped Beam[J]. China Metal Forming Equipment & Manufacturing Technology, 2015, 50(1): 13-15.
[9] 迟志波, 赵加蓉, 何梦辉. 国内汽车纵梁数控冲孔生产线的发展动向[J]. 数控机床市场, 2009(9): 51-56.
CHI Zhi-bo, ZHAO Jia-rong, HE Meng-hui. The Development Trend of Domestic Automobile Longitudinal Beam CNC Punching Production Line[J]. CNC Machine Tool Market, 2009(9): 51-56.
[10] BLITCHINGTON F H. Methods of System for Counting Holes and for Ddetecting Missing Holes in a Web: US4205769[P]. 1980-06-03.
[11] 周奎. 图像处理在汽车纵梁漏孔检测中的应用和研究[D]. 武汉: 武汉科技大学, 2006: 23-24.
ZHOU Kui. Study and Implementation of Image Processing in Detecting Missing Hole on Auto-Carling[D]. Wuhan: Wuhan University of Science and Technology, 2006: 23-24.
[12] 程存学, 刘世栋, 解莉. 基于视频图像分析的智能监控系统设计[J]. 计算技术与自动化, 2006, 25(S2): 162-165.
CHENG Cun-xue, LIU Shi-dong, XIE Li. Design of the Intelligent Surveillance System Based on the Analysis of Vedio Images[J]. Computing Technology and Automation, 2006, 25(S2): 162-165.
[13] 卞晓东. 基于机器视觉的车辆几何尺寸测量系统研究[D]. 南京: 东南大学, 2005: 8-11.
BIAN Xiao-dong. Research on Vehicle Dimensions Measuring System Based on Machine Vision[D]. Nanjing: Southeast University, 2005: 8-11.
[14] 贺赛先, 王新华, 何对燕, 等. 一个基于图像测量的工业尺寸测量系统[J]. 测绘通报, 1997(5): 25-26.
HE Sai-xian, WANG Xin-hua, HE Dui-yan, et al. An Industrial Dimension Measurement System Based on Image Measurement[J]. Bulletin of Surveying and Mapping, 1997(5): 25-26.
[15] 李耶夫, 薛丽菲. 汽车U型纵梁四主机三面数控冲孔生产线浅析[J]. 汽车制造业, 2014(18): 68-69.
LI Ye-fu, XUE Li-fei. Analysis on the CNC Punching Production Line of Automobile U-shaped Longitudinal Beam, Four Mainframes and Three Sides[J]. Automobil Industrie, 2014(18): 68-69.
[16] 李耶夫, 薛丽菲. 汽车U形纵梁双主机数控冲孔生产线技术浅析[J]. 锻造与冲压, 2014(4): 36-38.
LI Ye-fu, XUE Li-fei. Analysis on the CNC Punching Production Line of Auto U-Shaped Longitudinal Beam with Dual Hosts[J]. Forging & Metalforming, 2014(4): 36-38.
[17] 郑杰峰, 朱孔臣, 张正军, 等. 振动信号分析技术在汽轮机故障诊断中的应用[J]. 设备管理与维修, 2020(15): 143-146.
ZHENG Jie-feng, ZHU Kong-chen, ZHANG Zheng-jun, et al. Application of Vibration Signal Analysis Technology in Turbine Fault Diagnosis[J]. Plant Maintenance Engineering, 2020(15): 143-146.
[18] WU Zhao-hua, HUANG N E. Ensemble Empirical Mode Decomposition: A Noise-Assisted Data Analysis Method [J]. Advances in Adaptive Data Analysis, 2009, 1(1): 1-41.
Intelligent Online Detection Technology for Missing Punching of Machining Holes on Ventral Surface of Automobile Carling Based on Vibration Signal
HUANG Zhong-sheng, LI Jing-xiang, ZHAO Sheng-dun
(School of Mechanical Engineering, Xi'an Jiaotong University, Xi'an 710049, China)
The work aims to propose an intelligent online leak detection technology based on vibration signal to solve the phenomenon of missing punching of machining holes in the traditional automobile carling ventral punching process. By reasonably arranging the acceleration sensors on the carling punching equipment, the time domain and frequency domain characteristics of the collected vibration signals were analyzed, a normalized compressed mixed domain characteristic index matrix was constructed, and the reliable evaluation indicators for normal punching and missing punching signals were extracted, and an intelligent online detection scheme for missing punching was further established. Through analysis of the vibration signal in this project, it can be judged that in the time domain, the average value and effective value of the missing punching signal were lower than those of the normal punching signal, and the number of peaks with obvious impulse peaks was less, in the frequency domain, the maximum frequency amplitude, the average frequency amplitude and the energy of the missing punching signal were lower than those of the normal punching signal, but the coefficient of variation was higher than that of the normal punching signal. According to the experimental results, this work proposes an intelligent missing punching detection scheme, which separates the missing punching signal and the normal punching signal by prejudging, processing, feature extraction, detection and judgment on the collected signals.
automobile carling; missing hole; intelligent detection; vibration signal
10.3969/j.issn.1674-6457.2022.07.004
TG38
A
1674-6457(2022)07-0028-08
2022–04–29
黄中生(1997—),男,硕士生,主要研究方向为先进材料成形技术及装备。
李靖祥(1984—),男,博士,副教授,博士生导师,主要研究方向为先进材料成形技术及装备、复杂机电系统设计与控制。
责任编辑:蒋红晨
