一种小型多芯高密度低频弹性连接器的设计
2022-05-06王雪亚张欣羽
王雪亚,张欣羽
(1.中电集团第40研究所,安徽蚌埠,233010;2.蚌埠学院,安徽蚌埠,233010)
1 引言
随着电子战技术的发展,对电子装备的信号传输性能要求大幅提高。现代军用、民用电子装备,尤其是机载、舰载等达雷系统,不仅要求电子装备的体积和重量有较高要求,其电气性能指标的要求也越来越高,电子装备正朝着小型化、轻量化、高集成度、高可靠性的方向发展。本文通过一款21芯弹性连接器开发过程,介绍高密度弹性连接器设计制造过程的要点、难点及解决措施。为同类型产品的设计开发提供一定的参考。
2 产品介绍
2.1 开发背景
本产品是根据某单位需求研制,用于雷达某模块与模块之间低频信号的连接。该连接器具有易于安装、无需插拔、体积小及密度高的特点。
2.2 主要技术指标
2.2.1 产品性能指标要求
根据技术协议书要求,该型号弹性连接器产品性能技术指标如下:
1.耐电压:100VDC;
2.芯数:21;
3.单根针弹力:60±15g(工作高度3.7~3.3mm);
4.额定电流:0.8A;
5.接触电阻:≤15mΩ;
6.绝缘电阻:1000MΩ;
7.机械寿命:40000次;
8.使用温度:-55℃~165℃。
2.2.2 结构设计要求
连接器由弹簧针和绝缘安装板组成。根据设计任务书要求,产品外形尺寸如下:
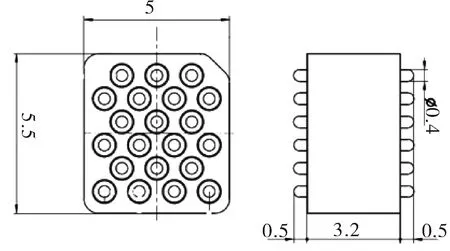
图1 连接器外形图
2.3 产品零件的设计及制造
产品外形尺寸为:5.5×5.0×3.2mm,芯数21,属于高密度连接器。对于小型电连接器的设计在满足产品电性能要求的前提下首要考虑连接器的装配问题。不同于常规弹性连接器制造的整体注塑、环氧胶粘接等方式。本产品结构尺寸较小,采用常用的环氧胶粘接或整体注塑的方式容易带来以下问题:
1、安装板需设计成多瓣,导致单个安装板尺寸过小,提升模具制造难度和开发成本。
2、弹簧针较短,使用环氧粘接时环氧胶容易污染弹簧针,易出现针头残留胶水和胶水渗入针管等问题,导致产品失效。
3、零件较小,针头可伸缩无法进行注塑的定位,且弹簧针强度难以承受巨大的塑料射入压力。
本产品采用弹簧针与安装板过盈配合的方式进行装配。弹性连接器使用时安装板的仅仅是起到固定弹簧针的作用,不与被连接系统接触,因此安装板与弹簧针只需保持一定的过盈量即可实现弹簧针的固定。
2.3.1 弹簧针设计及制造
弹簧针由针管、针头和弹簧三部分组成。弹簧针外形尺寸如下图所示:
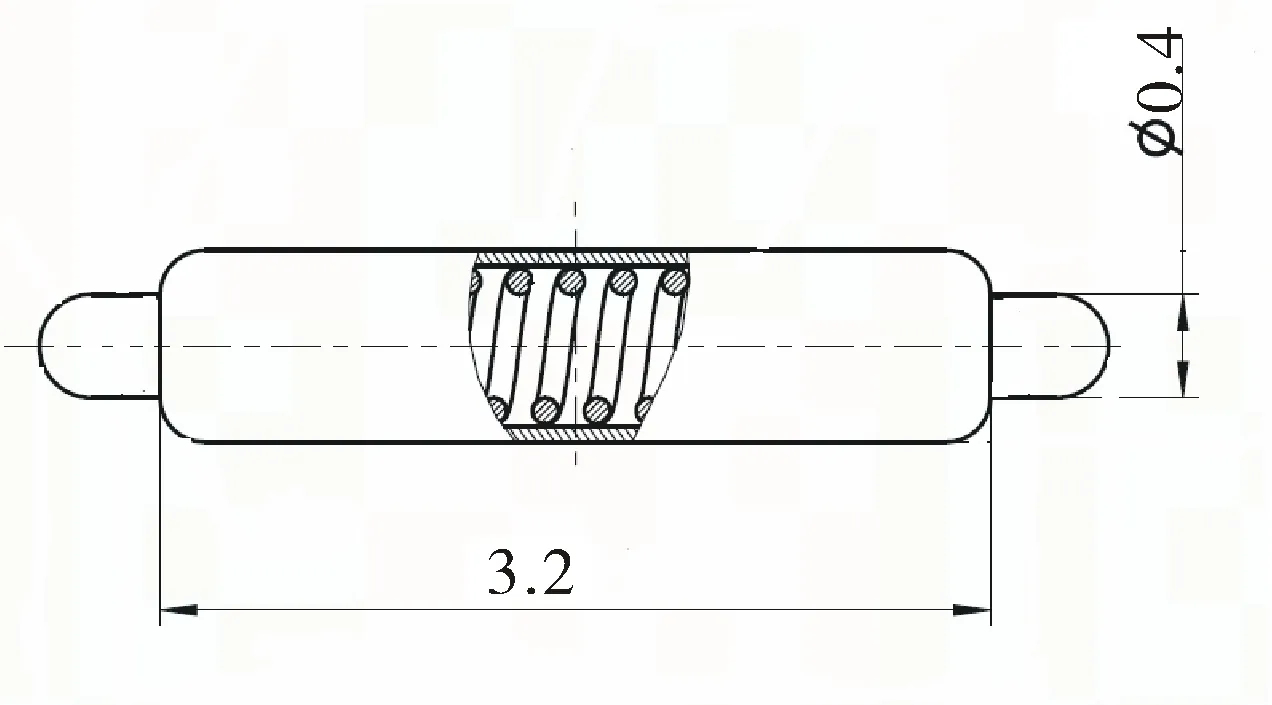
图2 弹簧针外形尺寸
1、针头的设计
针管与针头尺寸参照协议书要求。考虑针头与弹簧接触性,针头与弹簧接触部位设计成锥状,可增大针头与弹簧接触面积良好针管采用拉制黄铜管,针头采用黄铜线,针头与弹簧接触一端设计成锥状以提高接触可靠性。
2、弹簧的设计
协议书要求连接器机械寿命不少于40000次,单根弹簧针弹力范围60±15g,额定电流0.8A,接触电阻≤15mΩ。根据弹簧针寿命要求,参照《弹簧设计手册》[1]本产品弹簧选用琴钢丝。
理想状态下弹簧针针头在工作时不与管壁接触,电流传输路径为针头-弹簧-针头。根据设计任务书要求,平均每只弹簧针承载电流为:
In = 0.8A
(1)
根据经验1mm2接触件最适长期工作电流12.5A对弹簧进行测算,弹簧丝直径不小于0.12mm。
根据任务书对弹簧弹力要求,使用神州弹簧设计软件辅助设计,最终确定弹簧自然长度3.6mm,簧丝直径0.12mm,总圈数9圈有效圈数7.5圈。根据使用环境,弹簧丝需进行表面镀金处理。
接触电阻计算依据接触电阻计算公式:
(2)
式中,ρ:电阻率 l:导体长度 s:导体截面积。
参照金属材料手册[2]接触电阻(只计算未涂覆Au镀层时的电阻值)12.36mΩ;计算结果满足设计要求。
3 针管的设计
针管的设计需结合安装板的设计,重点考虑采用过盈压配时弹簧针受力形变、安装板局部形变等对装配结果的影响。控制好安装板孔径与针管外缘尺寸,最终要做到压配时两者变形小,针管不出现压弯折断,安装板不开裂等情况。
3、弹簧针的组装
弹簧针采用机械收口的方式成型,装配过程分两步进行,具体步骤如下:
(1)将针管放入半自动收口机模具中进行一次收口操作。
(2)将针管取出,调转针管方向装入模具中。后将针头、弹簧及针头按弹簧针的设计要求的零件方向放入针管中进行二次收口操作。

图3 弹簧针装配
装配时控制好针管收口尺寸,保证针头能自由滑动的同时针头不被弹簧顶出针管,同时弹簧针成型后外形尺寸满足设计要求。装配好的弹簧针如图4所示:
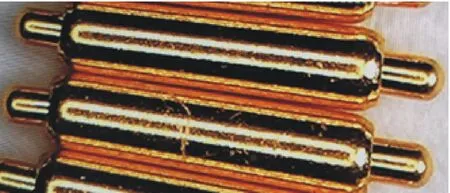
图4 弹簧针
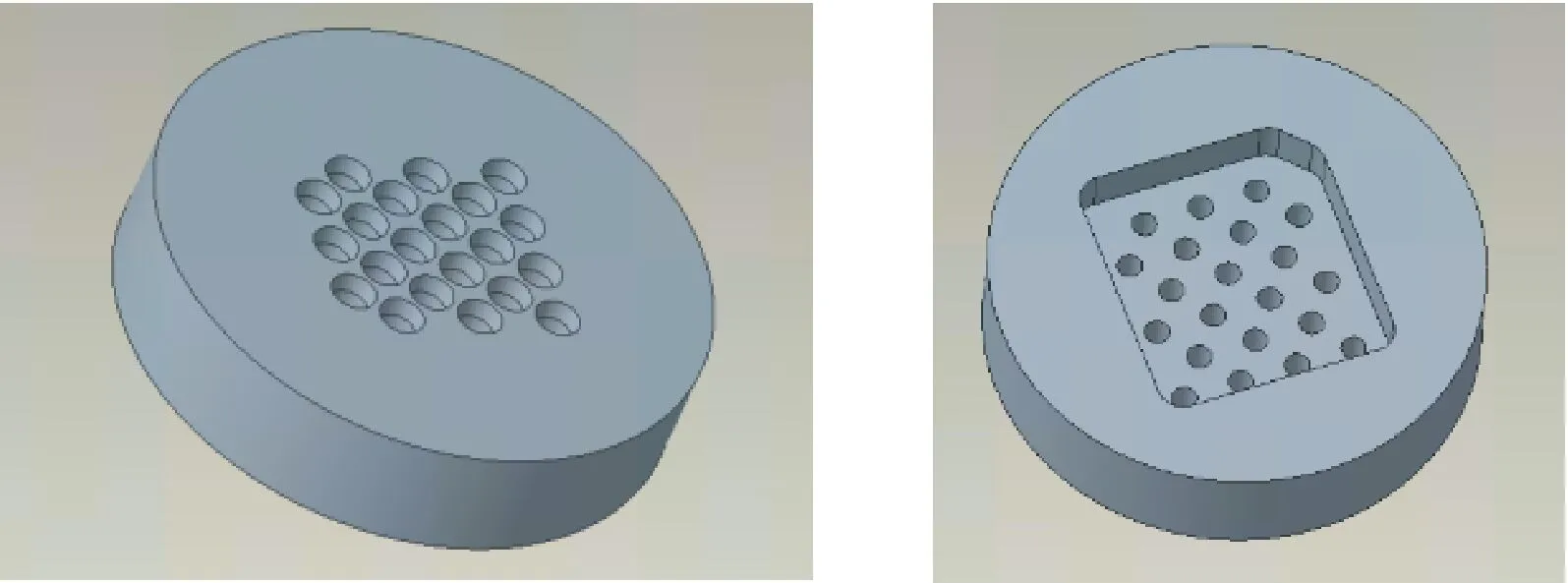
2.3.2 安装板的设计及制造
产品外形已由用户规定,安装板设计在满足用户需求的前提下需重点考虑弹簧针与安装板的过盈压配的问题。控制合理的过盈量,避免装配后弹簧针无法固定或过盈量大安装板和弹簧针出现损坏的现象。因此,在安装板的设计同样遵循上节针管设计部分的要求。以便使弹簧针与安装板达到最佳配合状态。考虑到产品装配的便捷性,在安装面一侧弹簧针安装孔端部设置导向槽,便于弹簧针插入安装板中,导向槽设计尺寸大小要合理。安装板外形及内孔结构如下图5所示。
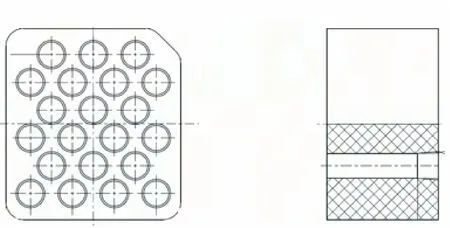
图5 安装板
根据产品的使用环境和温度结合产品装配方式最终选择PEEK[3]作为安装板材料。安装板相邻孔间最小壁厚0.30mm,依据此项指标对产品的耐电压及绝缘电阻进行计算:
耐电压:
V1=VC×L=1.6×107×0.30×10-3=480V
(3)
式中,V1:耐电压 Vc:介电常数 L:间距。
绝缘电阻:2×1016×0.30×10-3=6×1012Ω=6000MΩ。
通过计算得知,安装板设计满足绝缘电阻≥1000MΩ和产品耐电压≥100V的要求。
安装板采用模具注塑成型的加工方式。注塑后易出现表面亮斑、熔接痕、表面不光洁等缺陷,如图6所示。

图6 安装板表面缺陷
产生以上问题与模具温度、注塑温度及玻纤加入量有关。注塑过程中应特别注意对温度的控制。
3 产品装配
由于该型号弹性连接器外形尺寸较小,连接器装配难度较高,为提高装配效率产品装配工装的设计就尤为重要。
3.1 工装设计及装配
装配工装的主要作用是辅助产品装配,根据本产品高密度、低间距的特点,使用传统振动盘式的自动落料方式就难以将弹簧针竖立在安装板开孔中。本产品工装的设计按照两个装配步骤实现的。
首先能实现弹簧针的自动落位即弹簧针在进行压配前能全部竖立在安装板上,通过第一次压铆能使弹簧针部分针管压入安装板内孔中,去除第一步骤的工装后弹簧针依旧能保持固定不脱落。在此称第一步使用的工装未压紧定位工装。
由于第一次压铆未能使弹簧针全部落入安装板中,就需要进行二次压铆,以确保弹簧针达到安装板中设计要求位置。在此称第二步使用的工装未二次成型定位工装。
装配工装如图8所示:a图为压紧定位工装,b图为二次成型定位工装。
a b
产品装配分五个步骤:装针、预定位压配、转换工装固定、二次压配、成型找平。
装针:将安装板装入压紧定位工装,此过程注意安装板方向,有导向槽的一侧装入工装内槽中(参见图8-1)。
预定位压配:使用压头将弹簧针缓慢压入安装板中,速度控制在0.4mm/S,直到不能继续下压(参见图8-2)。
转换工装固定:将上步压制的半成品从工装内取出装入成型定位工装中,注意将弹簧针突出的一侧向外(参见图8-3)。
二次压配:使用压头缓慢将弹簧针压入安装板中,此过程注意控制速度,压配速度不大于0.4mm/S(参见图8-4)。
成型找平:移动工装,使用头部截面尺寸更小的压头分区域对上步已成型的产品的弹簧针进行压铆。此过程必须保证每根针都受到至少两次的压铆。
关键工序过程装配效果如下图8所示:
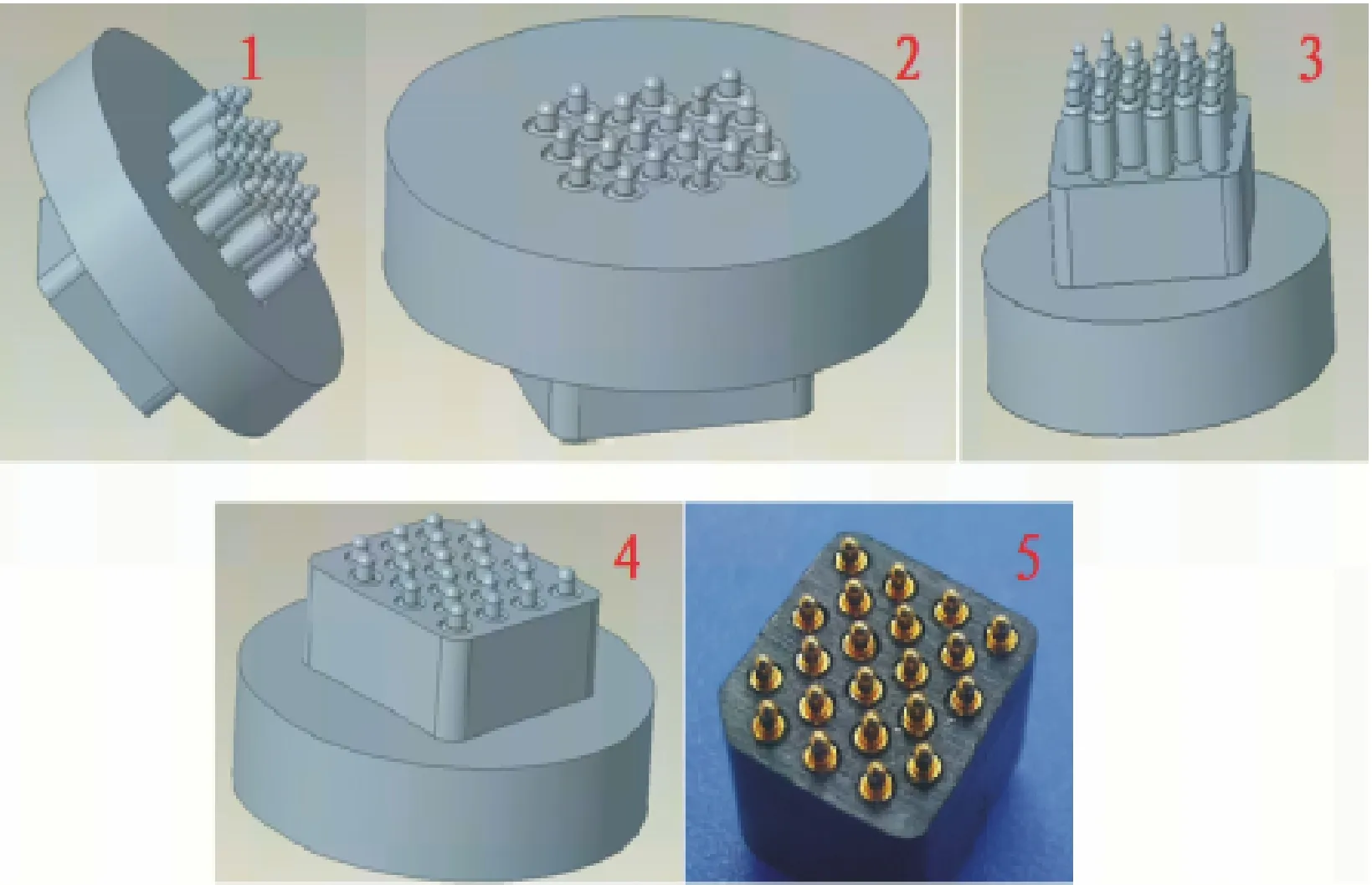
图8 关键工序装配效果
3.2 装配过程质量控制
根据产品装配过程中出现的诸多问题,将易出现的问题进行汇总。以下问题涵盖装配过程各个工序,具体问题汇总如下:
1、安装板开裂;
2、镀层脱落;
3、弹簧针顶端破损。
对于安装板开裂的情况,导致出现问题的原因有如下两点:
1、注塑时温控有问题,造成安装板表面有明显的熔接线,破裂处大都出现在熔接线处。
2、压配过程中速度较快,导致安装板内部开裂。以上问题通过调整装配时的压配速度和提高安装板表面质量两方面来提升合格率。
镀层脱落的原因在作业过程中铆头与弹簧针之间过度挤压造成针管收口处镀层剥离基体。可通过调整工装材质和减缓压配速度等方面进行控制。
顶端破损也是由于压配过程中铆头未完全覆盖全部弹簧针,造成压配过程中铆头与部分弹簧针局部接触,铆压过程中针头受力不均造成针管挤压过度,出现破损。
4 产品测试
产品的电气性能指标的测试包括耐压、绝缘电阻、接触电阻、寿命等方面。由于产品外形尺寸较小,测试过程中不易手持,因此需工装夹具配合测试,工装的设计充分考虑产品测试的需要,一种工装能兼顾多种测试需求。
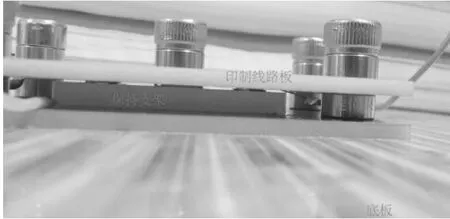
图10 测试工装
本产品测试工装包括底板、印制线路板(上下两块)、定位块、保持支架等几个关键部分。几部分装配完成后即可支持振动试验,又支持寿命试验。将一块印制板移除后又可实现绝缘电测试和耐电压测试。
使用LW2672B型耐压测试仪对产品进行测试所有样品均满足耐压100V要求,使用TH2681A绝缘电阻测试仪,所有样品均满足1000MΩ要求。
装配好的产品,不便于对单根针进行弹力测试。独立的弹簧针测试弹力不能模拟使用环境。因此在对弹力测试时我们对整个连接器进行测试,通过设定行程确保弹簧针均在规定工作高度内。试验共设定10组(使用山度AX-003-1型数显压力测试机进行测试),实验结果如下表1所示:
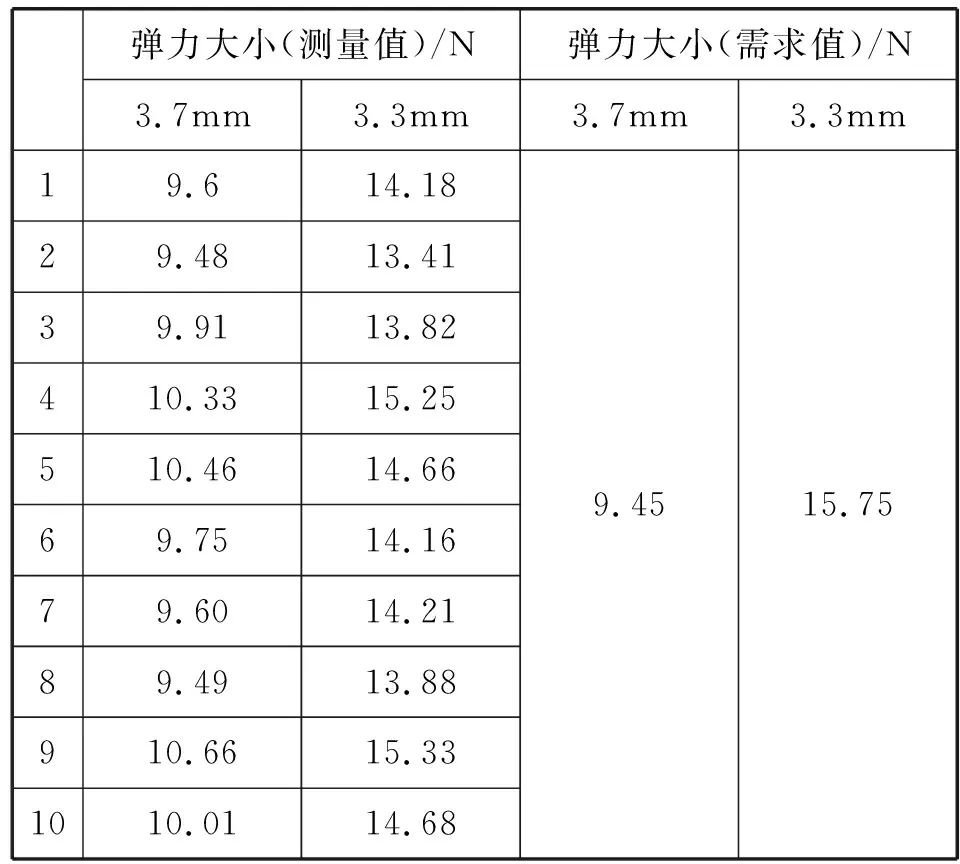
表1 连接器弹力测试结构
分析上表实测数据,结合设计需求弹力大小。实测值基本都符合要求值,表明该弹性连机器设计弹力大小满足试验需求。
5 结束语
弹性连接器凭借弹簧针自身的伸缩性实现系统间电信号的连通。无需安装、无需插拔易于更换。越来越多的应用在军事、航空航天等领域。
以上为一种小型多芯高密度弹性连接器的设计及装配制造过程。从产品设计到总装整个环节的过程。根据设计、制造、及装配过程中遇到的问题给出一定的解决方案。可为同类产品的发展提供一定的参考,对于更高密度、更小尺寸的弹性连接器的设计提供一定的思路。
