碳素钢表层摩擦涂覆渗铝新方法及耐蚀性
2022-02-03贺庆强尹德聪许智彬杨博雅张立军柴万里
贺庆强,尹德聪,汤 硕,许智彬,杨博雅,张立军,柴万里
(1.中国石油大学(华东)机电工程学院,山东青岛 266580; 2.万华化学集团股份有限公司,山东烟台 265500)
碳素钢储备丰富、价格低廉,因其具有良好的综合力学性能,广泛应用于油气运输、石油机械、建筑工程等领域。目前主要通过表面改性[1-3]、离子喷涂[4]、热喷涂[5]、热浸渡[6]等途径,强化其服役表面增强其耐腐蚀性[7-9],进一步延长使用寿命。为增大渗层厚度,提高基体抗高温氧化性,传统渗铝方法需要进行高温(大于900 ℃)扩散处理,导致基体材料晶粒粗大降低其力学性能,为此,研究者[10-12]对低温渗铝方法进行了研究,提出了机械能、表面形变、交流电场辅助渗铝等方法,有效降低了渗铝温度,但工艺流程较为复杂。笔者提出一种表面摩擦涂覆渗铝的新方法,以45钢为研究对象,研究主要工艺参数对涂覆铝层厚度和冶金结合层厚度的影响,借助中性盐雾腐蚀和电化学腐蚀试验,分析涂覆铝前后45钢耐蚀性变化。
1 试验方法和材料
图1为摩擦涂覆渗铝工艺原理示意图。铝材和旋转试样之间施加一定压力,剧烈摩擦生热导致碳素钢和铝材间产生接触融化[13],随后纯铝以逐层“熔化”方式向碳素钢试样表面过渡,形成一定厚度涂覆铝层和铁铝化合物层,完整摩擦涂覆渗铝工艺流程包括:表面除锈→砂纸打磨→摩擦涂覆→扩散退火。
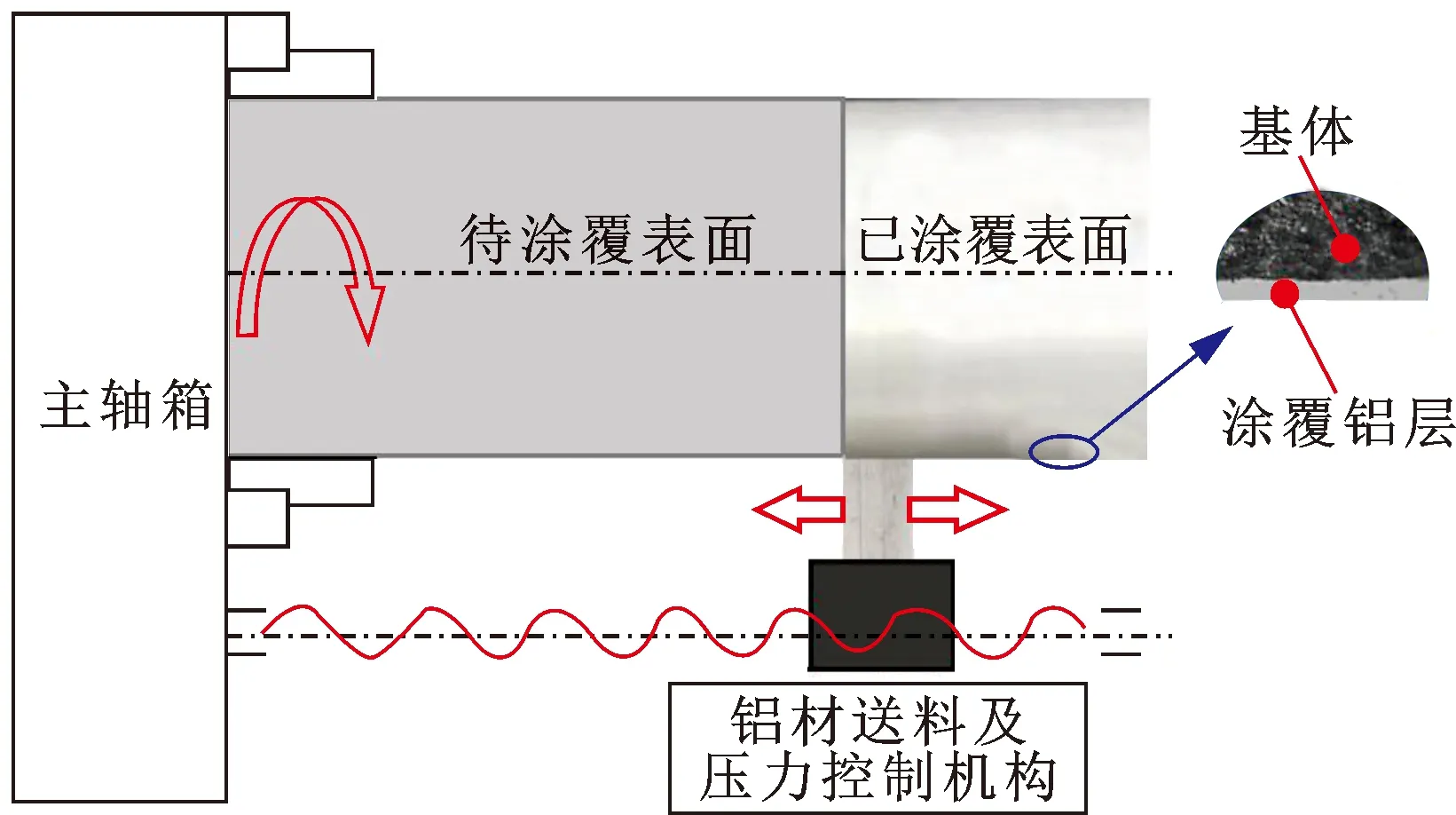
图1 摩擦涂覆渗铝工艺原理示意图Fig.1 Schematic diagram of friction coating aluminizing process
试验材料45钢,试样规格Φ15 mm×100 mm,化学成分分别为C、Si、Mn、P、S、Cr和Fe,其质量分数分别为0.45%、0.26%、0.61%、小于等于0.05%、小于等于0.05%、0.16%、余量。涂敷用材料为工业纯铝,化学成分分别为Al、Fe、Cu、Si、Mg、其他杂质,其质量分数分别为99.7%、0.05%、0.08%、0.07%、0.09%、小于0.01%。
采用箱式电阻炉对摩擦涂覆试样进行扩散处理。采用JSM-7200F扫描电镜观察涂覆铝层厚度及组织形貌,并用附带EDS能谱仪进行元素分析。中性盐雾试验按照GB5938-86(NSS试验)借助YSYW-60型盐雾试验箱完成。试验箱内温度为(35±1)℃,湿度大于95%,NaCl溶液质量浓度为(50±5)g/L,pH值范围为6.5~7.2,喷雾压力为0.2~0.3 MPa,盐雾沉积量为1.25 mL/(80 cm2·h)。连续喷雾在自身重力下均匀沉降,试验时间为72 h,用精度0.1 mg的FA1104N电子天平称重。根据GB/T 16545-2015《金属和合金的腐蚀-腐蚀试样上腐蚀产物的清除》,清洗试样表层腐蚀物,先后用去离子水和乙醇清洗,吹干置于干燥器皿24 h后称重。
电化学试验采用CS350H电化学工作站,腐蚀介质为质量分数3.5%NaCl溶液,分析纯为一次蒸馏水配制试剂,电解池采用三电极系统,研究电极为涂覆铝层,被测面面积约1.8 cm2,参比电极选用饱和甘汞电极(SCE),铂电极为辅助电极,测量时电位扫描范围选择相对于开路电位的±300 mV,扫描速度为0.5 mV/s,电化学阻抗谱测试频率为10-2~10-5Hz。
2 试验结果
采用单因素控制变量法,分析各主要工艺参数:试样转速(80~1 000 r/min)、涂覆压力(100~1 000 N)和涂覆时间(20~120 s),对涂覆铝层和冶金结合层厚度影响。
2.1 涂覆铝层和冶金结合层厚度影响因素
2.1.1 试样转速
试验表明,转速较低(80~360 r/min)时,涂覆铝层较薄,厚度不均且存在明显漏涂覆区域;转速较高(800~1 000 r/min)时,摩擦涂覆噪音大、工艺不稳定。转速低,单位时间内铁铝接触面积少,摩擦生热少,铝层未能连续转移到碳素钢表层,因此出现明显漏涂覆点;提高转速,铝层类液化效果改善,涂覆层厚度逐渐增加,漏涂现象逐渐减少并最终消失;受试样外圆面全跳动、圆柱度、轴线直线度以及机床主轴精度和试样夹持精度等限制,转速过高时,铝层与试样接触噪音急剧增大,涂覆过程不易控制。最终确定,摩擦涂覆的合理转速为550~650 r/min。
2.1.2 涂覆压力
图2为转速650 r/min、时间60 s、不同涂覆压力下摩擦涂覆铝层扫描电镜和能谱分析结果。由图2可知,涂覆铝层分为内外两层,外层为纯铝层,内层为冶金结合层(铁铝化合物)。压力为100~300 N,涂覆铝层厚度为2~10 μm;压力为400~600 N,涂覆铝层厚度为60~70 μm;压力增大(600~1 000 N),制备的致密涂覆铝层厚度维持在60~70 μm。另外冶金结合层厚度随涂覆压力变化不明显,除较小压力外(低于150 N,未见明显冶金结合层)均为1~2 μm。
初步分析,涂覆压力明显影响涂覆铝层厚度,但对冶金结合层厚度影响较小。压力小,摩擦生热效率低,铁铝接触面升温缓慢,接触面所能达到的平衡温度较低,铝材转移到碳素钢表层的进程缓慢,故单位时间内涂覆铝层较薄;压力增大,铁铝接触面升温迅速,平衡温度升高,单位时间内制备的涂覆铝层厚度明显增加,但致密涂覆铝层维持在一定厚度。最终确定,摩擦涂覆合理涂覆压力为400~600 N,此时,涂覆铝层均匀致密,厚度适中。与此同时,剧烈摩擦生热促使铁与铝原子快速扩散,形成热力学稳定的FeAl3相(冶金结合层),但该相生长速度缓慢[14],涂覆过程中维持1~2 μm。

图2 不同压力摩擦涂覆铝层扫描电镜和能谱分析Fig.2 Scanning electron microscope and energy spectrum analysis of friction coated aluminum layer under different pressures
2.1.3 涂覆时间
图3为转速650 r/min、压力500 N、不同涂覆时间下涂覆铝层扫描电镜和能谱分析。由图3可知,涂覆20~40 s时,涂覆铝层厚度为5~10 μm;涂覆50~70 s时,涂覆铝层厚度为60~70 μm,较均匀致密;涂覆100~120 s时,涂覆铝层厚度约240~260 μm,其中内部为均匀致密涂覆铝层厚度60~70 μm,外侧涂覆铝层间致密性较差。另外,冶金结合层厚度随时间变化不明显,维持在1~2 μm。
转速为650 r/min、压力为500 N下,涂覆效果较好,涂覆时间只影响涂覆铝层厚度。试验结果表明,随涂敷时间延长,涂覆铝层厚度逐渐增加,但外侧涂覆铝层间致密性降低。初步分析,因涂覆铝层硬度低于碳素钢表层,且界面温度接近铝元素熔点,所以后续涂覆铝层不能很好地转移到先形成的较软且易于流动的涂覆层表面,降低了涂覆层间的致密性。另外因试验的摩擦涂覆时间最长仅为120 s,铁铝相互扩散进程缓慢,所以冶金结合层厚度基本维持不变。
2.2 扩散处理对渗铝层厚度影响
为提高钢材抗高温氧化性能,传统渗铝工艺需在900~1 000 ℃进行铝元素扩散,导致基体晶粒粗大,影响其力学性能。采用摩擦涂覆铝工艺,基体表层组织发生形变,微观缺陷增多,为元素扩散提供便捷通道,有望实现铝元素低温扩散。
在转速为650 r/min、压力为500 N、涂覆60 s下,制备了涂覆铝层厚度为60~70 μm的45钢试样,然后进行680 ℃低温扩散。试验发现,涂覆铝试样扩散4 h,铝元素呈锯齿状向45钢基体渗透,铁铝化合物层厚度由1~2 μm增加到75~80 μm,SEM和EDS见图4。初步分析,铁铝化合物层是通过铁和铝原子在界面上发生化学反应和热扩散而形成的。表层首先形成富铝相FeAl3,因该相生长速度缓慢[14],厚度较小。随扩散时间延长,铝元素穿过FeAl3层,与基体中的Fe形成Fe2Al5相,因Fe2Al5相为斜方晶体结构,其原子占晶格体积约70%,铝元素可以较快穿过该相进行扩散,从而显著增大Fe2Al5相厚度;同时摩擦涂覆造成基体表层微观缺陷增多,为元素扩散提供了快捷通道,最终冶金结合区域中的铁铝化合物主要为Fe2Al5相。

图3 不同时间下涂覆铝层扫描电镜和能谱分析Fig.3 SEM and EDS of friction coated aluminum layer at different time
2.3 中性盐雾试验
通过72 h中性盐雾腐蚀试验,对比分析摩擦涂覆(不进行扩散)处理前后45钢试样耐中性盐雾腐蚀性能的变化。表1为试样外观变化,图5为圆柱试样端面腐蚀后的宏观形貌。可见,涂覆试样腐蚀24 h,涂覆铝层金属光泽减弱,且表面出现白色絮状颗粒,发生了点蚀。腐蚀48 h,白色絮状颗粒明显增多;腐蚀72 h,涂覆铝层金属光泽基本丧失,白色絮状颗粒物形成一层厚度不均匀的灰白色氧化膜覆盖试样表面。未涂覆试样表层腐蚀物颜色从橙黄色逐渐加深,早期腐蚀物[15-16]主要是α-FeOOH,后期逐渐形成γ-FeOOH、α-Fe2O3和Fe3O4。
表2为72 h盐雾试验腐蚀数据和计算所得腐蚀速率。对比可知,涂覆试样腐蚀速率约为未涂覆试样的13%,涂覆铝层明显提高了45钢耐中性盐雾腐蚀性能。摩擦涂覆制备的铝层厚度不均,且自然生成的氧化铝膜较薄,中性盐雾气氛中的活性Cl-1易于吸附在自然氧化膜薄弱处,形成活性-钝性腐蚀电池;继而穿过该薄弱处,形成可溶性的氯化物,导致氧化膜局部溶解和破裂,腐蚀向基体发展形成点蚀,其腐蚀产物主要为Al-O化合物,腐蚀深度一般为5~10 μm[17]。但自然氧化铝膜和60~70 μm涂覆铝层仍有效隔离了碳素钢基体与Cl-1直接接触,提高了基体耐中性盐雾的腐蚀性。后续研究中应优化涂覆工艺制备厚度均匀的涂覆铝层,然后通过原位氧化或微弧氧化制备致密氧化铝膜,实现基体与电解质溶液的物理和化学隔绝,进一步降低腐蚀速率。
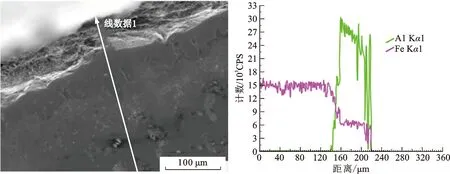
图4 680 ℃扩散处理后渗铝层扫描电镜和能谱分析Fig.4 Scanning electron microscope and energy spectrum analysis of aluminized layer treated at 680 ℃ diffusion temperature

表1 盐雾试验中试样外观变化
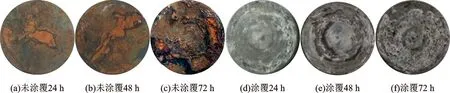
图5 盐雾腐蚀试样宏观形貌Fig.5 Macro morphology of salt spray corrosion sample

表2 72 h盐雾试验腐蚀数据
2.4 电化学试验
采用电化学测试方法[18-20]测量腐蚀电位和腐蚀电流密度。图6为质量分数3.5%NaCl溶液浸泡2 h后测得的极化曲线。由图6可知,涂覆后(未扩散)腐蚀电位(-0.995 V)低于未涂覆腐蚀电位(-0.826 V),腐蚀电流密度明显降低。铝在腐蚀介质中的电化学行为取决于介质的pH,pH介于4.5~8.5,铝处于钝化区,纯铝层表面易生成一定厚度的致密钝化膜,使其具有很好的耐蚀性[21-22]。NaCl溶液呈中性(pH为6.5~7.2),所以在45钢表面制备一定厚度的涂覆铝层后,铝层形成钝化膜显著提高了基体耐蚀性。为计算腐蚀速率,将所测极化曲线外延(Tafel曲线外推法),结果见表3。可知45钢涂覆铝层后试样的腐蚀速率约为未涂覆铝试样的9%。

图6 3.5% NaCl溶液浸泡2 h测得的极化曲线Fig.6 Mass fraction of 3.5% NaCl solution immersion 2 h measured polarization curve
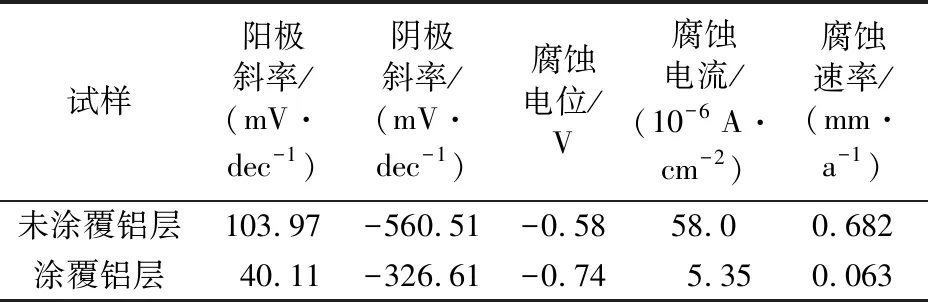
表3 未涂覆铝层和涂覆铝层试样的极化曲线拟合结果Table 3 Result of polarization curve of uncoated aluminum layer and coated aluminum layer
3 结 论
(1)摩擦涂覆铝试样可在较低温度下扩散,渗层厚度明显增加,45钢680 ℃扩散4 h时,渗层厚度为75~80 μm。
(2)摩擦涂覆可在碳素钢表层制备一定厚度的均匀致密涂覆铝层,并实现与基体冶金结合。45钢合理涂覆工艺参数为试样转速550~650 r/min,涂覆压力400~600 N,涂覆时间50~70 s,外侧涂覆铝层(厚度60~70 μm)均匀致密,内侧铁铝化合物(厚度1~2 μm)与基体结合良好。
(3)摩擦涂覆铝试样的耐盐雾腐蚀性能显著提高,45钢涂覆试样的腐蚀速率约为未涂覆试样的9%~13%。
