驱动桥轮边斜齿齿圈的工艺开发
2021-12-10李良晨鞠辉边剑宇韩俊栓中国重汽工艺研究院
文/李良晨,鞠辉,边剑宇,韩俊栓·中国重汽工艺研究院
本文介绍了一种驱动桥轮边斜齿齿圈的工艺开发过程。对产品的应用条件、图纸要求等方面分析后,确立了产品的开发路线。对影响产品精度的因素逐一分析后,选择合适的方法和参数,最终实现了产品,积累了经验。
双级减速桥通过主被动锥齿轮和轮边减速机构进行两级减速,具有承载扭矩大,通过性好的优点,是重型汽车常采用的驱动桥形式。主流产品中,轮边减速机构均为太阳行星齿轮减速机构。国内现阶段基本为直齿结构,这种结构啮合系数低,容易产生冲击振动噪声,传动不平稳。与之相比,斜齿结构体积小、重量轻、传递扭矩大,啮合系数高,启动平稳、传动比精细,逐渐被行业内关注和研究。
车桥轮边斜齿结构中,制造最为困难的是斜内齿圈。该产品为薄壁件,机加工难度大,受原材料、夹持、热处理等因素影响,变形量大,难以保证精度。基于此,本团队从原材料入手,逐步攻克毛坯、机加工、热处理等过程,最终实现了轮边斜齿齿圈的批量化生产。
产品特性
轮边斜齿齿圈属于薄壁内齿类零件,齿部参数控制要求较高。生产过程中,产品极易产生变形,齿圈的圆度、齿形的精度等下降严重,某些特定情况下,能下降 4~5 个级别。
初步工艺方案
对齿圈进行分析后,初选的工艺方案为辗环→粗车→精车→车齿→压淬。在对工艺流程逐一进行分析后,认为齿圈材料的选择、齿圈毛坯的圆度、机加工过程中的受力以及渗碳过程中的热处理变形对斜齿齿圈精度均有不同程度的影响。
齿圈材料的选择
重型汽车领域常用的齿轮、齿圈材料有20CrMnTi、SAE8620H和22CrMo等。从材料成分、变形情况等方面进行分析,确定最佳的原材料。
齿圈毛坯的圆度
辗环是一种环形锻件的生产方式,材料利用率高、生产效率高、圆度好,被广泛应用于被动锥齿轮、齿圈等环形毛坯(图1)的制造。但在实际生产过程中,受到原材料组织不均匀等原因的影响,导致毛坯不同位置在冷却时收缩不均匀,加之组织转变时齿圈内部产生的较大残余应力导致齿圈变形,圆度会受到影响。

图1 辗环齿圈毛坯
机加工的受力情况
在车齿过程中,刀具和齿圈接触时相互作用,切削力、夹紧力施加到齿圈后,齿圈会产生变形;同时,加工时夹紧方式为三点夹紧,夹具和齿圈间为点接触,齿圈受力后也会失圆,导致齿形精度下降。
渗碳过程的热处理变形
齿圈的残余应力是不可避免的。渗碳时加热、保温阶段中的应力释放会导致齿圈变形;尤其是在渗碳炉内温度不均匀、装炉方式不当等情况下。
综上,轮边斜齿齿圈属于薄壁类零件,辗环、机加工和渗碳过程中的控制不当,都容易导致齿圈的变形,导致齿圈圆度和齿形精度下降,需有针对性的加以预防和控制。
控制措施
为了防止或减少轮边斜齿齿圈在生产过程中的变形,可从上述几个方面针对性入手,进行有效的控制,从而提高零件的精度。
通过研判国内外同类产品,并结合材料特性,确定齿圈的材料为22CrMo,能够满足齿轮渗碳有效硬化层深1.1~1.4mm,齿轮表面与心部硬度分别为60~64HRC和35~40HRC。选用这种材料的原因是,Mo作为显著提高渗碳钢淬透性的元素,在相同的渗碳淬火工艺下,22CrMo较20CrMnTi的有效硬化层深且心部硬度值高,工艺性能和使用性能较好。之所有由此效果,是因为Mo元素具有细化奥氏体晶粒,而且渗入奥氏体中增加了过冷奥氏体的稳定性,从而有效提高材料的淬透性,提高心部硬度,使整齿的抗弯性能得以提高。
通过恰当的热处理工艺,在保证零件综合机械性能的基础上,可以控制热处理过程中的变形,提高齿轮副的啮合精度、降低噪声。残余应力是导致齿圈失圆的最主要因素。为尽量减少残余应力的影响,设计进行多道次热处理消除残余应力。辗环后进行等温正火,以减少锻造过程引入的内应力,从而减少热处理变形。
(1)产品试制阶段,通过打表找正(图2),压板压紧产品端面的方法控制产品圆度,减少夹持变形;为批量生产设计了花瓣弹性夹具(图3),增加接触点数量,合理分布夹持力,减少变形。

图2 打表找正

图3 花瓣形夹具
(2)齿圈淬火过程采用限形淬火和压淬工装(图4),对齿圈内孔进行限制,同时对端面施加一个压力,控制内孔花键跨棒距、圆度及端面跳动。实施时,淬火油流量、油路、油温等多项参数都应进行设计。压淬用机床如图5所示。
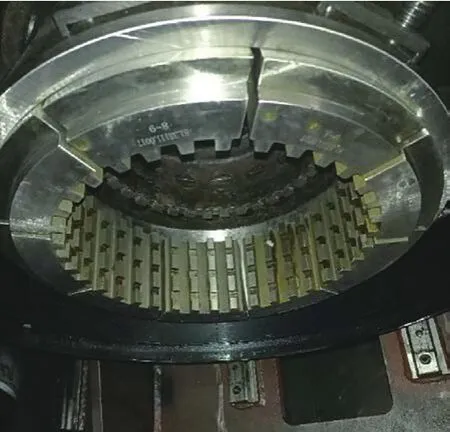
图4 渗碳淬火用压淬工装

图5 渗碳淬火压淬机床
工艺流程及研究结果
综合各预防斜齿齿圈变形的手段,最终指定的工艺流程为下料→辗环→正火→粗车→精车→车齿→压淬→回火。
(1)毛坯制取:辗环是环形锻造毛坯的主要生产方式之一,具有生产效率高、材料利用率高的优点,能够实现较高圆度的毛坯生产。生产时,选用φ100mm×202mm的材料,辗环完成后毛坯外径264.5mm,内径229.5mm,长度102mm。辗环完成后,对毛坯进行正火处理,以消除应力,减少在后续加工过程中的变形。
(2)粗精车:粗车、精车均采用CAK5085BJ进行,粗车时,保留一定精车余量;在精车时,重点控制尺寸公差、粗糙度、端面跳动、圆度等几何、形位公差。
(3)齿形加工:车齿加工采用YK8150车齿机,花瓣式弹性夹持工装(图6),保证跨棒距,齿跳等要求,走刀(图7)循环中至少有两个循环采用小余量切削,以保证最终齿部精度要求。
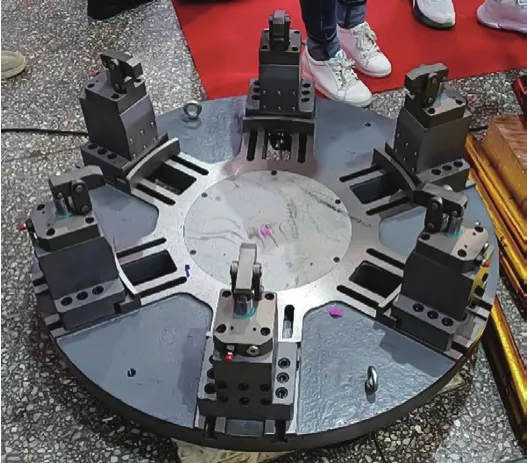
图6 花瓣式弹性夹持工装
(4)压淬:加工完成后,需要对齿圈进行渗碳处理,保证齿面硬度达到设计要求。为了减少渗碳过程中的高温(860℃)导致的产品变形,选择压淬的方式进行淬火。压淬又叫限形淬火,使用下模限制内孔直径,保持M值稳定及圆度,上模压紧限制端面跳动;油路分内外两路控制,注意控制内外冷却均匀。淬火后回火温度选择为150℃,最大限度降低温度,延长时间,充分释放齿圈的内应力。
在生产过程中,对齿圈的齿部精度进行了测量(表1),能够满足要求。其中,压淬前的齿圈齿部精度要求高于成品要求至少两个精度等级,压淬后的齿圈齿部精度才能达到成品要求。
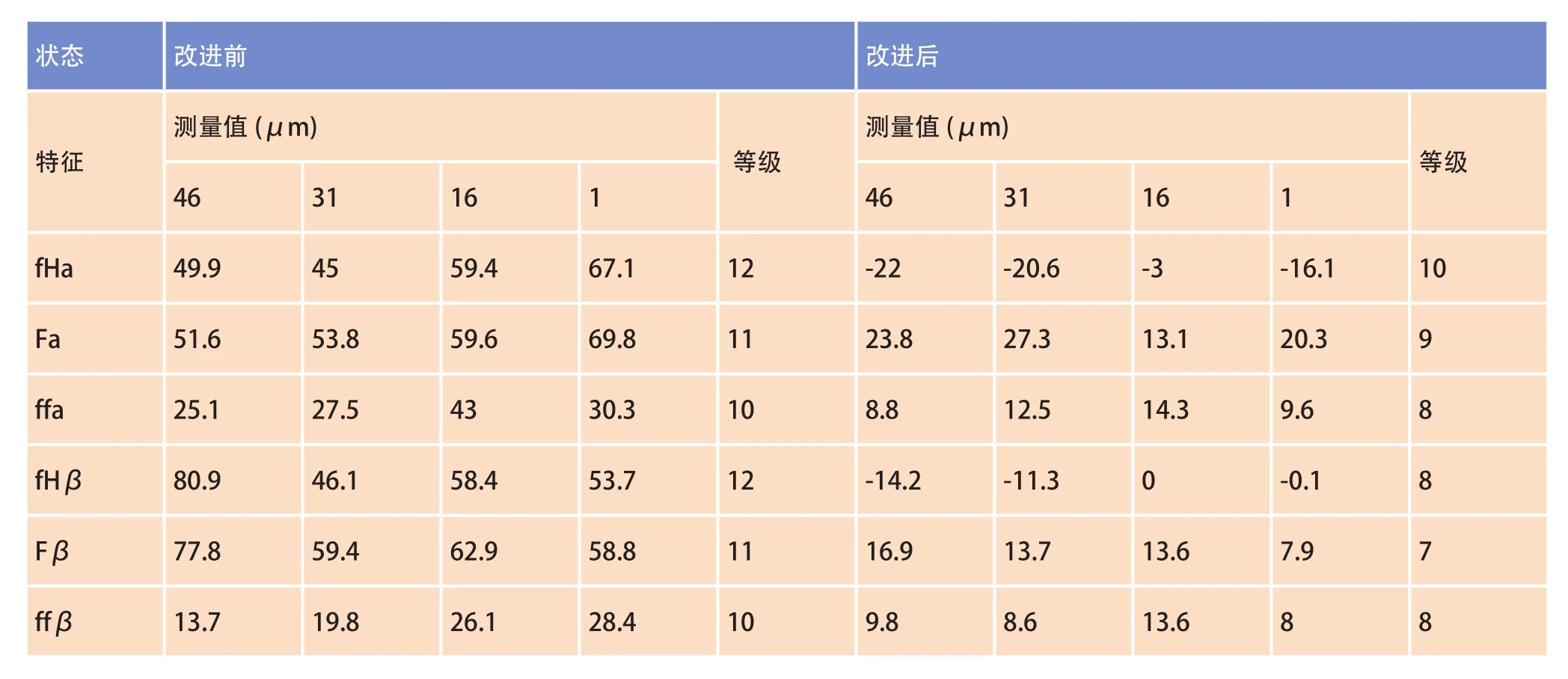
表1 齿圈的齿部精度
结束语
在轮边斜齿齿圈的工艺开发过程中,对影响齿圈精度的因素进行了分析,并有针对性的制定了相关措施,设计了合理的工艺流程,生产得到了符合要求的产品。在生产过程中,积累了相关经验,对解决齿类变形具有一定的指导意义。
