一种变速箱后行星齿轮支架锻造成形工艺的先期模拟
2021-12-10王欢湖州剑力金属制品有限公司洛舍分公司
文/王欢·湖州剑力金属制品有限公司洛舍分公司
孟凡林·浙江天马轴承集团有限公司
变速箱后行星齿轮支架是行星齿轮机构中用来固定和支撑行星齿轮运转的零件。它可以随着行星齿轮一同转动,也可以单独锁止,从而改变齿轮旋转状态,达到控制车轮转动状态的目的。因此面对复杂的工况环境,该零件需要有足够高的强度和韧性,以达到抗扭转和抗冲击的要求。目前,锻造是最为理想和经济的量产成形方式。
在与自主品牌变速箱客户合作过程中,有一批变速箱后行星齿轮支架锻件需要提前交样周期。根据客户提供的产品图纸出锻件图后,发现此变速箱后行星齿轮支架锻件的形状复杂系数属于S3级,锻造成形难度较高。并且因为目前没有近似产品的锻造经验,所以对此产品的锻造成形可行性进行了评审,经评估后认为该锻件成形工艺难度较高。为提高一次试模的成功率和缩短交样周期,同时为新产品的量产开模做准备。决定通过Deform-3D有限元模拟软件对该产品锻造成形工艺进行先期模拟和分析,验证该产品锻造的可行性。
锻造工艺与模具设计
锻件设计
此后行星齿轮支架材料使用SAE1020,为美标钢种,相当于国标20钢,属于优质低碳碳素结构钢,此牌号钢的强度较低,塑性好,通常经渗碳后使用,以达到表面硬度高、心部韧性好的效果。
锻件预留加工余量单边1.2mm(拔模斜度1.5°~3°),得到锻件外径最大尺寸φ145mm,支架盘底厚度8mm,五个支架扣高度45.1mm,支架扣顶部内壁直径116mm,外壁直径141mm,锻件重量1.938kg。锻件图如图1所示。
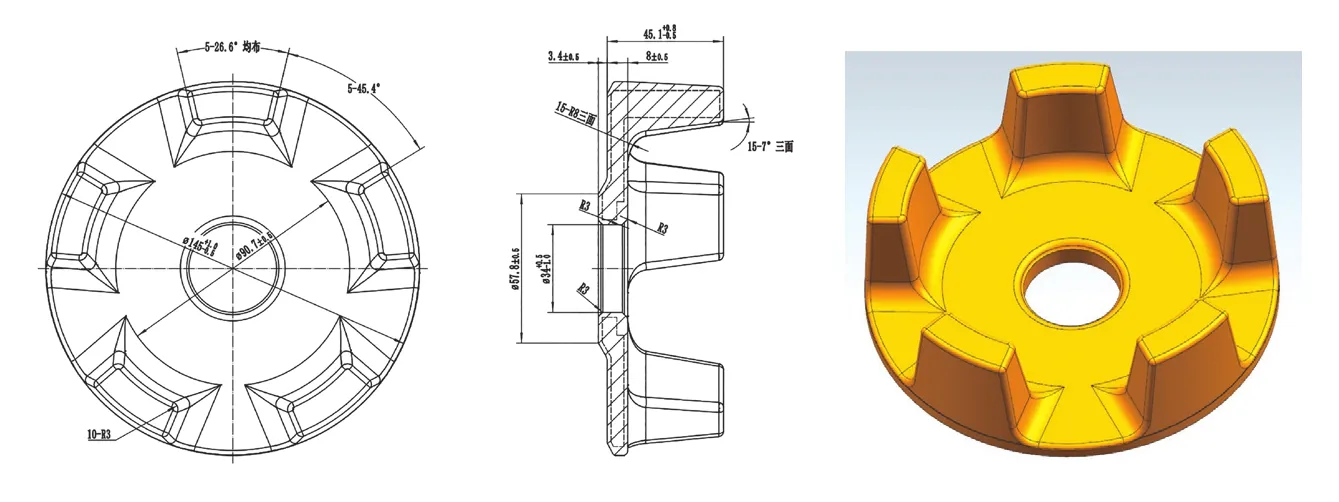
图1 锻件图示意图
设备选型
成形设备选用热模锻压力机,与电动螺旋压力机或摩擦压力机相比,直观表现为滑块的打击速度更快、动作更平稳、锻件与模具的接触时间更短、可以实现多工位自动化模锻,使生产效率更高;综合诸多优势,选用热模锻压力机。
模具设计
对于该产品而言如果采用反挤压成形,将更有利于支架扣部分成形,那么意味着行星支架扣处在上模,但是这样的话上模型腔太深而下模型腔很浅,会导致锻件在上模的粘附力远大于下模的粘附力,导致脱模时容易粘上模腔。
同时,受限于目前设备和模座结构的原因,上模无法加装顶杆,对于粘上模腔的现象很难有明显改善,导致在实际生产时对生产节拍、模具冷却等有很大影响,最终结果会使模具寿命降低、增加生产成本。因此在现有设备基础上,只能采用正挤压成形,依靠下模顶杆顶出的方式脱模。
预锻模具为半闭式正挤压模具(图2),锻件外形轮廓属于回转体类,这样半闭式桥部可以直接设计成简单的回转体形式,桥部飞边厚度为2mm,飞边间隙设计为1.5mm。预锻件脱模采用下模顶杆顶出方式。
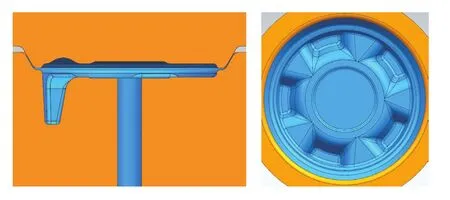
图2 预锻模具示意图
为避免和减小支架扣顶部区域在终锻时的缺陷,在预锻上模对应支架扣根部的位置,特意增加五个半球形储料凸台(图3),确保在精锻过程中支架扣顶部填充饱满。
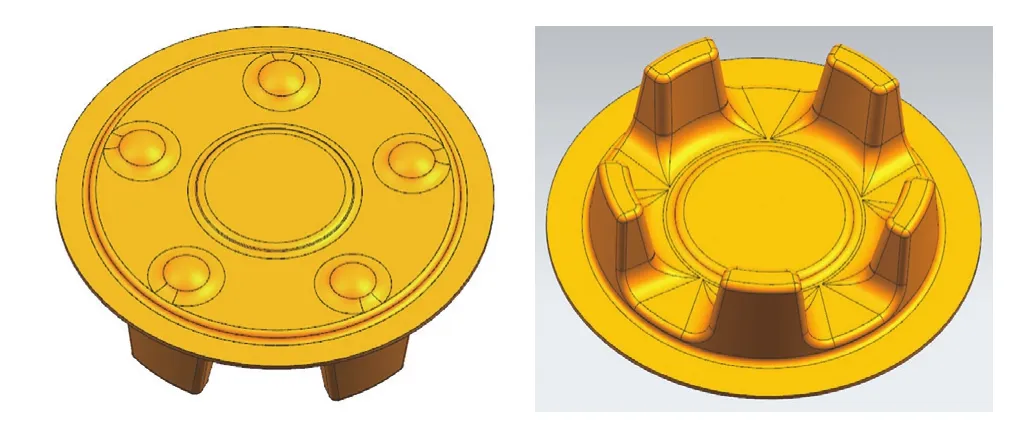
图3 预锻件示意图
终锻模具为一般的开式模(图4),飞边桥部宽度为7mm,飞边厚度约为2mm。终锻件脱模同样采用下模顶杆顶出方式。

图4 终锻模具示意图
工艺路线
因产品大平面厚度较薄,SAE1020钢热锻时材质较软,锻件在脱模顶出、冲孔和切边的过程中会产生较为明显的变形,所以在冲孔、切边后增加一道热整形工序,均为常规锻造工序。工艺路线图如图5所示。
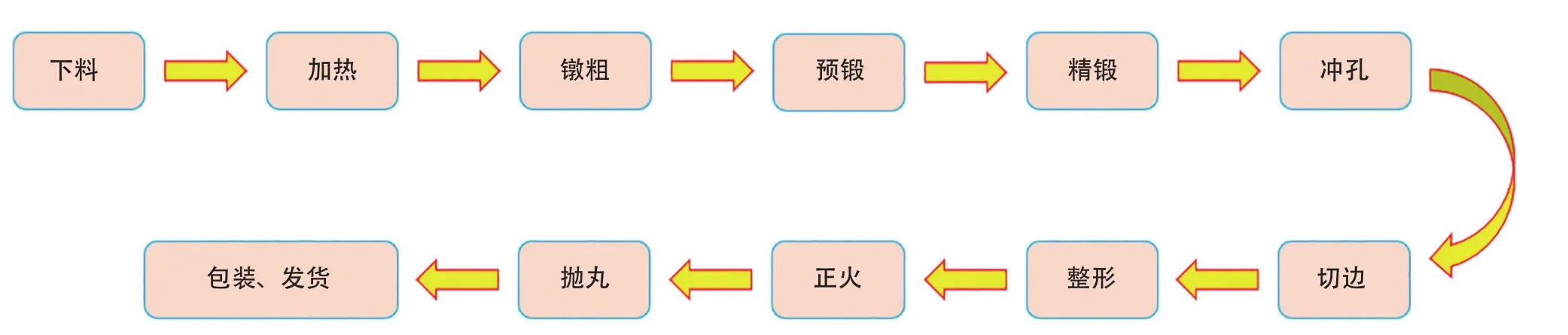
图5 工艺路线图
摩擦:剪切摩擦系数0.3;
温度与热传:毛坯温度1160℃,环境温度30 ℃,导热系数5N/(sec·mm·C)(这里考虑脱模剂的影响),热对流系数0.02N/(sec·mm·C);
运动与步长:上模运动速度350mm/s,步长值0.1mm。
锻造成形力计算
根据热模锻常用锻造成形力经验公式(锻模设计手册(第2版)吕炎)计算:

式中P(kN)-为成形所需锻造力;
C-为安全系数,这里取1.2;
K-为金属变形抗力系数,由钢种和锻件形状的复杂程度(10kN/cm2)决定,这里取7;
F-为包括锻件飞边桥部宽度在内的投影面积,锻件桥部设计7mm宽;
得出:

成形所需的吨位约为1690吨,因此锻造设备选用2500吨的热模锻压力机。
成形模拟
模拟参数设定
原材料尺寸:棒料φ60mm×101.9mm,重量2.26kg;
网格划分:网格数量102863,最小网格尺寸0.68mm,网格比例2;
成形模拟结果分析
镦粗:如图6所示,镦粗后坯料整体热量散失较少,主要集中在坯料端面与模具接触的位置,整体温度在980~1160℃之间。
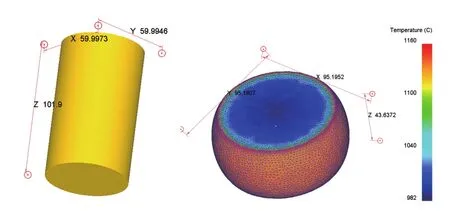
图6 棒料尺寸和镦粗尺寸
预锻:如图7所示,预锻厚度到位时,锻件底部成形饱满,支架扣顶部成形未满(预锻体积设计比终锻大),高度约42.4mm。从温度云图看,锻件温度在1000~1240℃之间;成形所需吨位约564吨。
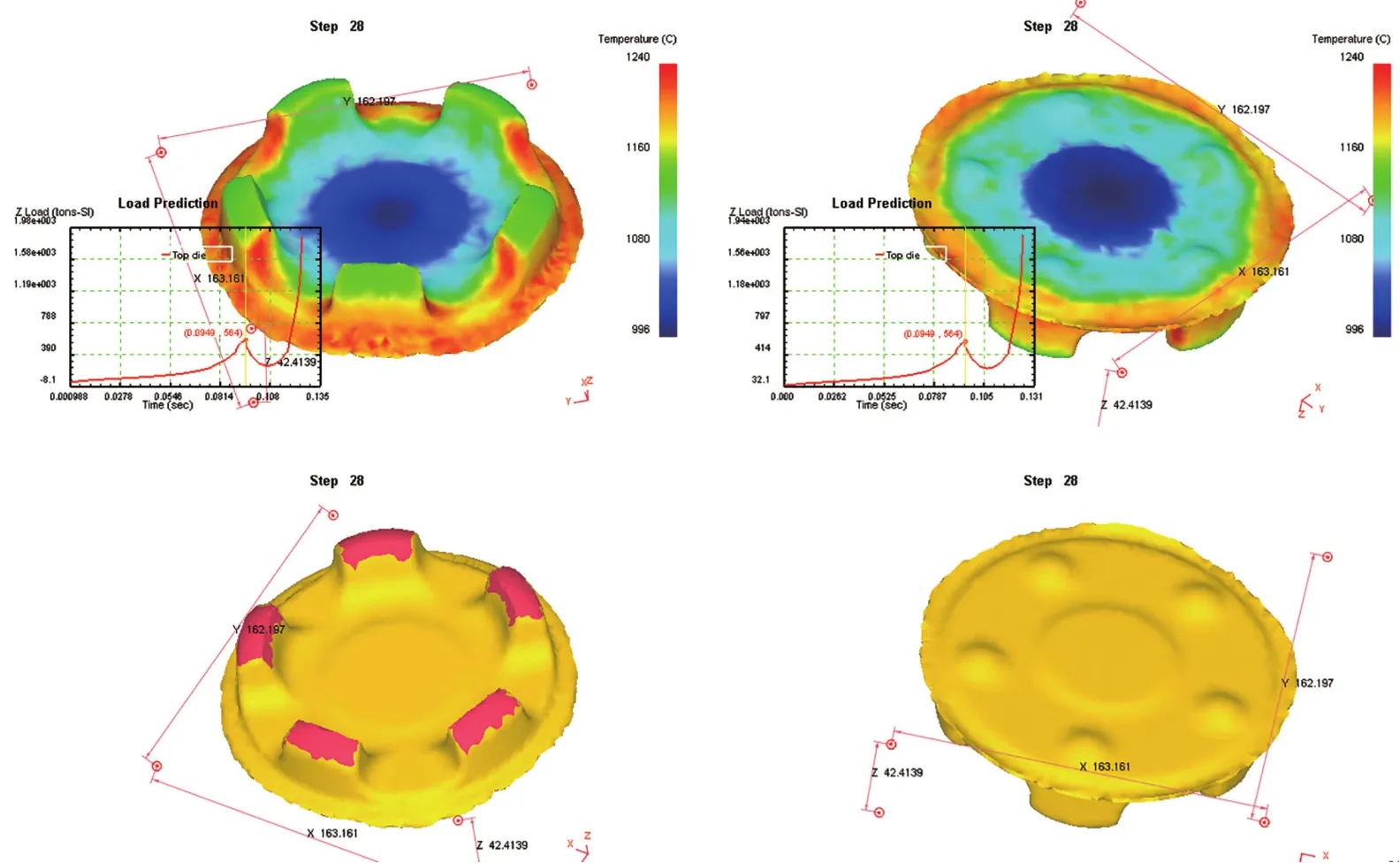
图7 预锻温度、吨位和成形填充情况
图8为预锻厚度到位时,锻件的等效应力和等效应变分布情况。从应力、应变分布云图中可以看出等效应力与等效应变分布较为均匀、并趋于一致,且无明显集中点。
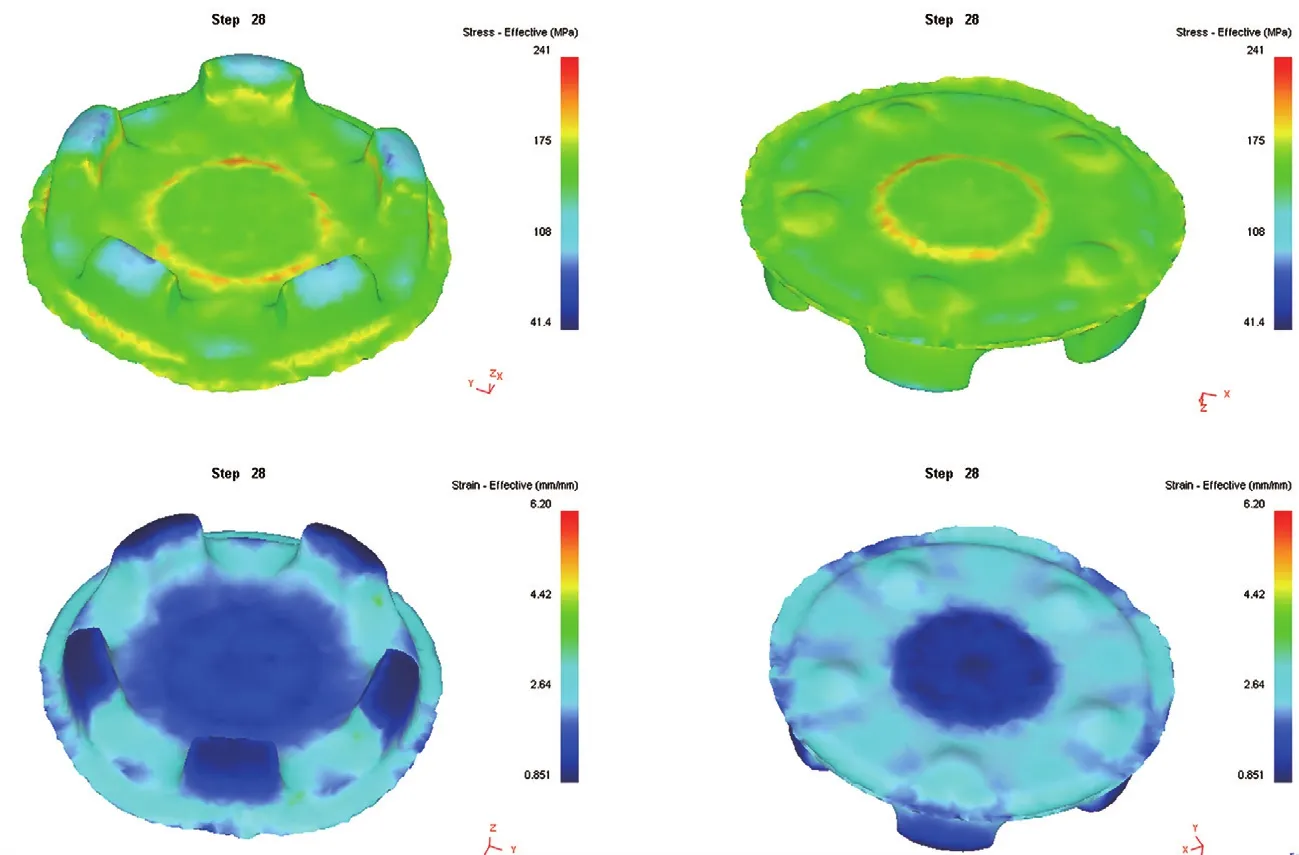
图8 预锻等效应力和等效应变分布云图
终锻:图9为终锻尺寸到位时,锻件的温度、吨位和成形填充情况。锻件成形饱满、无缺肉现象,从温度云图看锻件整体温度在1020~1280℃之间;成形所需吨位约1540吨,与经验公式计算值(不乘安全系数为1410吨)接近。

图9 终锻温度、吨位和成形填充情况
当终锻尺寸到位时,锻件的等效应力和等效应变分布情况如图10所示。从应力、应变分布云图中可以看出等效应力与等效应变分布较为均匀、并趋于一致,且无明显集中点。

图10 终锻等效应力和等效应变分布云图
对该变速箱后行星齿轮支架锻件的锻造成形有限元模拟,可以直观查看整个锻造成形过程。通过对成形过程中锻件的温度、应力、应变等的变化和分布的综合分析,认为针对此变速箱后行星齿轮支架锻件的锻造成形工艺可行性较高,可以按照所设计的模具提前开模、打样。
结束语
通过借助Deform-3D有限元模拟软件,对所设计的锻造成形工艺进行先期模拟、分析,可以在避免试模的情况下,验证成形工艺的可行性,并且能够预测在成形过程中可能存在的一些缺陷。进而针对出现的问题可以提前进行优化和模具结构更改,进而减少试模和工艺改进所消耗的大量时间和经济成本。
