轻型陶瓷/金属复合装甲抗垂直侵彻过程中陶瓷碎裂行为研究*
2021-12-03余毅磊蒋招绣王晓东杜成鑫杜忠华高光发
余毅磊,蒋招绣,王晓东,杜成鑫,杜忠华,高光发,
(1. 南京理工大学机械工程学院,江苏 南京 210094;2. 宁波大学冲击与安全工程教育部重点实验室,浙江 宁波 315211)
近年来,防护结构呈现出高性能和轻量化的需求,相对于整体金属装甲而言,双硬度装甲显示出了更高的弹道效率[1],在各型双硬度装甲中,以高级陶瓷为硬质层,铝合金或钢为背板的陶瓷/金属复合装甲被广泛用于轻型装甲。而同时兼顾轻量并进一步提高轻型陶瓷复合装甲的弹道性能已成为陶瓷复合装甲系统的研究热点之一[2]。
大量学者通过侵彻深度试验(depth of penetration,DOP )[3-9]采用半无限厚背板,研究了不同工况陶瓷复合装甲对侵彻深度和微分效率因子的影响,分析表明,弹丸速度、陶瓷类型、陶瓷厚度和背板材料对弹道性能有较大影响。
现有研究表明[10-11],轻型陶瓷复合装甲在应对穿甲弹高速冲击时,利用装甲陶瓷高硬度的特性使硬且脆的穿甲弹芯断裂甚至粉碎,而装甲陶瓷的主要破坏形式为锥形碎裂破坏,大部分弹体动能被重新分配为飞溅的陶瓷碎片动能,而陶瓷碎裂仅吸收了很小一部分弹体动能。近年来也有学者试图从冲击后陶瓷碎块尺度及粒径分布规律着手,分析陶瓷复合装甲的抗弹机理。Hogan 等[12]通过对单个陶瓷碎片大小和形状分布的完整测量,得到陶瓷冲击破坏的两种不同的碎裂形式:垂直于冲击方向由高压缩应力引起的存在于陶瓷粉碎区内的粉末状碎块和平行于冲击方向与主裂纹(径向和环向裂纹)扩展相关的块状较大碎块。Savio 等[13]通过DOP 试验对不同陶瓷厚度下陶瓷碎块的粒径分布进行了统计,指出随着陶瓷厚度的增大,弹丸与陶瓷相互作用的时间随之增加,从而产生更多更细的陶瓷粉末。然而由于试验的局限性,试验结果并不总是可重复的,实际工程应用主体的轻型陶瓷/金属复合装甲作为一个整体,韧性金属背板与面板陶瓷之间存在极为重要的协同关系,其抗弹机理也更为复杂,且陶瓷的破碎程度很大程度上决定了装甲的性能及抗二次打击能力,所以对冲击后陶瓷碎块尺度及粒径分布规律分析变得尤为重要。
本文中通过弹道冲击试验研究了冲击速度为450~510 m/s 时12.7 mm 穿甲燃烧弹对不同背板厚度及陶瓷厚度下陶瓷/金属复合靶板的冲击响应,着重分析陶瓷锥形成及碎块粒径分布之间的联系。
1 试验设计
采用54 式12.7 mm 标准穿燃弹对不同组合方式的陶瓷/金属复合靶板进行冲击试验,通过改变装药量来调整弹丸出膛速度,弹丸主要由被甲、燃烧剂、弹芯及铅套组成。穿燃弹弹丸总质量约为48.3 g,弹芯质量约为30.8 g,弹芯材料为T12A 钢,其性能见表1。
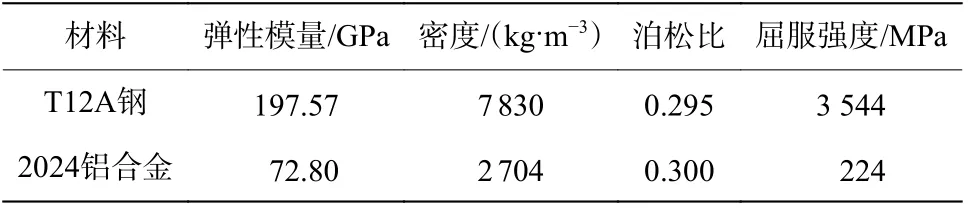
表1 弹体和背板材料力学性能Table 1 Mechanical properties of the projectile and backplane materials
试验布置如图1 所示,从左至右依次为12.7 mm 口径火药推进弹道枪,光幕测速系统,陶瓷/金属复合靶板及回收装置。为了保证弹丸的稳定性,弹道枪被固定在刚性的基座上。弹丸在距离目标靶板10 m 的距离发射,在距离目标靶板4 m 的距离测量弹丸的着靶速度。通过减装药的方式实现对弹丸着靶速度的控制。此外,着靶速度由红外光幕测量,其测速精度为±2 m/s。
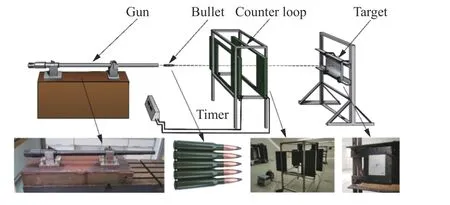
图1 试验现场设置Fig. 1 Test setup
试验所用陶瓷/金属复合靶板为200 mm×200 mm,面板选用SiC 陶瓷,厚度hc为8~15 mm,在陶瓷面板迎弹面上包覆并热压有纤维止裂层(约0.05 mm),主要为防止陶瓷碎块反向飞溅,几乎不影响侵彻效果及陶瓷的碎裂[14];背板采用2024 铝合金,厚度hb为4~8 mm;陶瓷面板及铝合金背板通过钢制约束框及螺栓紧固,约束框对陶瓷/金属复合靶板无围压作用,如图2(a)所示。为了收集试验过程中陶瓷面板的破碎碎块,将陶瓷/金属复合靶板放置于回收箱内,回收箱内壁通过缓冲泡沫块及木板的组合实现对试验过程中飞溅碎块的软回收,如图2(b)所示。SiC 陶瓷及2024 铝合金背板力学性能分别见表1、2。
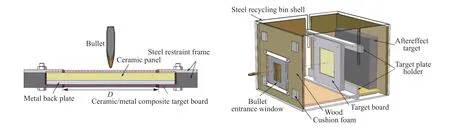
图2 陶瓷/金属复合靶板和回收箱Fig. 2 Schematic of ceramic/metal composite target plate structure and recovery box

表2 SiC 陶瓷材料性能Table 2 Properties of the SiC ceramic
2 试验结果与分析
表3 给出了试验靶板结构及主要试验结果。试验分别研究了相同着靶速度下不同背板厚度及不同陶瓷面板厚度对陶瓷/金属复合靶板抗弹性能的影响,并得到了8 组有效数据。试验后收集回收箱中的碎块,用磁贴吸附出弹体部分得到陶瓷碎块,经称量每组试验陶瓷回收率均超过95%。
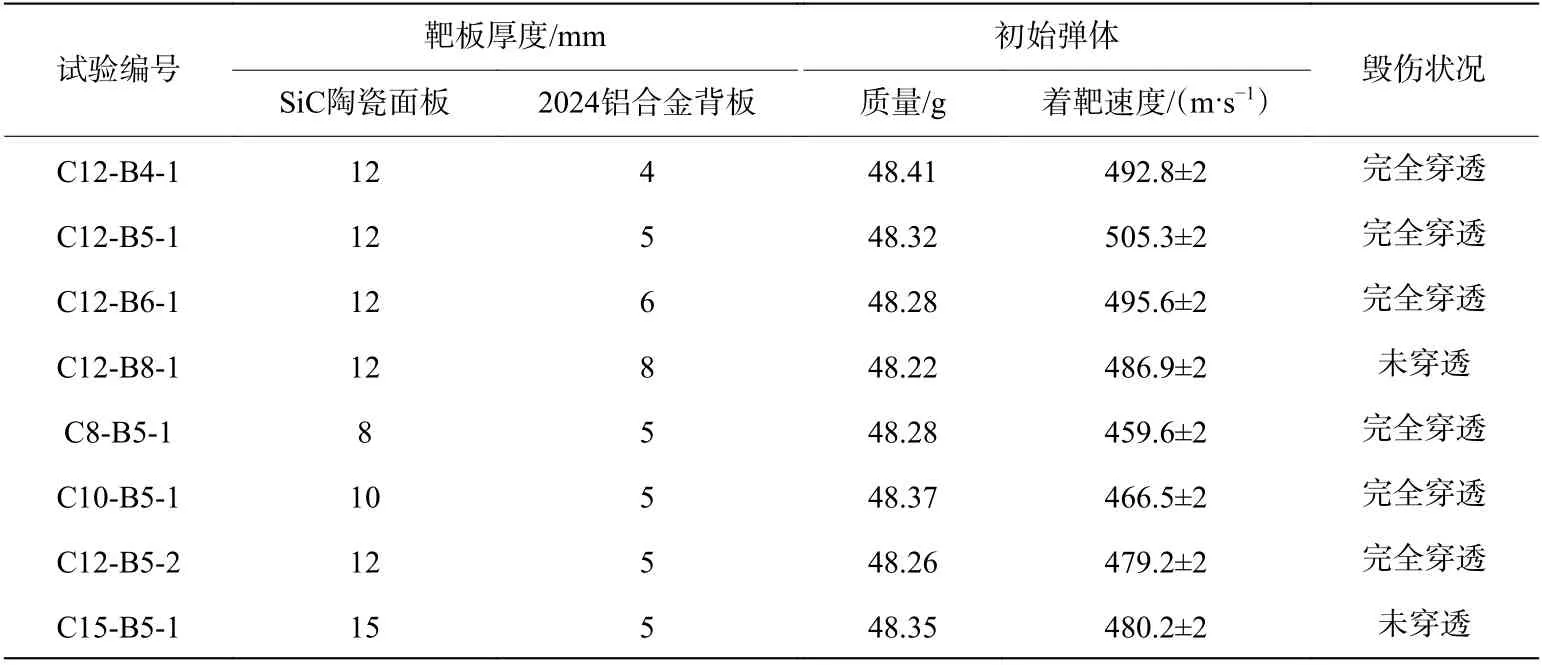
表3 试验靶板结构及主要试验结果Table 3 Target structure and main test results
2.1 陶瓷面板的破坏形式及裂纹扩展
试验后回收陶瓷复合靶板,其中图3(a)迎弹面上黑色灼烧区域为穿燃弹燃烧剂的作用,而由于纤维止裂层的粘接作用,碎裂的陶瓷基本保持完整,并清晰的展示了径向裂纹。清理弹着点附近尺度较小的碎块后,呈现出清晰的陶瓷锥形貌,如图3(b)所示,沿弹着点向外发散的径向裂纹与以弹着点为圆心的环向裂纹呈经纬交错形成沿环向近似均匀分布的类扇形陶瓷碎块,且距离弹着点越远,陶瓷碎块尺度越大,表明在弹、靶相互作用的过程中,弹丸对陶瓷锥挤压作用的范围逐渐减小。锥形裂纹(也称Hertzian锥形裂纹)由弹着点陶瓷锥顶部环向裂纹向陶瓷锥底部环向裂纹扩展,最终形成完整的陶瓷锥。
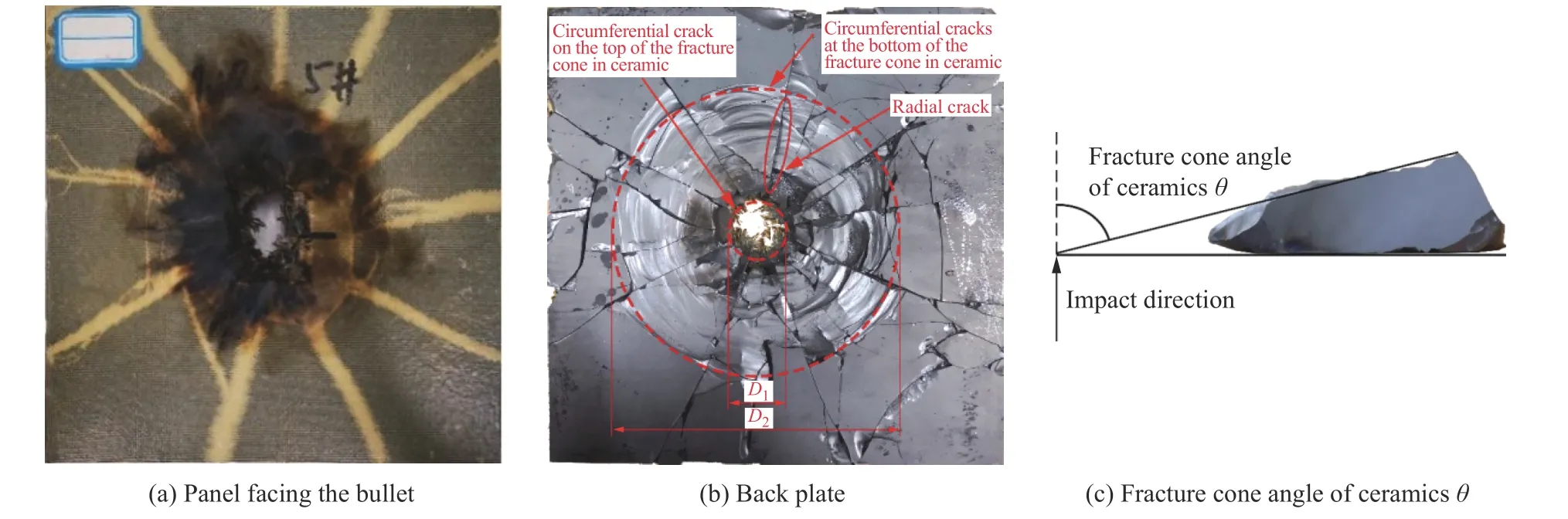
图3 陶瓷面板破坏形貌(试验C12-B5-1)Fig. 3 Destruction morphology of a ceramic panel (test C12-B5-1)
研究表明[15],陶瓷锥的成形是陶瓷抗弹过程中主要的破坏形貌之一。由于陶瓷材料自身通常存在孔隙、夹杂物和其他缺陷,导致裂纹扩展不具有连续性,进而在陶瓷半锥角的测量上存在一定的离散性。为了获得陶瓷半锥角θ 的大小,以回收有效的陶瓷碎块为样本,如图3(c)所示,通过测量各陶瓷碎块的倾角,采用数理统计方法进行处理,具体的统计结果如表4 中所示。
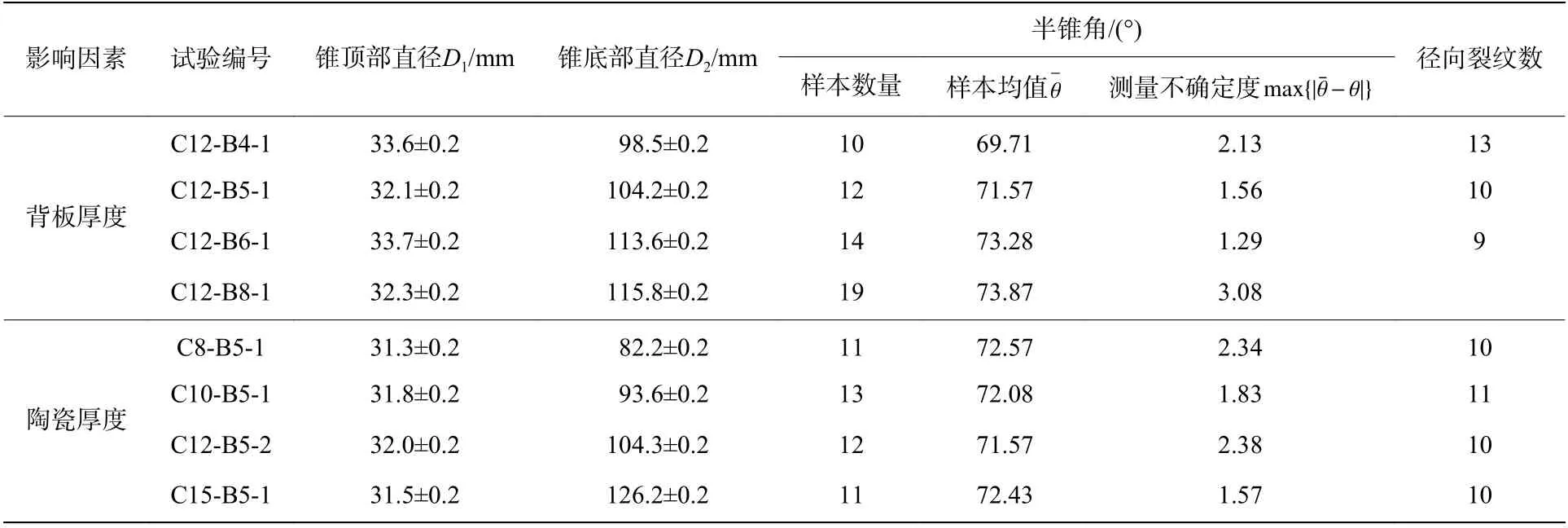
表4 影响陶瓷半锥角及径向裂纹的各因素数理统计结果Table 4 Mathematical statistics of the factors affecting the fracture cone angle of ceramics and radial cracks
在陶瓷复合装甲中,陶瓷与背板厚度存在最佳厚度匹配[16-18]。图4 显示了着靶速度约为490 m/s 时背板厚度对陶瓷半锥角及径向裂纹影响的关系。由图4 可知,随着背板厚度的增加,陶瓷半锥角呈现出增大的趋势,且相关系数为0.9042,说明陶瓷半锥角与背板厚度呈准线性关系,当背板厚度每增大1 mm,陶瓷锥锥角大小增加2.5%。且背板厚度增加,径向裂纹数量明显减少。由此可知背板厚度的不同很大程度的影响陶瓷锥及径向裂纹的生成,随着背板厚度的增加,由背板自由面产生的反射波到达陶瓷材料与背板金属材料在界面处所需时间越久,从而导致陶瓷锥底部环向裂纹直径越大,陶瓷半锥角也越大。而陶瓷径向裂纹的形成很大程度上取决于其抗弯曲能力[19-21],而金属背板作为陶瓷复合装甲中重要结构可对陶瓷面板提供有效支撑,而背板厚度的增加即背板结构刚度的增加,间接的增强了陶瓷的抗弯强度,抑制了径向裂纹的生长。
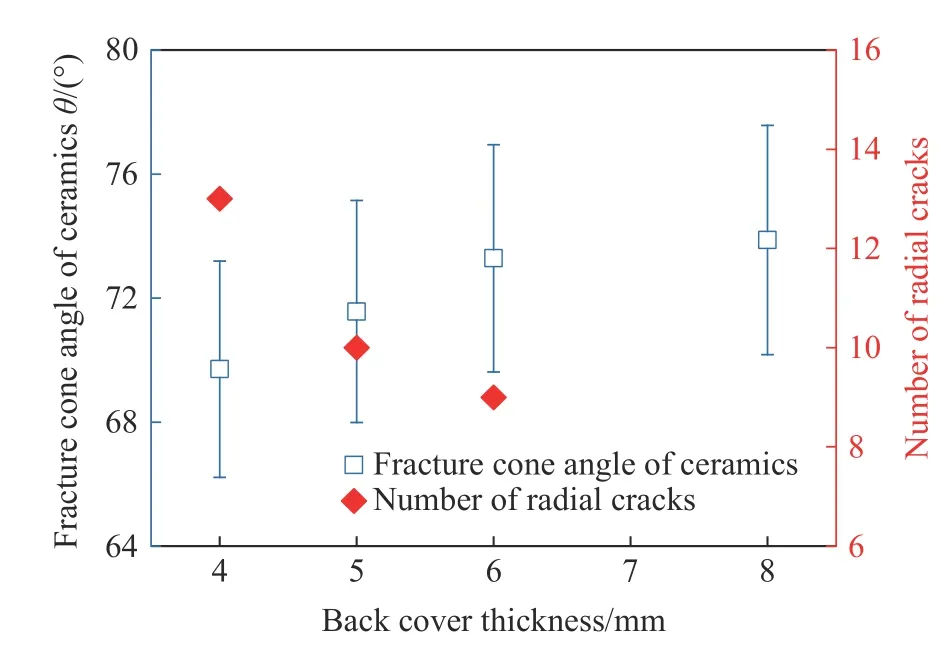
图4 背板厚度对陶瓷半锥角及径向裂纹的影响Fig. 4 Effect of back plate thickness on the fracture cone angle and the numbers of radial cracks of ceramics
图5 显示了着靶速度约为470 m/s 时陶瓷厚度对陶瓷半锥角及径向裂纹影响的关系,与改变背板厚度不同的是陶瓷厚度的增加时,陶瓷半锥角及径向裂纹数均无明显变化,结合表4 陶瓷锥底部直径D2可知,在背板条件及着靶速度不变的情况下,改变陶瓷的厚度,对陶瓷半锥角及径向裂纹数几乎没有影响,而陶瓷锥底部直径增大,同时增大了与背板的接触面积,分散弹体对背板的冲击荷载。
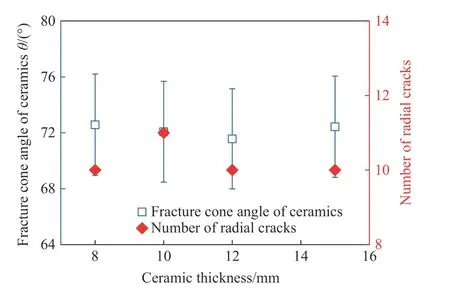
图5 陶瓷厚度对陶瓷半锥角及径向裂纹的影响Fig. 5 Effect of ceramic thickness on the fracture cone angle and the number of radial cracks of ceramic
2.2 陶瓷面板的碎块尺度分布规律
为了获得试样撞击后的陶瓷碎片质量分布规律,对于不同粒径范围的碎片,采用多级筛分法进行碎片的筛分、称重,获得不同粒径范围内的碎片,如图6 所示,所收集到的陶瓷碎块均为陶瓷锥内所产生的。在弹靶接触瞬间,冲击载荷必然在材料内部造成应力波作用,此时所产生的应力波以压缩波为主,如图7(a)所示,弹着点中心区由于高压缩应力使得弹着点附近产生压剪裂纹并向陶瓷板背面延伸,裂纹扩展形成了起始粉碎区,该区域内陶瓷碎片呈粉末状[22],如图7(b)所示,而分筛后的陶瓷碎块粒径小于4 mm的基本呈颗粒状粉末结构,即认定为粉碎区陶瓷碎片,是由于高压缩应力所导致的。由于高动能和高压缩应力,弹着点边缘出现锥形裂纹,并向下表面扩展[23-24],形成破碎区,如图7(c)所示。压当缩波从陶瓷靶板前面传播至两种不同材料构成的界面处时,由于波阻抗的差异性,入射波分解为纵向的透射波和反射波[25],其中反射波再与入射压力加载波随后的卸载波相互作用,在界面附近区域形成局部拉伸或剪切应力,当拉伸应力超过材料的强度,材料发生断裂,裂纹由陶瓷板背面向弹靶接触面扩展,并于锥形裂纹汇聚,形成完整陶瓷锥[26],如图7(d)~(e)所示。而分筛后的陶瓷碎块粒径,大于4 mm 的基本呈扇形片状结构,即认定为破碎区陶瓷碎片,主要由应力波的作用形成。由于陶瓷锥粉碎区始终受到弹丸的挤压作用,弹着点轴向区域陶瓷碎块逐渐成粉末状,当陶瓷锥内粉碎区贯通破碎区时,残余弹丸直接作用于背板。

图6 回收的陶瓷粉末(试验C12-B5-1)Fig. 6 Recycled ceramic debris (test C12-B5-1)
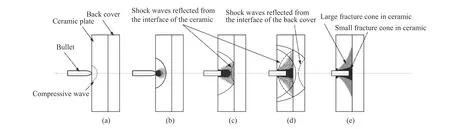
图7 陶瓷锥形成具体过程示意图Fig. 7 The specific process of ceramic cone formation
不同背板厚度下不同粒径的陶瓷碎片经筛网分离后的质量测量结果如图8、9 所示,其中大部分的碎块质量体现在粒径尺度较大的碎块中,即大于4 mm 的陶瓷碎块,而对于碎块尺度较小的陶瓷粉末,所测得的质量较低。值得注意的是,随着金属背板厚度的增加,大于4 mm 的陶瓷碎块质量增大,所占碎块总质量百分比亦增大;而小于4 mm 的陶瓷碎块质量基本相同,所占碎块总质量百分比减小。结合表4可知陶瓷半锥角随背板厚度的增加而增大,即陶瓷锥整体体积增大,陶瓷锥内破碎区范围增大,而粉碎区几乎没有改变。由此表明背板厚度对陶瓷破碎的影响主要取决于应力波的作用,背板自由面产生的反射波强度随着背板厚度的增加而减小[27],所以背板厚度越厚,陶瓷锥破碎区的裂纹也越少,加之较厚的背板减少了径向裂纹的数量,故产生的陶瓷碎块以大粒径碎块为主。
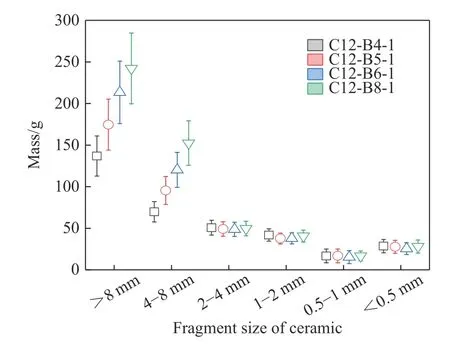
图8 不同背板厚度下陶瓷碎块粒径质量分布Fig. 8 Mass distribution of ceramic fragment sizes under different back plate thicknesses
但由于固体材料的断裂破碎行为是一个及其复杂的过程,尤其对于高速冲击下碎片的质量分布的研究,概率函数对少量碎片的质量数据比较敏感且在统计学上存在一定的误差,这将对碎片分布模型的拟合结果造成较大的误差,采用碎片的累积质量可以有效避免这一问题。目前,在冲击载荷下材料碎裂试验结果的基础上用于描述碎块质量分布的函数,主要包括指数型函数和幂率型函数,其中指数型函数分布规律仅适用于具有一定延性的金属材料的破碎,而对于高脆性材料,碎片的累积质量分布通常遵循幂率规律分布。
Rosin-Rammler 分布模型[28]是表示碎片累积质量分布的常用模型:

式中:x表示碎片等效直径,λ 与k分别表示碎片的平均特征尺寸和幂指数系数,M表示直径等于或小于X的碎片总质量,M0表示试样破碎前总质量,在对陶瓷碎块的统计中,M0近似定义为陶瓷锥形成的质量及M0=ρπh(D12+D22+D1D2)/12。Rosin-Rammler 分布模型可以等效成:

该公式适用于大多数脆性材料破碎后碎片分布的结果。幂指数k一般由试验结果的数据拟合得到,通常来说,为了确定幂指数k的值,上式可以写成对数形式,即:

对数处理后直线的斜率为Rosin-Rammler 分布的幂指数k。
图10 为不同背板厚度下陶瓷碎片的累积质量的对数与碎片直径的对数的线性拟合结果,从图中可以看出,陶瓷碎片的累积质量的对数与碎片直径的对数之间的线性关系明显,表明12.7 mm穿燃弹侵彻陶瓷/金属复合靶板后的陶瓷碎片满足Rosin-Rammler 分布模型。
图11 为碎块平均特征尺寸和幂指数系数与背板厚度的相关性。图中显示随着背板厚度的增加,陶瓷碎片累积质量的对数与碎片等效直径的对数的线性拟合斜率幂指数系数k整体呈增大的趋势。根据回收的样品以及模型中的关系式表明幂指数系数k主要决定不同尺度样品质量分布的比重[28],即随着背板厚度的增加,小碎片的质量比重呈减少的趋势,而大质量碎片则出现增加的情况,即陶瓷锥内破碎区占比增大。Rosin-Rammler 分布模型分析结果与图9 实测碎块分布百分比具有很好的一致性,再次验证了该统计模型在陶瓷碎块统计中的可靠性。而其中8 mm 背板在统计分析中出现的异常点不排除由于靶板整体未穿透,导致弹丸在靶内与陶瓷作用时间增加,弹体在靶内发生小范围翻滚,导致陶瓷锥内碎片等效直径减小。此外,根据拟合的结果以及回收样品的宏观观测,平均特征尺寸λ 则表述的是碎块整体特征尺寸[28],随着背板厚度的增加,整体碎块特征尺寸出现增大的情况。可以认为平均特征尺寸系数λ 可以作为陶瓷整体的损伤程度评判指标之一,λ 越小则靶板破碎程度越高,该区域内陶瓷面板失效抗弹性能降低,所以在保证陶瓷/金属复合装甲抗侵彻性能的同时提高陶瓷碎块平均特征尺寸系数λ 可以有效增强其抗弹效能尤其是抗多发打击能力。
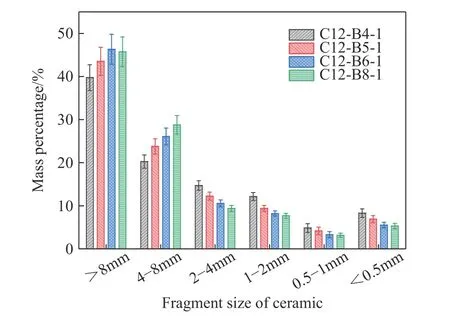
图9 不同背板厚度下陶瓷碎块粒径质量分布百分比Fig. 9 Mass percentage distribution of ceramic fragment sizes under different back plate thicknesses
图10 不同背板厚度下碎块累计质量分布Fig. 10 Accumulated mass distribution of fragments under different back plate thicknesses
图11 不同背板厚度下碎块平均特征尺寸和幂指数系数Fig. 11 Average characteristic size and power-exponential coefficient of fragments under different back plate thicknesses
不同陶瓷厚度下不同粒径的陶瓷碎片经筛网分离后的质量测量统计结果如图12~14 所示,并结合表4,随着陶瓷厚度的增加,整体陶瓷锥体积增大,不同粒径范围的陶瓷碎块整体质量亦增加,但是幂指数系数k整体呈减小的趋势,陶瓷碎块中较粗颗粒即粒径大于4 mm 的质量百分比减小,而较细颗粒碎块即小于4 mm 的质量百分比增大。这是由于随着陶瓷面板厚度的增加反射波的强度随之减少[27],故陶瓷破碎区中裂纹数量减少,即较粗颗粒陶瓷碎块在整体陶瓷锥中所占比例减小;且弹丸与陶瓷的相互作用时间即陶瓷破碎锥被研磨粉化的时间随着陶瓷厚度的增加而增加,从而产生更多更细的陶瓷粉末,导致平均特征尺寸λ 减小。
图12 不同陶瓷厚度下陶瓷碎块粒径质量分布百分比Fig. 12 Mass percentage distribution of ceramic fragment size under different ceramic thicknesses
图13 不同陶瓷厚度下碎块累计质量分布Fig. 13 Accumulated mass distribution of fragments under different ceramic thicknesses
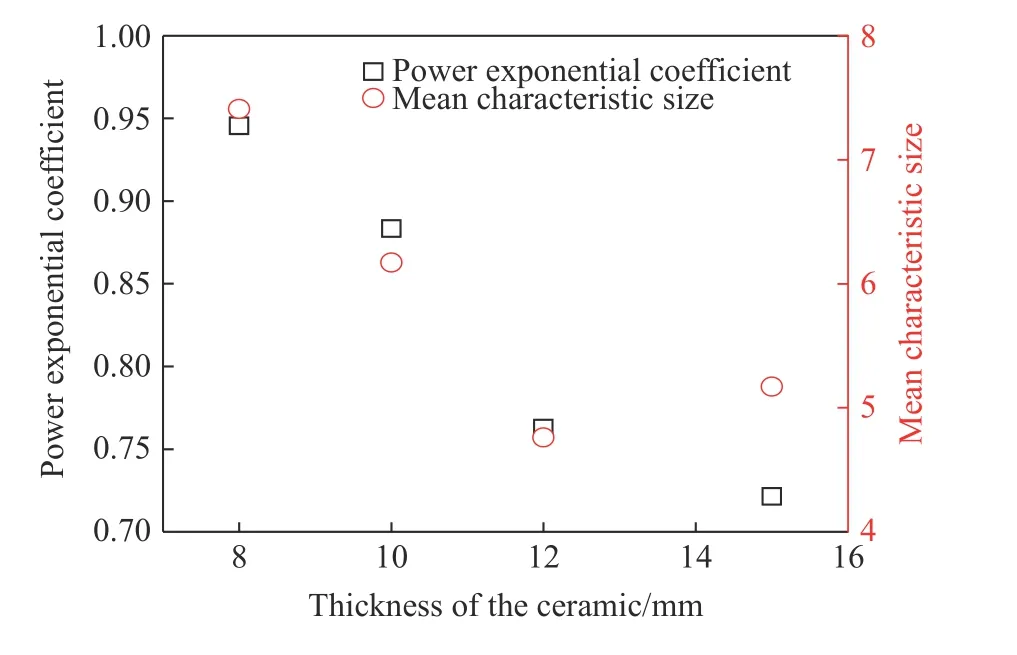
图14 不同陶瓷厚度下碎块平均特征尺寸和幂指数系数Fig. 14 Average characteristic size and power-exponential coefficient of fragments under different ceramic thicknesses
3 结 论
为探讨轻型陶瓷复合装甲的抗弹机理,本文通过12.7 mm 穿燃弹弹道冲击试验研究了不同背板厚度及陶瓷厚度下陶瓷/金属复合装甲抗侵彻过程中陶瓷碎裂行为,对陶瓷面板破坏模式进行分析,并研究了陶瓷锥的形成即陶瓷碎块粒径分布规律,可以得到以下结论:
(1)陶瓷锥是陶瓷面板的主要破坏特征,其宏观裂纹主要有:径向裂纹、环向裂纹和锥形裂纹;完整陶瓷锥可分为粉碎区和破碎区,其中粉碎区是由于高压缩应力引起的,由较小粉末状陶瓷碎块所组成;破碎区是由于应力波造成的,由较大片状陶瓷碎块所组成。
(2)12.7 mm 穿燃弹侵彻陶瓷/金属复合靶板后的陶瓷碎片满足Rosin-Rammler 分布模型;并指出幂指数系数k主要决定不同尺度样品质量分布的比重,反映了陶瓷粉碎锥在整体陶瓷锥中的占比,平均特征尺寸系数λ 可以作为陶瓷整体的损伤程度评判指标之一。
(3)当背板厚度增大时,陶瓷锥半锥角增大,导致陶瓷锥整体体积增大,破碎区占比亦增大,产生的陶瓷碎块以大粒径碎块(大于4 mm)为主,陶瓷锥内整体碎块特征尺寸增大;当陶瓷厚度增大时,陶瓷锥半锥角及径向裂纹数量基本不变,陶瓷锥内粉碎区占比增大,整体碎块特征尺寸减小。