全工序CAE 分析技术在侧围模具开发中的应用
2021-11-30魏本华叶立渊北汽重型汽车有限公司
文/魏本华,叶立渊·北汽重型汽车有限公司
侧围外板是车身最重要的零件,同时也是模具开发过程中工艺开发难度非常大的零件。侧围外板潜在的工艺难点和质量缺陷比较多。随着冲压成形CAE 分析技术的发展和应用,为在工艺审查和工艺设计阶段规避质量缺陷,确保模具开发周期提供了有效的保证手段。
CAE 成形分析是近年伴随计算机软硬件技术的进步,逐步发展成熟的钣金成形虚拟验证技术。目前国际上主要的钣金成形CAE 分析软件有美国ETA 公司的Dynaform,法国ESI 集团的PAM 系列软件,德国AutoForm工程有限公司的AutoForm。国内主要有吉林金网格模具工程研究中心的KMAS 软件,北京航空航天大学的SheetForm 软件,华中科技大学的Vform软件等。从最初的拉延成形CAE 分析,到目前的全工序CAE 虚拟验证,该技术为冲压模具行业的发展做出了巨大贡献。
通过冲压件同步工程阶段及模具工艺设计阶段的CAE分析验证,可为冲压件质量目标的实现提供保证,大幅缩减模具调试时间,降低工艺失败或反复调试造成的模具开发成本。本文以实际项目经验为依托,论述使用AutoForm 软件针对某车型侧围外板潜在的典型问题点进行全工序CAE 分析验证,并制定和实施相应的优化对策方案。
侧围外板开发典型问题分析
车身主特征棱线滑移问题
车身主特征线形状是车型的重要造型风格诠释,是最容易引起视觉关注的关键特征。成形过程中一般确保该棱线首先触料,如果模具开发过程中拉延工序的冲压方向选择不恰当,使零件成形过程中该触料点产生偏移,就会造成棱线不清晰的质量缺陷,严重影响油漆车身的视觉效果。
模具凹模口冲击痕流入外观面问题
冲击痕又分为一次冲击痕和二次冲击痕。一次冲击痕由凹模口冲击形成,对板料表面的破坏较大,不可流入外观面;二次冲击痕由凹模的工艺台阶R 角冲击形成,原则上不允许流入外观面。冲击痕一旦流入就会造成车身涂装后可见的视觉缺陷。
冲压件整体刚度问题
钢板在成形过程中受拉伸影响,产生塑性变形及加工硬化,如果冲压件拉伸不充分,则零件刚性不足。我们一般要求外板件拉伸变薄率在3%以上,即主应变在3%以上,且次应变不允许出现负值。
A 柱风窗下缘止口法兰面起皱波浪问题
侧围A 柱下缘与翼子板搭接处,玻璃安装法兰面与侧围A 柱外露面及翼子板避让位置的内部结构面,大多呈现近似三角形长度关系,三角形两边之和大于第三边,拉延形成的工艺形状通过侧整形变为法兰面,多料造成起皱,影响玻璃安装面的涂胶及密封效果。
B 柱上下端起皱、波浪问题
侧围的B 柱上下两端呈“T”字形结构,断面线长变化较大,造成线长较短的部位出现多料,呈现起皱、波浪缺陷。
C 柱侧风挡前侧下缘起皱问题
侧围的C 柱侧风挡前下角部位,同样由于断面线长度差的问题,且在长度较短范围内变化剧烈,造成斜坡面多料起皱。
加油口及形状类似部位面品波浪问题
侧围的加油口及侧风挡拐角等部位,拉延过程中由于材料流动,造成材料聚积,面品波浪不平的缺陷。缺陷识别方法为:专业检测人员局部打油石可见不连续的断线、断面或戴手套触摸划过有缺陷类的触感。
各形状急剧变化缺料部位的破裂问题
其余拉延深度较大或形状变化剧烈部位的拉延或翻整破裂。
材料聚积及翻边多料部位的起皱问题
其余成形多料或材料流动积聚造成的起皱。
针对侧围外板典型问题的CAE 分析验证及对策
车身主特征棱线滑移问题
冲压方向确定后,一旦特征线左右拉伸角度相差较大,受力不均衡,就会产生棱线滑移缺陷(图2)。该问题可以通过CAE 分析技术(图3)准确验证:通过调整X、Y、Z 的旋转角度,找到棱线滑移最小的冲压方向。对于达到料厚20 倍以上的特征R 值,基本可以忽略其滑移影响。
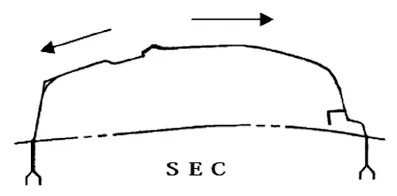
图2 滑移缺陷示意图

图3 CAE 分析
模具凹模口冲击痕流入外观面问题
通过CAE 分析验证,可以发现一次冲击痕及二次冲击痕均接近外观A 面(图4、图5),实际模具开发过程中存在较大隐患,我们一般要求CAE 分析阶段冲击痕距离A 面要有5mm 以上安全距离。

图4 一次冲击痕

图5 二次冲击痕
图6 断面为冲击痕产生机理,分析断面形状可以看出:缓解一次冲击痕的对策为拉延Punch Profile 外移,但相同条件下,二次冲击痕会变得更加严重;缓解二次冲击痕的对策为Punch Profile 内收,或者Binder 面下移加大拉延深度,另外旋转冲压件角度,放缓侧壁对缓解冲击痕有效果。

图6 冲击痕产生机理
首先,根据滑移痕的分析状况,结合冲击痕流入外观面的情况,确定冲压件拉延方向;之后,以此为基础,调整Punch Profile 位置,确保一次冲击痕距离外观面5mm 以上;然后调整工艺补充断面形状,包括Binder 深度及二次冲击部位R 角的大小,使其尽可能晚的接触板料。
侧壁特别陡的产品,存在二次冲击痕无法彻底抑制在A 面之外的情况,我们一般采用放大冲击部位R角或在凹模口镶嵌耐磨合金(如铍铜)的策略,减小二次冲击痕实际感受,可做到涂装后不可见。
冲压件整体刚度问题
通过CAE分析软件,对拉延成形变薄率进行检查,可以提前判断冲压件刚度是否达标,如图7 所示:局部拉延变薄率不大于3%(未达标);通过CAE 技术提前识别此问题后,可以通过调整拉延筋强度等对策,确保变薄率指标的实现,图8 所示变薄率已达标,并接近完美状态,对应状态的参数设置可作为拉延筋加工数据的参考。

图7 优化前CAE 分析变薄率

图8 优化后CAE 分析变薄率
A 柱风窗下缘止口法兰面起皱波浪问题
侧围外板A 柱风窗下缘止口部位,在拉延后的侧整形工序处于多料状态,导致玻璃安装法兰面起皱波浪问题,影响涂胶及密封,如图9 所示。基于此典型缺陷的存在,我们提前考虑采用压料整形工艺,并使用CAE 分析技术进行验证,机构工作原理如图10所示。CAE 分析后结果如图11 所示,证明该方案可行有效,为工艺技术方案的确定提供了有力支持。
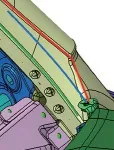
图9 A 柱优化前起皱波浪问题
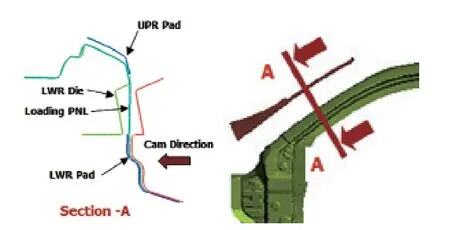
图10 采用压料整形工艺

图11 A 柱起皱波浪问题优化后CAE 可行性分析
B 柱上下端起皱波浪问题
如图12 所示,侧围B 柱上下端由于断面线长差异的问题,拉延过程中要料少的部位由于多料会产生波浪不平。如图13 所示,CAE 分析判断后,通过优化产品造型,增加吸料的形状特征,再次CAE 验证,问题解决,如图14 所示。

图12 B 柱优化前起皱波浪问题

图13 优化B 柱产品造型

图14 B 柱起皱波浪问题优化后CAE可行性分析
C 柱侧风挡前侧下缘起皱问题
如图15 所示,C 柱侧风挡前侧下缘由于形状变化激烈,断面线长差异较大,CAE 分析出现严重起皱问题。我们采取两种对策:①优化产品,在不妨碍玻璃安装的前提下,局部增加吸皱形状,加大断面长度;②更改拉延工艺补充形状,余肉部分增加鼓包,进一步加大断面长度,防止起皱,如图16 所示。经过CAE 验证最终效果良好,见图17。

图15 C 柱优化前起皱问题

图16 优化C 柱产品造型

图17 C 柱起皱问题优化后CAE 可行性分析
加油口及形状类似部位面品波浪问题
如图18 所示,加油口位置翻边R 角采用先过拉延成形后修边的方案,经CAE 分析验证:周边面品缺陷较严重。经过分析,采用将加油口补平,修边后周圈强压翻边的方案,见图19。经过CAE 验证面品质量较好,无缺陷,如图20 所示。
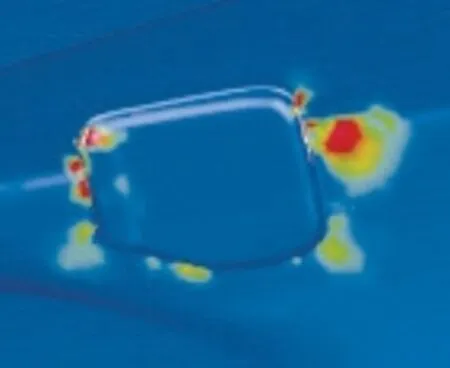
图18 加油口优化前开裂严重

图19 加油口优化工艺方案

图20 加油口优化后CAE 可行性分析
形状急剧变化缺料部位的破裂问题
产品形状变化剧烈或成形角度在冲压方向比较陡的立面部位,在拉延或整形工艺过程中容易开裂,如图21所示;通过CAE分析技术,提前发掘潜在问题点,并在同步工程阶段优化产品,或在工艺设计阶段优化工艺补充面形状,如图22 所示。达到提前解决问题,提高模具调试工作效率的目的。
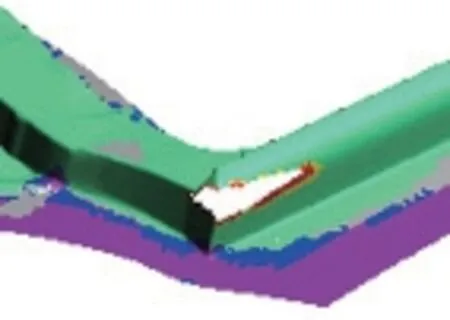
图21 缺料部位优化前开裂严重
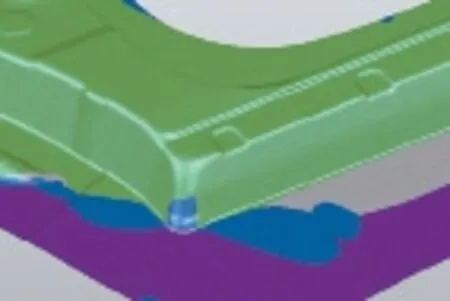
图22 缺料部位优化后无开裂问题
材料聚积及翻边多料部位的起皱问题
在翻边R 角特征部位,由于翻边多料容易造成翻边起皱、开裂缺陷,如图23 所示。通过使用CAE 翻边模拟的验证,可以迅速识别并解决起皱缺陷;主要的措施有:变更产品翻边部位的数据(开翻边工艺缺口),变更翻边顺序(由1 次FL 变更为FL+CFL),优化方案见图24,优化后效果见图25。

图23 优化前翻边R 角特征部位出现起皱
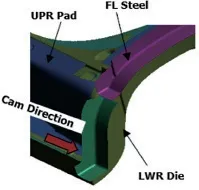
图24 优化方案(FL+CFL,加缺口)

图25 优化后翻边R 角特征部位无缺陷
结束语
全工序CAE 分析技术在侧围外板冲压件设计同步工程和模具工艺设计过程中的应用,对新开发车型侧围外板的潜在问题识别、方案优化验证以及模具工艺方案验证,产生了显著的提升效果,具有重要的意义。经过全工序CAE 虚拟验证后的侧围外板数模及工艺方案,使后续模具开发过程非常顺利,确保了质量目标和项目节点的达成。全工序CAE 分析技术不仅对车身外板件、结构件的开发过程适用,对高强板、铝合金和热成形件等也同样适用。
