卷烟小盒透明纸密封性的改进
2021-11-26王茂方杨丽娟黄智友
王茂方,杨丽娟,黄智友,陈 圣
(红云红河烟草(集团)有限责任公司会泽卷烟厂,云南曲靖 654200)
1 小盒透明纸密封性问题
1.1 密封性现状
2019 年2 月21 日××技术中心对××卷烟厂6 个不同牌号的卷烟进行了检测(表1)。
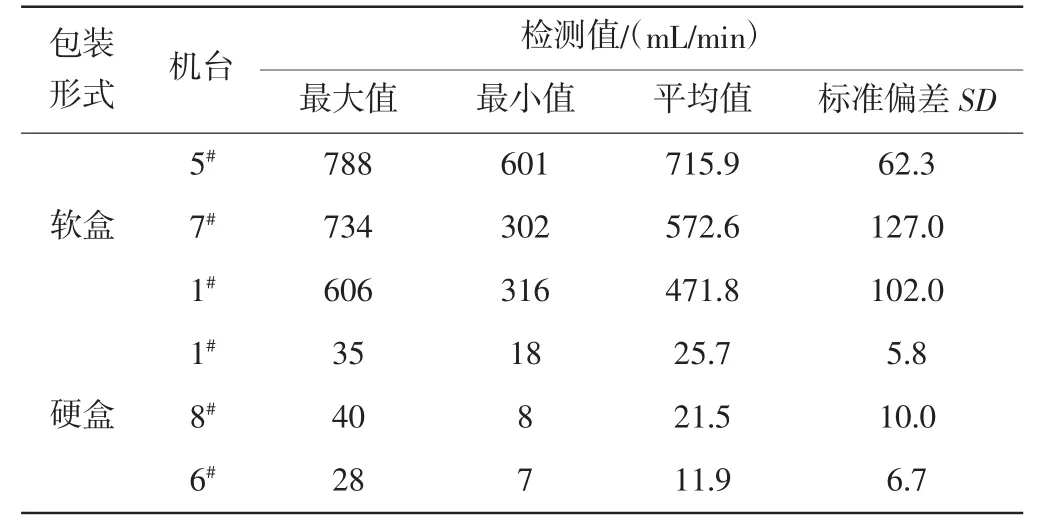
表1 不同牌号卷烟小盒的密封性抽检情况
从表1 可看出,硬包密封性优于软包,软包5#机组小油封密封性最差、平均值为715.9 mL/min。针对此情况,将××卷烟厂软包5#机组与其他生产厂家的同种机型同种牌号小盒进行检测,结果见表2。
从表2 可以看出,在机型相同的情况下××卷烟厂软包5#机组小油封密封性为最差,因此将软包5#机组的小盒透明纸密封性作为研究改进对象。

表2 不同工厂GDX1 机型同种牌号小盒的密封性情况
1.2 原因分析
针对透明纸存在的主要质量问题,通过实地调查以及查阅文献,影响透明纸密封性的主要因素有原辅材料、设备、生产过程等[1]。原辅材料质量主要受原材料的厚度、原材料加工过程中的静电和原材料加工过程中的粉尘影响[2]。由于相同牌号及规格的材料或不同设备不同牌号下密封性参差不齐,因此材料因素本文不做重点分析。
(1)包装设备问题。由不同软硬盒包装工艺可知,硬盒小包卷烟商标包装纸较厚较硬、且底部为整体成型,而软盒卷烟商标包装纸较薄较软、且底部为多次折叠成型,导致软包卷烟外盒的弹性远大于硬盒卷烟,并且软盒卷烟底部凹凸不平,导致软包小包透明纸熨烫时不能像硬包一样平整。同时,FOCKE350 机组401 小盒透明纸包装机熨烫工位有3 个,GDX1 机组CH 小盒透明纸包装机熨烫工位仅有2 个且无法再增加新的熨烫工位。因此设备包装工艺的不同是造成小盒透明纸密封性不同的主要原因,因此可将设备作为密封性的主要研究对象。
(2)生产过程。由于设备运行一段时间后,烙铁表面粘附有积垢,使烙铁表面不平整,同时降低了小盒透明纸的直接热封温度,造成透明纸熨烫效果不良,影响小油封的热封性能。
2 改进思路及方法
根据透明纸的包裹工艺,透明纸热封需要在一定的压力和时间下,将透明纸加热至其熔融状态完成热封,且需要充足的接触面积,因此,温度、时间和压力是热封的3 个基本因素[3-4]。通过分析CH 包装机熨烫过程,熨烫的接触时间不能更改,而温度、压力和熨烫面积可以调整,因此主要从这3 个方面进行调整,分别为原机上的调整、熨烫烙铁的改进以及其他改进措施。
2.1 原机的调整
在不影响小盒外观质量的前提下,增加小包透明纸烙铁与烟包的夹紧度,保证熨烫时的压力,减少假烫的面积;对烙铁温度进行调整,根据实际各台设备工况将烙铁温度调至140~155 ℃,适度提升烙铁温度;减少烙铁温度的波动,降低密封性的SD 值,但效果不佳。
2.2 CH 小盒透明纸包装机烙铁的改进
2.2.1 改进前的烙铁
未改进前软5 机组CH 包装机使用的烙铁如图1 所示,且由表1 可知最大为788 mL/min。分析原装烙铁的得知,热封烙铁温度不均、熨烫面积不适是影响热封的主要因素。
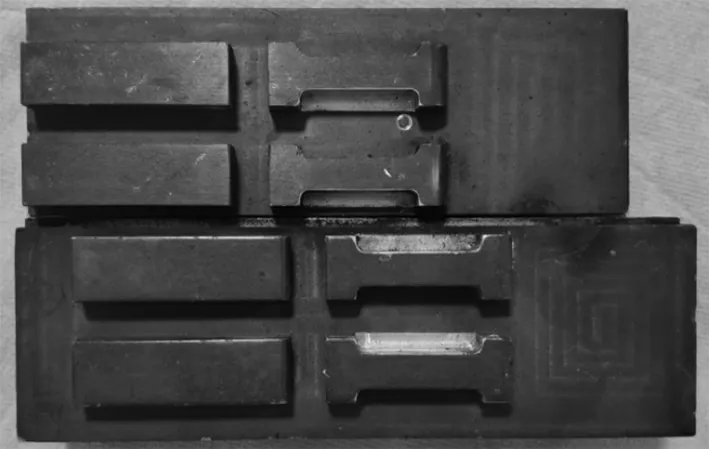
图1 GDX1 原机安装烙铁
2.2.2 CH 包装机烙铁的改进及试验
针对烙铁的结构形式及材料进行改进,并进行多次试验,卷烟牌号为×××烟(图2、表3)。

表3 烙铁的设计改进
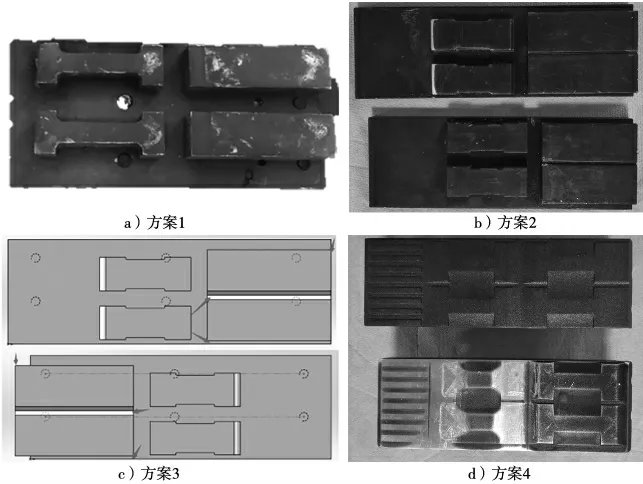
图2 烙铁设计的改进方案
通过以上4 次改进试验,第四次改进的烙铁试验效果最佳,密封性平均值约144 mL/min。但小盒透明纸产生诸多皱纹,影响烟包外观。
2.3 其他改进措施
烙铁表面的清洁保养不到位可严重影响小油封的热封性能,因此应加强烙铁保养力度,确保烙铁表面光滑、整洁。观察测试小盒透明纸热封平整度及密封性,同时对烟包成型模盒进行调整,以提高烟包的方正度。
采取以上不同措施后,小盒透明纸密封度平均值为140 mL/min,改进效果明显。
3 结束语
本文通过分析小盒透明纸密封性不良的原因后,对CH 包装机设备的熨烫烙铁进行多次改进设计,并对其包装产品进行密封性验证,同时采取了加强保养力度、改进小盒方正度等其他措施,最终使得试验机型的小盒密封度平均值约140 mL/min,效果显著。不过也产生了一些透明纸边缘皱纹等质量问题,影响小盒的外观质量。
