钢轨打磨廓形设计在朔黄重载铁路道岔上的应用
2021-11-08张一刘永乾吴潇郭贝侨
张一 刘永乾 吴潇 郭贝侨
1.国能朔黄铁路发展有限责任公司肃宁分公司,河北肃宁062350;2.中铁物总运维科技有限公司,北京100036
重载铁路在铁路货运中的地位越来越重要。道岔是重载铁路线路的重要组成部分和薄弱环节。由于其结构复杂,容易导致内部轨件严重损伤。常见病害包括严重鱼鳞纹、掉块等。
钢轨打磨是铁路线路常用的维修手段,能够有效消除钢轨表面波磨、疲劳损伤等病害,恢复钢轨廓形,优化轮轨关系,从而抑制钢轨表面疲劳损伤的快速发展[1-2]。传统的修理性打磨着重处理轨面病害,未考虑打磨后钢轨廓形。2013 年以来,中铁物总运维科技有限公司引进国外先进经验,结合国内线路和车辆的实际情况提出了个性化钢轨廓形设计打磨方法[3],从优化轮轨关系的角度出发,将钢轨廓形修正至根据实际线路参数及运行车辆情况设计出的目标廓形,达到改善轮轨接触几何关系、缓解钢轨病害的产生及发展、延长钢轨使用寿命的目的[4-5]。此外,对道岔进行打磨还可以消除线岔结合部的廓形差异,提高车辆通过岔区的平稳性。
朔黄铁路上行线年通过总质量超过3.5 亿t,道岔使用条件较为恶劣。本文以朔黄铁路道岔打磨为背景,对比研究廓形设计打磨和修理性打磨的效果。
1 打磨方案
选取 2#、8#、215#和236#道岔作为试验组,采用廓形设计打磨;选取 203#、207#、240#和 242#道岔作为对照组,采用修理性打磨。其中,除215#和207#道岔打磨曲股外,其余道岔均打磨直股。
进行廓形设计打磨时,先根据朔黄铁路实际运行车辆参数、实测车轮踏面等对轮轨几何接触关系、轮轨接触应力、轮轨蠕滑力、轮轨蠕滑率等动静态指标设计进行分析,得到适合朔黄铁路道岔的钢轨目标廓形。打磨时采用先局部修理再贯通打磨的方法消除廓形差异,提高岔区轨面平顺性,保证道岔和正线钢轨廓形良好过渡。根据现场钢轨廓形和病害情况,设计打磨功率为额定功率的75%,打磨速度为6 km/h,共打磨14 遍。廓形设计打磨采用单独打磨或跳打方式处理岔区内廓形差异较大的轨件,每打磨3 ~4遍进行一次廓形检测,及时调整作业模式。
进行修理性打磨时,用同一打磨模式对整个岔区进行贯通打磨。
2 打磨效果对比
2.1 打磨后GQI对比
打磨质量指数(Grinding Quality Index,GQI)是评价钢轨廓形与设计廓形贴合程度的重要指标,贴合度越好则GQI越高,满分为100,合格为70。每组道岔打磨后,在岔前、岔中、岔后进行多点检测,取其平均GQI作为整组道岔钢轨的GQI。
试验组和对照组在不同打磨方式下的道岔钢轨GQI 对比见表1。可知:①廓形设计打磨后,直股道岔左右股钢轨GQI 显著提升,均达到70 以上;215#道岔曲上股和曲下股钢轨廓形差异较大,在保证曲上股廓形到位的同时,曲下股钢轨GQI 提升70.8%。②修理性打磨后道岔钢轨GQI 有所提高,但由于采取前后贯通打磨的形式进行打磨,打磨过程中重点处理轨面病害而未考虑钢轨廓形,不能兼顾道岔内各轨件廓形,因此打磨后道岔整体钢轨廓形质量较低,多数道岔未达合格标准。

表1 不同打磨方式下道岔钢轨GQI对比
2.2 打磨后钢轨表面状态对比
两种方式打磨前后道岔钢轨表面状态如图1 所示。可知:①试验组道岔钢轨在打磨前道岔轨距角存在严重鱼鳞纹和掉块,轨面基本满光带;廓形设计打磨后病害完全去除,光带收窄至35 mm 左右,位置居中合理。②对照组道岔钢轨打磨前光带宽度约为60 mm,表面存在轻微麻点;修理性打磨后病害基本消除,曲下股光带宽度约为55 mm,未见明显改善。

图1 两种方式打磨前后道岔钢轨表面状态(单位:mm)
3 廓形打磨对轮轨关系及动力学性能的影响
为研究廓形打磨对轮轨关系及动力学性能的影响,利用SIMPACK多体动力学软件建立采用ZK6转向架的C80货车模型,如图2所示。ZK6转向架主要由摇枕、侧架、交叉拉杆、弹簧、轴箱、轮对等部件构成。建模过程中,将交叉拉杆和弹簧简化为等效力元,摇枕、侧架、轴箱和轮对以刚体的形式表示,车轮型面为LM型踏面[6]。计算过程中,车辆以60 km/h 直向通过道岔,轨道激励采用朔黄铁路实测线路数据。

图2 C80货车动力学模型
3.1 廓形打磨对轮轨关系的影响
选取采用廓形设计打磨的236#和采用修理性打磨的240#直股道岔进行对比分析,打磨前后轮轨匹配关系见图3、图4。

图3 236#直股道岔廓形设计打磨前后轮轨匹配关系
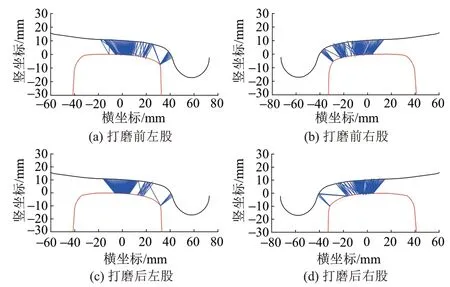
图4 240#直股道岔修理性打磨前后轮轨匹配关系
由图3、图4 可知:打磨前车轮与钢轨的接触带均较宽,由轨顶延伸至轨距角处;236#直股道岔经廓形设计打磨后轮轨接触带收窄且位置居中;而240#直股道岔经修理性打磨后轮轨接触带依然较宽,且在钢轨表面呈现多个不连续的接触区间,可能导致轨面出现主次光带现象。可见,廓形设计打磨后轮轨关系明显改善,轨距角接触情况得到明显优化。
3.2 廓形打磨对轮轨作用力的影响
C80货车通过采用廓形设计打磨的236#和采用修理性打磨的240#直股道岔时的轮轨作用力均方根值见表2。
由表2 可知:236#道岔打磨前轮轨横向力均方根值为3.25 kN,廓形设计打磨后为2.91 kN,降低了10.4%,这是因为打磨后轮轨接触点居中,横向分力减小;240#道岔打磨前轮轨横向力均方根值为2.97 kN,修理性打磨后轮轨接触点位置分布依然较宽且出现跳跃,使得轮轨横向力均方根值增大到3.27 kN,上升了10.1%;廓形设计和修理性打磨对轮轨垂向力的影响不大。
3.3 廓形打磨对钢轨磨耗的影响
轮轨相互作用力是产生轮轨磨耗的直接原因。不同轮轨匹配时轮轨相互作用力、作用位置不同,导致轮轨间出现不同程度、不同位置的磨耗。轮轨磨耗反映车辆通过曲线的能力。轮轨接触斑内所消耗的摩擦功即磨耗指数,用于评价轮轨各部分的磨耗[7],表达式为WD=Txγx+Tyγy。其中:WD为磨耗指数,N;Tx、Ty分别为纵向、横向蠕滑力,N;γx、γy分别为纵向、横向蠕滑率。
采用廓形设计打磨的236#和采用修理性打磨的240#直股道岔打磨前后轮轨蠕滑率及磨耗指数见表3。表中数据均为均方根值。

表3 两种方式打磨前后蠕滑率及磨耗指数的变化
由表3 可知:236#道岔,廓形设计打磨后纵向蠕滑、横向蠕滑率、磨耗指数分别降低了43.6%、43.2%、66.4%;240#道岔修理性打磨后纵向蠕滑、横向蠕滑率、磨耗指数分别降低了22.2%、32.3%、45.2%。可见,相比修理性打磨,廓形设计打磨后纵向蠕滑率、横向蠕滑率以及磨耗指数降低更明显。
4 结论
本文以朔黄铁路道岔打磨为背景,通过分析打磨前后道岔钢轨廓形、轨面状态、轮轨几何接触关系和动力学性能的变化,对比研究廓形设计打磨和修理性打磨的效果。主要结论如下:
1)廓形设计打磨后道岔钢轨整体GQI 显著提高,岔区内钢轨廓形一致性较好;修理性打磨后廓形质量改善较小,与设计廓形还存在明显差距。
2)廓形设计打磨后钢轨表面鱼鳞纹、掉块病害明显去除,光带明显收窄,且光带位置居中;修理性打磨后光带变化较小,钢轨表面依然存在麻点,病害去除效果不明显。
3)廓形设计打磨后轮轨关系明显改善,轨距角接触情况得到明显优化;修理性打磨后轮轨接触位置仍然较宽并且出现接触点分布不连续情况,可能导致轨面出现主次光带现象。
4)相比修理性打磨,廓形设计打磨后轮轨横向力显著降低,纵向蠕滑率、横向蠕滑率以及磨耗指数降低更明显。
5)廓形设计打磨效果明显优于修理性打磨。