微型食品膨化机的应用设计研究
2021-09-25姚鑫淼蔡晓华
余 涛,叶 岩,姚鑫淼,蔡晓华
(1.黑龙江省农业机械工程科学研究院,哈尔滨 150081;2.黑龙江省农业科学院 食品加工研究所,哈尔滨 150086)
0 引言
伴随着国内人民生活水平的日益提高,多形式、多种复合口味的膨化食品需求日益增加,膨化食品以其入口松脆、营养丰富、携带方便、原材料可加工范围广和加工生产成本较为低廉等优势,日渐成为广大消费者喜爱的休闲食品。膨化食品市场开发潜力巨大,伴随着国内膨化食品市场开发程度的不断加深,带动了国内膨化食品机械的进步和发展。根据膨化食品设备用途和加工方法的不同,大体可将食品膨化机按机械结构分为两类,第一类是螺杆式挤压膨化机,通过螺杆挤压变形将食品原材料膨化成形。第二类是模压膨化机,通过上下两个模具挤压膨化成型。按不同食品种类进行划分,主要有以下几类:玉米膨化机主要用于膨化加工玉米和薏米等杂粮谷物;大豆膨化机主要用于大豆提取油料装置;饲料和秸秆膨化机主要用于膨化养殖用颗粒饲料的生产。本文主要针对用于食品微型膨化机的结构构成和工作原理进行研究,旨在进一步丰富膨化机在食品机械领域的实际应用,以便能够生产出多用途的实用微型膨化食品机械。
1 国内外膨化机的发展现状
1.1 国内膨化机发展现状
中国食品膨化机械设备生产应用起步较早,1980年中国第一台挤压膨化机是由北京食品研究所试制成功并稳定投产,标志着国内膨化食品机械加工设备开始起步,由该设备生产加工的膨化食品泡泡果,以其新颖的造型和口味深受广大消费者喜爱,但后期伴随着人民生活水平的日益提高,此类膨化食品因口味单一、创新形式不足和产品开发及市场拓展能力后劲不足等问题,逐步被市场和消费者冷落[1]。
近年来随着国内消费者对绿色健康及原生态食品需求的递增,使膨化食品需求量逐渐增多,也进一步促进国内微型膨化食品加工机械的发展。但就国内食品膨化机械发展现状来看,中高端膨化食品机械生产厂家相比于其他食品机械厂家数量偏少,而小型和低端膨化食品机械相对较多。总体来说,国内中高端食品膨化设备种类相比于国外品类偏少,其功能和现代化程度相比国外先进食品膨化设备较为落后,主要是由于国内用户购置食品机械补贴力度低、用户市场需求不稳定和生产加工食品膨化设备利润率低等导致国内现阶段中高端食品膨化设备发展水平不高,而微型和低端食品膨化设备制造厂家数量少,导致国内食品膨化机械总体现代化发展进程较为缓慢[2]。
1.2 国外膨化机发展现状
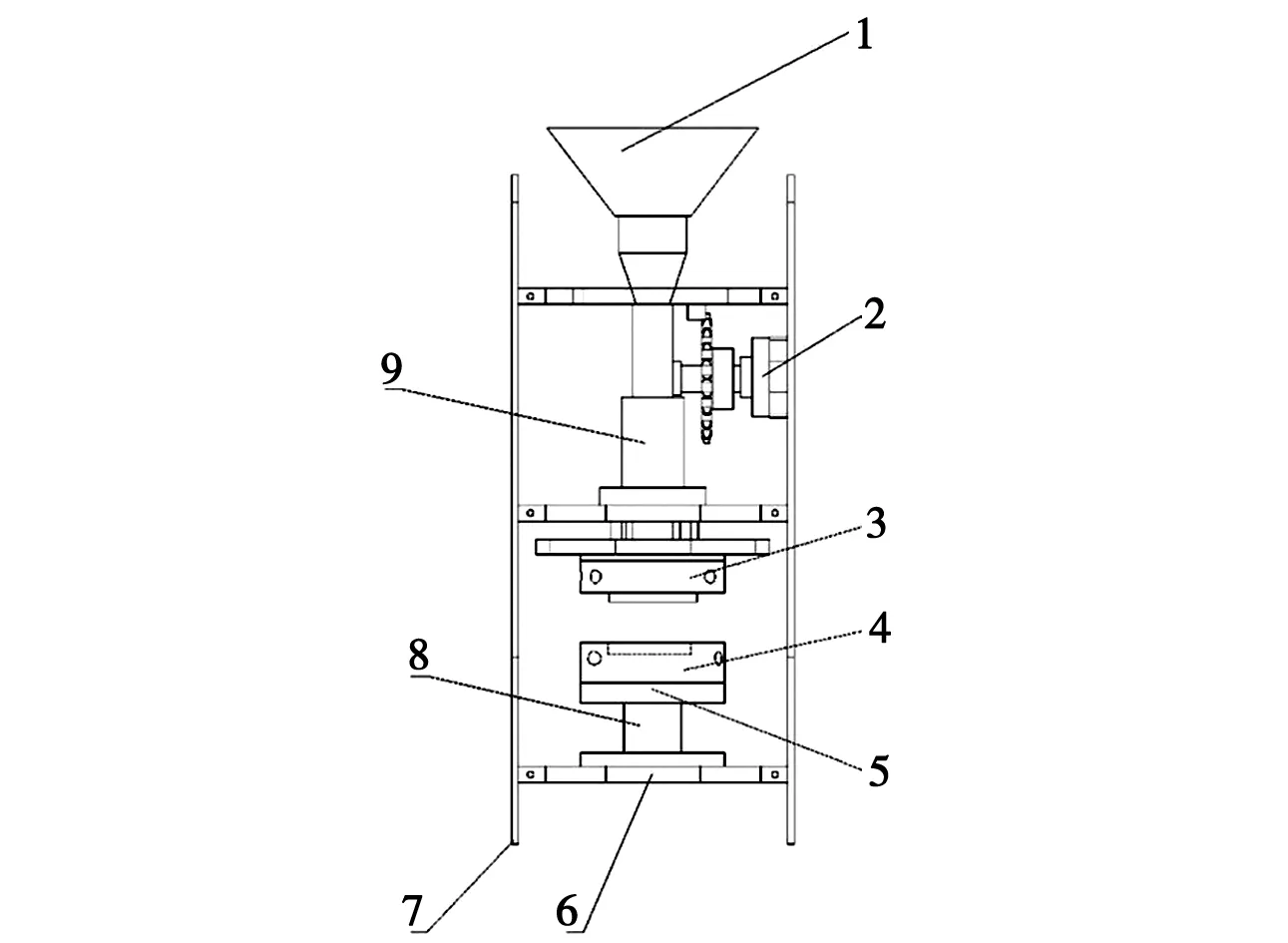
1. 储料斗;2.投料杆及动力部件;3.上模具及加热板;4.下模具及加热板;5.压力传感器;6.支撑板;7.机架;8.下模支座;9.导向套图1 食品模压膨化机主要构成
国外食品膨化加工设备品类层级划分较为明确,自动化程度较高,能够利用机电液汽相结合的方式实现自动控制并检测,自动化生产加工成品率高达92%左右。国外食品机械发展趋势良好,主要是依靠科技优势、性能优良的机械材料和成熟配套的制造工艺作为产业支撑[3]。发达国家食品机械生产厂商更加注重产品科研开发,据统计,国外科研开发费用约占企业销售额的8%左右,持续的经费投入使国外食品机械生产厂商能够更快地开发出适应市场需求的最新产品,进一步降低因市场变化给企业带来的经营风险。总体来说,国外食品机械发展呈现系统化、标准化和通用化态势。虽然采购国外先进食品机械成本相比国内食品设备价格较高,但国外食品机械能够保持长期稳定的高成品率,降低了后期运营成本,从而提高了产品竞争力。
2 食品模压膨化机主要构成
食品模压膨化机的主要结构包括: 储料斗、投料杆部件、送料管、上凸模、下凹模、上下模加热板、温控元件、压力传感器和机架等,其外形结构如图 1 所示。
3 工作原理及主要结构设计
3.1 膨化机的膨化必要条件及工作原理
微型食品膨化机正常运行生产的必要条件包括温度、压力和原材料含水率,与此同时还要考虑食品原材料当中的淀粉和蛋白质等营养物质的含量等因素。本文设计的微型食品膨化机通过电机和温度传感器等元器件进行调控温度和压力,而食品原材料内含的营养物质和含水率提前用水分仪和快速检测设备进行抽样检测化验,从而保证各项试验的精准性。
该设备工作原理为:在正常启动待机状态下,将食品原材料投入到储料桶中等待投料,当上下模具温度达到设定值时,设备开始运转,首先通过带凹槽的旋转杆将定量原料投送到模具当中挤压膨化,达到设定预压时间后,在机械结构及缸体的运行下实现上下凸凹模具脱模(脱模过程中伴随着气吹将膨化食品吹出模具)。其次上下模具挤压过程中由于食品原料都含有少量水分,食品原材料受到高温高压的作用,模具内腔的食品原材料水分被迅速气化,脱模后挤压膨化的食品瞬间失去高温高压后,原材料内部淀粉会随着水蒸气的产生而在常压下急速膨胀,形成膨大且松脆的膨化食品。食品膨化程度大小可利用膨化率E进行标定,膨化率是指食品膨胀前后的体积或截面积的比值,如以下公式所示
(1)
式中V0—膨化前体积,cm3;
V′—膨化后体积,cm3;
△V—膨化后增大体积,cm3;
S0—膨化前截面积,cm2;
S′—膨化后截面积,cm2;
△S—膨化后增大截面积,cm2。
3.2 驱动装置设计
(2)
式中N—驱动功率,kW;
K—电机功率储备系数;
Q—由机械能变为热能的能量,kJ;
η—机械传动效率;
T—能量变换时间,s;
经计算选用电机功率为120 W,转速为1 250 r·min-1。
3.3 主要规格及参数设计
(1)外形尺寸(长×宽×高)及重量:600 mm×700 mm×650 mm,重量为65 kg;
(2)产量:由于试制食品原材料的各个影响因素不一致,使得该机产量具有一定差异;
(3)成品大小:可通过更换上下模具调节确定成品尺寸;
(4)噪声:小于80 dB(A)。
3.4 上下模具设计
上下模具采用熔模铸造精铸工艺代替金属切削加工工艺生产,精铸上下模具尺寸精度和表面质量能够符合设计要求,上下凸凹模具表面粗糙度的设计精度为0.03 μm,通过保证上下模具的表面质量,从而减少食品原材料粘连在型腔内问题的发生概率。
4 影响食品膨化率的相关因素
4.1 上下模具挤压的压力
通过试验测得食品膨化机上下模具压力高达3~8 MPa的高压,温度能达到200~260 ℃,在高温高压状态下进行挤压,上下模具脱模瞬间,水分急剧蒸发,压力骤降使食品原材料的温度降为80 ℃左右,使得产品进一步固化成型,从而得到模压膨化产品。
4.2 上下模具温度
上下模具挤压型腔的温度对膨化率有直接影响,当利用上下模试制玉米膨化饼时,玉米碴子最佳模压设定温度为225 ℃,保压时间为3~4 s,含水率15%~18%。薏米最佳模压温度为228 ℃,保压时间为4~5 s,含水率在14%~16%左右。
4.3 上下模具挤压时间
正确的保压时间,要依据不同的食品原材料的特性进行选择,通过试验不同食品原材料的统计数据,正确的保压时长范围为3~8 s之间。如保压时长不足,会导致食品膨化率低,若保压时长过长,会提升食品糊化的概率。
4.4 食品原材料含水率
原材料的含水率高低直接影响食品膨化率大小,当温度一定时,食品原材料膨化率与含水量成反比。食品含水率低时,膨化率与含水率成正比,可以增加型腔内食品原材料的膨化程度。但如果食品原材料含水率过低(含水率10%以下),且保持在上述同等温度设定值的情况下,则易引起食品过度膨化,甚至糊化的情况发生,此时应减少保压时长来解决过膨化和糊化的问题。
5 样机试制与试验结论
5.1 样机试制
2021年2月对微型食品模压膨化机进行了样机试制,经反复对该样机进行空载运转和功能调试,对试验过程中发现的问题进行及时调整和改进,在保证样机空载运行各项功能够稳定和正常调控的情况下,对该样机进行食品原材料的模压加工作业。试制的食品原材料主要包括玉米细碎颗粒、薏米、小米、大米和大豆等,其中各类食品原材料在不同的温度、压力和保压时长条件下,所得各类膨化食品产量产生了一定的差别,经多次膨化试验后,最终确定的技术参数能够保持连续稳定生产,合格率稳定在90%以上。与此同时,设计了可通过更换上下模具零件实现生产不同规格和大小的膨化食品的机械功能。
5.2 试验结论
(1)本文设计的微型食品膨化机使用范围广,可连续生产各类食品原材料,如玉米、薏米和小米颗粒等膨化食品,同时可通过更换模具的方式,生产不同尺寸和规格的膨化食品。
(2)在保证无二次污染情况下,经过食品膨化机高温高压制作生产的食品,可提高其食用安全性。
(3)本文所试制的微型膨化机具有升温快、占地面积小和操作简单易维修等优势。
综上所述, 本文设计的微型食品膨化机,可用于生产各类膨化食品,同时也可选配压力传感器和高精度温控电器元件用于技术升级。
(03)
