CO2汽提法尿素高压系统三个核心调节阀失灵对系统的影响分析
2021-09-01侯立业
侯立业
(中海石油华鹤煤化有限公司,黑龙江 鹤岗 154110)
中海石油华鹤煤化有限公司(以下简称“华鹤煤化”)是一家氮肥生产企业,尿素生产工艺采用荷兰斯塔米卡邦2000+工艺。尿素高压系统采用池式反应器工艺代替了池式冷凝器和合成塔,即高压系统由3个设备组成(池式反应器、汽提塔、高压洗涤器),其中,高压洗涤器采用直通液氨冷凝来取代高温调节水换热冷凝。池式反应器由池式冷凝器和尿素合成塔组成,含有U形管束的容器区间相当于一个池式冷凝器,在管束中产生低压蒸汽,围绕管束外的气体部分冷凝,并有一定量的甲铵脱水生产尿素。池式反应器由10块导流板构成,分割成10个室,在最后一个室通过液位调节阀来控制液位。CO2气体由二氧化碳汽提塔底部进入汽提塔列管中,尿液及甲铵液通过池式反应器液位调节阀控制进入到汽提塔列管顶部,在列管中气液相逆流接触。列管外部由2.3MPa蒸汽提供热量,列管受热后,液相中氨分压降低,最终汽提出气相NH3。气相的NH3和CO2进入到池式反应器分布器中,尿液及甲铵液流入到汽提塔底部,汽提塔的液位由液位调节阀控制。高压洗涤器利用高压甲铵泵提供的甲铵液实现NH3和CO2的冷凝,部分冷凝热被提供给洗涤器底部的液氨所吸收,高压洗涤器顶部放空由压力调节阀来控制,从而保证高压系统压力稳定。本套装置中高压系统较其他系统的明显优势如下:①工艺简便、所用设备最少、工艺步骤最少、连续开工率最高;②合成反应多余的氨在高压圈被大部分回收;③氨泵及甲铵泵流量小、耗能低;④整个工艺以重力为推动力,合成部分的设备布局合理,无须能量驱动,未转化的NH3和CO2进行内部循环;⑤采用了耐腐蚀性更好的双相不锈钢材料,高压系统可以达到无氧操作等。高压系统工艺见图1。

图1 高压系统工艺
1 高压系统3个调节阀介绍
华鹤煤化自2015年投产以来,高压系统总体运行稳定。在采用池式反应器代替池式冷凝器和合成塔后,无论在装置能耗和操作弹性上都优于其他工艺。但在不同时期也发生许多生产的问题,高压系统3个调节阀(高压洗涤器放空调节阀、池式反应器下液调节阀、汽提塔下液调节阀)均采用斯塔米卡邦进口调节阀,该调节阀操作灵敏度高,材质由防腐蚀性强的316L尿素级不锈钢以及Safurex(双相不锈钢)组成,但在近期发生了不同程度的故障失灵,给尿素各个系统带来不同的影响。
2 高压系统3个调节阀失灵的影响分析
2.1 高压洗涤器放空调节阀失灵对系统的影响
高压系统采用有氧操作的二氧化碳汽提法,在二氧化碳压缩机一段入口处加入一定量的空气,目的是为了脱除气体中的氢,在工艺操作上必须确保在脱氢后气体中氢含量处于较低数值(小于10mg/m3),保证高压洗涤器放空尾气氢含量不在其爆炸区间。在2018年6月,该调节阀由于定位器故障,调节阀自行从OP值100%关到5%,对于高压系统的影响表现在高压系统压力不稳定,集中表现在压力偏高,影响系统负荷。

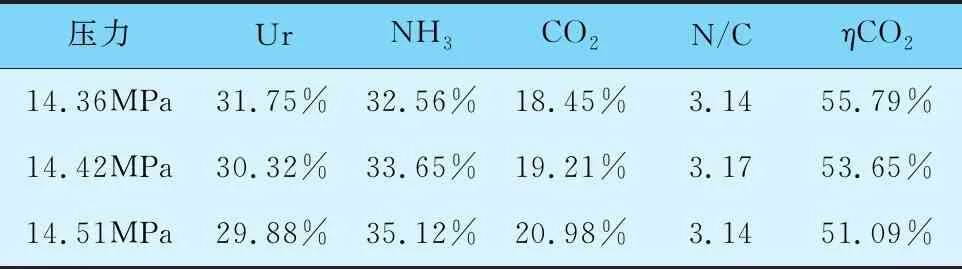
表1 不同高压系统压力下池式反应器尿液数据(均值)
N/C和ηCO2计算方法如下:
ηCO2=转化成尿素的CO2/CO2总质量,即ηCO2=(mUr/MUr)/[(mUr/MUr)+(mCO2/MCO2)];
mCO2=试样中的CO2(质量%),MCO2=CO2的摩尔质量(kg/kmol),mNH3=试样中的NH3(质量%),MNH3=NH3的摩尔质量(kg/kmol),mUr=试样中的Ur(w%),MUr=尿素的摩尔质量(kg/kmol)[4]。将表1中相关数据代入上述公式得出N/C及ηCO2。
2.2 池式反应器液位调节阀失灵对系统的影响
(1)2019年8月,池式反应器液位调节阀发生故障全关,最终导致高压系统压力高联锁封塔停车,造成一定的经济损失。在正常满负荷100%运行下,该液位调节阀开度保持在47%~51%,尿液总流量控制在248.5t/h左右,调节阀在自动控下突然关闭,会导致池式反应器的液位快速上升,液相迅速占满整个池式反应器的有效空间,并从池式反应器气相管线进入到高压洗涤器中,最终导致高压系统压力高联锁跳车,联锁压力为15.5MPa,同时高压系统的3个安全阀全部起跳,起跳压力分别为15.9MPa、16.1MPa、16.4MPa。在池式反应器的液位快速上升期间,汽提塔液位迅速下降,汽提塔耗汽量迅速下降,由62t/h左右下降到5t/h,由于高压蒸汽量的退出需要一定的时间进行调整,汽提塔底部就会发生严重超温,达180℃甚至更高,这样会造成设备的腐蚀;尿素高压蒸汽管网压力迅速上升,处理不及时会造成高压蒸汽饱和器和抽汽管网安全阀起跳、二氧化碳压缩机波动;同时低压系统压力快速下降,而低压调温水温度下降较快,低压甲铵液容易结晶,造成高压甲铵泵入口流量低,泵体发生汽化甚至会因为入口流量低而发生跳车。蒸发系统因为没有尿液的供应发生尿液断料,造粒单元停车,蒸发系统打循环。当液体满液到高压洗涤器中时,洗涤器中的工况发生了改变,由NH3和CO2的冷凝吸收过程变成合成反应液的冷却,高压洗涤器的出液温度必然下降,当高压洗涤器也满液和带液发生时,低压吸收系统因高浓度的合成反应液进入改变了低压系统的组分和工艺参数,极有可能造成低压吸收系统设备和管道发生结晶堵塞。解吸水解系统会因为大量高浓度的尿液而无法正常进行工艺液的分离分解,外送水电导严重超标,严重会造成环保事故。
(2)液位计失真,无法显示正常数值,操作人员无法根据DCS反馈来进行调节。操作人员若没有及时调整,严重时会发生池式反应器满液和空液两种现象,如上所述,满液发生的系统波动可导致封塔。若液位空,汽提塔气相会发生CO2走“短路”,高压系统的压力会上升,同时池式反应器换热段副产低压蒸汽量减少,高压系统的各个温度点会出现大幅度的波动,整个高压系统的氨碳比和水碳比会严重失调[1]。
2.3 汽提塔液位调节阀失灵对系统的影响分析
(1)液位调节阀关小或者全关。液位调节阀由于故障关小或者全关会导致汽提塔液位偏高,当液位高于汽提塔的分布管时,CO2气体在列管内分布不均匀,使出液温度上升,汽提效率明显下降。满负荷下不同汽提塔液体对应的相关参数见表1。
通过表2分析得出,由于调节阀关小或者全关,必然导致加速设备的腐蚀程度,随着满液时间的延长,腐蚀度会更大。同时,汽提塔的汽提效率下降,二氧化碳的转化率明显下降,这样会伴随着低压系统、常压系统的超压,蒸发系统因为尿液的浓度下降,尿液中的氨增多,蒸发的负压不易维持,蒸发一段和二段所需的加热蒸汽量会变大,在进入到造粒系统中的尿液水分偏高,影响了造粒机的出料,严重可导致造粒系统停车。用来输送熔融尿液的机泵会发生不同程度汽化,对泵体蜗壳、机封及管道造成不同程度的损伤。同时,汽提塔壳侧加热蒸汽量会显著变大,影响整个蒸汽管网的平衡稳定,造成装置吨尿素耗蒸汽超标,可达1.25t(蒸汽参数为压力2.05MPa,温度220℃,厂控指标为低于1.15t)。

表2 满负荷下不同汽提塔液体对应的相关参数
(2)液位调节阀开大或者全开。液位调节阀由于故障开大或者全开会导致汽提塔液位偏低,液位偏低的极限是CO2“串气”到后系统,CO2走短路到后系统会使低压系统的压力快速上升,安全阀会起跳,若控制不当,会导致封塔,与此同时,池式反应器中的原料CO2减少,会打破原有的化学平衡,使平衡转化率严重下降,高压系统中的N/C会因为缺少CO2发生严重失调,池式反应器的温度、产气量、压力都会受到不同程度的影响。此时汽提塔的加热蒸汽会发生大幅度波动,由于汽提塔为降膜式结构,液体会沿着汽提管的3个分布器小孔自上而下均匀地与上升的CO2逆向接触,降低氨分压,促使甲铵的分解,甲铵的分解需要吸收大量的热,由于CO2大部分去后系统,甲铵分解率降低,导致加热蒸汽大量减少,容易造成蒸汽管网的大幅度波动[3]。
3 解决措施
通过分析高压系统的调节阀故障给系统带来的不利影响,生产操作中必须做出正确及时的判断,尽可能降低系统波动和封塔停车。当发生高压洗涤器放空调节阀失灵时,建议反复开关气相放空调节阀,查看是否为调节阀卡涩;利用高压冲洗水泵进行调节阀的冲洗,若调节阀为结晶卡涩,该方法特别有效;检查调节阀的执行机构是否失灵,若因为执行机构等仪表元件原因,可以用千斤顶等辅助工具强制打开调节阀进行泄压;正常生产中应避免长时间的小开度阀位,否则会造成管线、阀门结晶。若池式反应器液位调节阀发生故障,首先要利用调节阀的反馈值进行综合判断,处理的要点是液位异常时及时降低系统的负荷,避免系统压力超压,同时控制氨碳比、水碳比、蒸汽系统等参数在正常操作指标范围。相对其他两个调节阀发生故障带来的影响,汽提塔的液位调节阀故障在操控上比较容易控制,只需密切注意工艺参数变化,同时结合操作经验,便能正常维持系统运行。
