数控折弯机整体升级改造
2021-08-27彭剑湘谢庆想
彭剑湘,秦 哲,谢庆想
(中车株洲电力机车有限公司,湖南株洲 412001)
0 引言
中车株洲电力机车有限公司在2010 年引进了1 台650 t数控折弯机,主要用于电力机车、城际动车组、城轨车辆的车体边梁、弦梁、枕梁、T 形梁等部件的折弯压型。设备主要部件包括机架、滑块、后挡料装置、挠度补偿装置、数控系统、液压系统、电气控制系统等。该设备的后挡料装置横梁为铝型材,抗撞击能力差;且采用二轴(X/R)控制,导致定位精度差、同步性差。
1 设备现状
随着压型产品精度及压型效率的要求越来越高,现有设备在某些功能上无法满足要求,具体表现如下:①后挡料装置存在设计缺陷,抗撞击能力差,易变形,影响产品加工精度及加工速度(压型的产品必须要每件测量尺寸,调整参数);②X 轴丝杆磨损,定位精度差;③R 轴传动部分磨损变形,传动链条卡顿,两端运行不同步;④数控系统老化,频繁出现CPU 板及CF 卡损坏故障;⑤滑块体夹具安装面、上模与滑块贴合面磨损严重,影响产品加工精度。
2 升级改造技术方案
(1)重新设计后挡料装置。采用2 个独立控制的机械手式后挡料装置,包含驱动电机、安装座、导轨等。设计时考虑后挡料装置的抗冲击能力,防止冲击变形,以及后挡料装置各轴的行程、精度要求等技术参数(图1)。
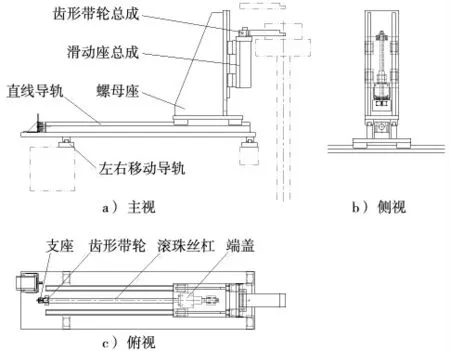
图1 机械手式后挡料装置
(2)改造数控系统。将原Modeval 12S 系统升级改造成最新的Modeval 19T 系统,将原有X/R 二轴控制改造成X1/X2、R1/R2四轴控制,对各轴单独进行调试和匹配,实现双轴的同步控制以及准确定位。
(3)修磨贴合面。滑块拆除落地,修磨夹具安装面、上模具与滑块贴合面,使上模夹具安装面和模具与滑块贴合面的平面度、直线度达到设备出厂标准(平面度≤0.08 mm,直线度≤0.05 mm/全长)。滑块加工以基准面A 为基准,平放于加工机床工作台上,校平B 面(横向、纵向)及E 面;基准A 处对应面压紧(保证滑块处于自然平放状态,未受外压力变形)及前后用辅助支撑;按图纸尺寸修光B 面,保证形位公差要求。在加工完准备取下滑块时,用常用上模配装检查,看是否存在干涉。

图2 滑块体
(4)整机压型调试。修正各参考点的参数值,包括各轴的运行速度、定位精度等,使其满足产品的压型要求(表1)。参考点依据原点开关设定,通过测量各轴参考点的实际距离,在系统内进行实际赋值,保证参考点位置的准确性。同步精度由调节驱动的参数达成,需要同步的轴使用同型号的驱动,通过反复运行,调整驱动的参数达到同步效果。定位精度通过调整机械机构和电气补偿实现,通过控制X1、X2轴的同步及定位精度保证产品的压型尺寸。
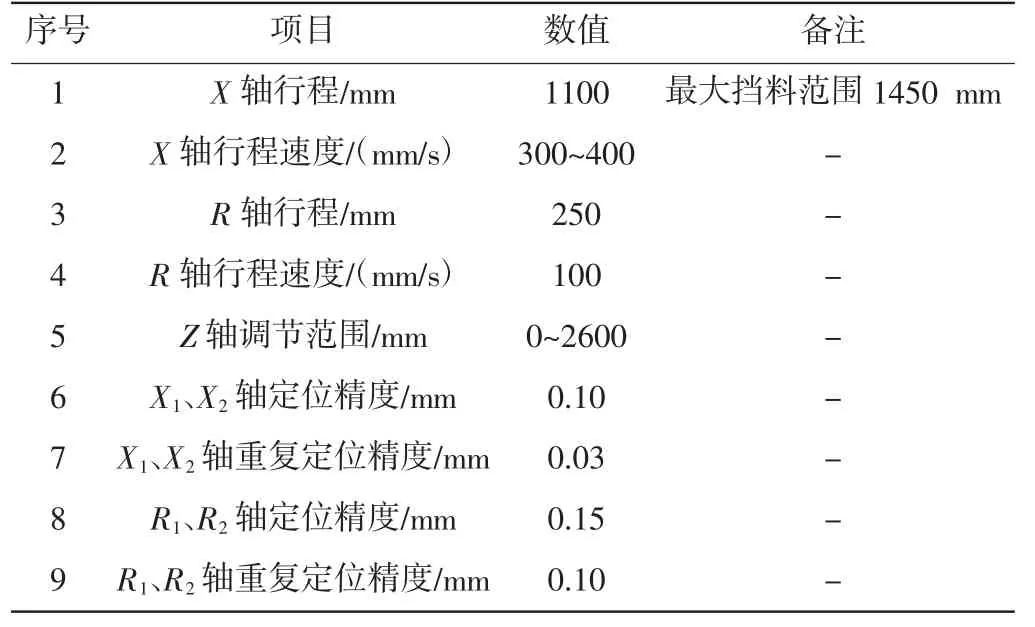
表1 主要技术参数
3 改造效果
由于原后挡料装置抗撞击能力差,需要对其进行微调来保障产品质量(图3)。通过整体升级改造,提高了加工效率,降低了员工劳动强度,提升了产品质量,产品一次交验合格率达到99.6%。同时,将原Modeval 12S 系统升级改造成最新的Modeval 19T 系统,选用性能更加优越的执行机构,提高了设备的技术状态,设备运行更加平稳。改造完成后的设备,符合GB/T 14349—2011《板料折弯机 精度》和GB 28243—2012《液压板料折弯机 安全技术要求》中的要求。

图3 后挡料装置改造前后对比
4 结束语
此次改造解决了后挡料装置单薄、易变形的设计缺陷,双机械手模式的后挡料装置提升了设备的稳定性;同时升级了系统,采用四轴独立控制,很好地解决了压型产品尺寸超差问题。运行几个月来未出现任何故障。
