螺旋分级机大叶片制作专用胎具研究
2021-08-23张佳佳
张佳佳
(河北钢铁集团司家营研山铁矿有限公司)
某铁选矿厂于2007年9月建成投产,设计年处理铁矿石700万t,设计年产铁精矿254万t,铁精矿品位66%[1],共5个系列,采用阶段磨矿、粗细分级、重选—高梯度强磁选—阴离子反浮选联合选矿工艺。其中,粗细分级阶段设备采用2FLG-3M型双螺旋分级机。螺旋分级机工作时,由于螺旋大叶片始终与矿浆中的粗颗粒接触摩擦,大叶片的磨损非常快,每台分级机每个更换周期平均需更换320片大叶片,因此需要大批量加工制作大叶片,但由于该铁选矿厂没有专用胎具,螺旋分级机大叶片只能由工人手工制作,不仅加工效率低、工人的劳动强度大,而且无法保证加工精度。因此,有必要设计制作1种用于制作螺旋分级机大叶片的专用胎具,以提高工作效率。
1 需解决的问题
(1)实现内部大批量加工制作大叶片,并提高大叶片的制作效率。(2)提高制作大叶片的安全系数,降低工人劳动强度[2]。(3)降低大叶片的制作难度,保证叶片的加工精度。
2 专用胎具
该铁选矿厂通过查阅资料并结合现有设备现状,研制出了1种用于制作螺旋分级机大叶片的专用胎具。该专用胎具由上半模、下半模[3]、导向杆、导向套、定位块五部分组成。螺旋分级机大叶片专用胎具结构见图1。
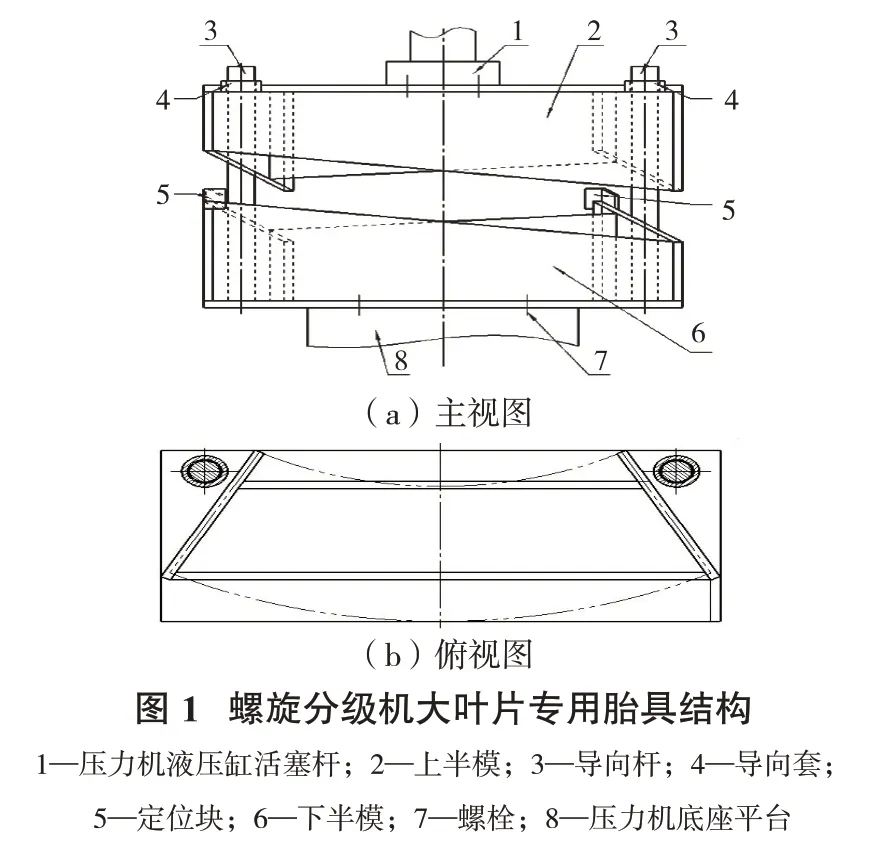
上半模通过螺栓安装固定在压力机[4]液压缸的活塞杆上,下半模通过螺栓安装固定在压力机的底座平台上。上半模可随压力机活塞杆沿轴向自由移动,压制大叶片时动力由压力机液压缸的活塞缸传递到上半模,下半模保持不动。由于原动力来源于压力机,工人的劳动强度大大降低,加工效率大大提高,易于实现大批量的制作。
上半模的下表面和下半模的下表面制成与大叶片形状相匹配的曲面,从而降低了制作的难度。压制时,只需将大叶片放置在上下半模之间,开动压力机即可,操作十分方便。
下半模对角处竖直焊接有2个导向杆,上半模对角处焊接有2个导向套,导向杆与导向套间隙配合,导向套可沿导向杆的轴向上下自由移动,可避免2个半模在压制过程中出现的相对滑动。下半模的对角位置上焊接有2个叶片定位块,可避免大叶片半成品与上、下半模的产生相对滑动,从而大大提高了大叶片的制作精度,同时作业安全系数也大大提高。
3 加工制作原理
该专用胎具上半模与压力机液压缸的活塞杆、下半模与压力机底座平台分别通过螺栓连接牢固,2个半模的成型面为2对相互交错的斜面,可将螺旋大叶片的曲面问题转化成平面问题。压制时,将待加工的大叶片平放在下半模成型面上,开动压力机,上半模借助压力机压力将大叶片半成品压制成型[5],同时为了避免上半模与下半模之间发生相对滑动,上下两个半模间通过导向杆与导向套进行定位;由于下半模上安装了定位块,避免了大叶片半成品与上下半模间产生相对滑动,提高了大叶片的压制精度和工人的作业安全系数。
4 应用效果
根据铁选矿厂统计,以往加工制作1片螺旋分级机大叶片,需2名工人手工操作,耗时4 h才能完成,加工效率很低,工人劳动强度大,作业安全系数较低,同时加工制作的大叶片的精度也无法保证。使用螺旋分级机大叶片的专用胎具后,大叶片的加工效率大大提高,1片螺旋分级机大叶片只需1名工人0.5 h就能完成,1个周期所需更换的320片大叶片只要半个月就能加工完成。以每片大叶片外购费用380元计算,可节省外委费用12.16万元。
5 结语
经实践应用表明,某铁选矿厂研制的用于制作螺旋分级机大叶片的专用胎具应用效果良好,大大降低了工人的劳动强度,提高了安全系数。同时,由于胎具有与大叶片形状相匹配的曲面,将复杂的曲面加工转化成平面压制,有效地保证了大叶片的加工精度,适用于大批量加工制作螺旋分级机大叶片。
