提高海上钢结构焊接一次合格率
2021-08-20陈铭旭


摘要:基于某海上采油平台维修改造过程中焊接一次合格率不高的情况,对海上现场钢结构焊接一次合格率偏低的问题展开研究,通过因果法对可能造成焊接一次合格率不高的原因进行查找、分析,并确定造成这种问题的原因是规范标准和焊接工艺执行不到位、现场施工风速湿度对焊接结果产生了影响,针对确定的原因,采取开展焊工的标准规范和焊接工艺的教育、现场搭设防风工棚、严格控制作业湿度等一系列的应对措施。结果表明焊接一次合格率有了显著的提高,确保了施工质量和进度,对类似的作业问题有一定的指导作用。
关键词:海上采油平台;焊接一次合格率;质量;控制
中图分类号:TG47文献标志码:A文章编号:1009-9492(2021)11-0290-03
Improve the Primary Pass Rate of Steel Construction Offshore
Chen Mingxu
( Oil Production Service Branch,CNOOC Energy Development Co.,Ltd.,Tianjin 300452,China )
Abstract:Through the study of the low primary qualification rate of welding in the maintenance and reconstruction of an offshore oil production platform,the low primary qualification rate of steel structure welding in offshoresite wasstudied,and the possible causesof low primary qualification rate of welding were found and analyzed by causal method.It was determined that the reasons for the low primary qualification rate of welding were the inadequate implementation of specifications,standards and welding processes,and the impact of wind speed and humidity on the welding results.In view of the determined reasons,a series of countermeasures were taken,such as carrying out the education of welders ′ standards,specifications and welding processes,setting up a wind proof shed on site,and strictly controlling the operation humidity.Results show that the first pass rate of welding has been significantly improved,which ensures the construction quality and progress,and plays a guiding role in similar operation problems.
Key words:offshore oil production platform;primary qualification rate of welding;quality;control
0 引言
中海油渤海某油田在海上平臺的扩建项目中,已经处于施工中期,整体钢结构焊接的一次合格率仅为76.36%,返工作量较大,增加了整个工程的工作量,造成了整体施工进度严重滞后,影响项目投产时间。本文以提高海上现场钢结构焊接一次合格率为研究目的,结合本次扩改建项目的施工现场情况,从“人、机、料、法、环”五个方面[1],利用因果关系法,结合现场施工实际情况,展开因果分析和桌面推演,确定可能造成焊接一次合格率不高的影响因素,并针对可能的影响因素,利用排除法,对现场实际情况进行检查或对照组比对,逐一进行排查和对照检查,排除非影响因素,确定本次作业中造成焊接一次合格率不高的影响因素,并针对影响因素采取可靠的措施,消除影响因素对焊接质量的影响,从而提高焊接一次合格率,减少施工过程的返工作量,提高工作效率,保证该项目顺利进行和及时完工,实现扩建项目尽早投产,提高油田的油气产量。
1 原因分析
此次施工作业场地为海上平台,面临气候环境恶劣,施工场地空间受限,施工人数限制的等多重因素的影响,为了更好地判断造成焊接一次合格率不高的原因,采用因果图法,对问题的末端原因展开分析和桌面推演[2]。分析确定一次焊接合格率不高末端原因,如表1所示。
通过因果图,分析得出造成焊接一次合格率不高的末端原因:(1)焊接人员技能水平达不到要求,不能保证焊接质量;(2)未按照焊接工艺规程对母材进行预热;(3)现场工作量大,影响施工质量;(4)焊接前未对焊缝周围影响焊接质量的锈迹、油漆、焊点位置打磨干净;(5)组队时错边量大于工艺值;(6) 现场施工空间狭小,气候条件较差;(7)焊接电流电压未按照工艺执行;(8)焊材未进行烘烤。
2 原因验证
为了确定本次施工作业影响焊接一次合格率的主要因素,针对分析得出的造成焊接一次合格率不高的末端原因,结合本次扩建项目现场工作的实际工作情况,开展验证工作。
2.1对人员技能水平进行考核
人员的焊接技能水平对焊接的质量产生直接影响,为了确保人员实际技能水平达到要求,满足现场作业需求,在保证现场焊接人员的技能等级前提下,对焊接人员的技能水平进行考核。在考核中安排现场施工的10名焊工,排除其他可能的影响因素,要求焊工在规定时间内完成指定的焊接工作,并对焊缝进行检验。10名焊工都提前完成了焊接任务,并保证了焊接的质量,通过了焊接考核。排除了人员技能水平对焊接一次合格率的影响。
2.2 焊材预热情况对焊接一次合格率的影响
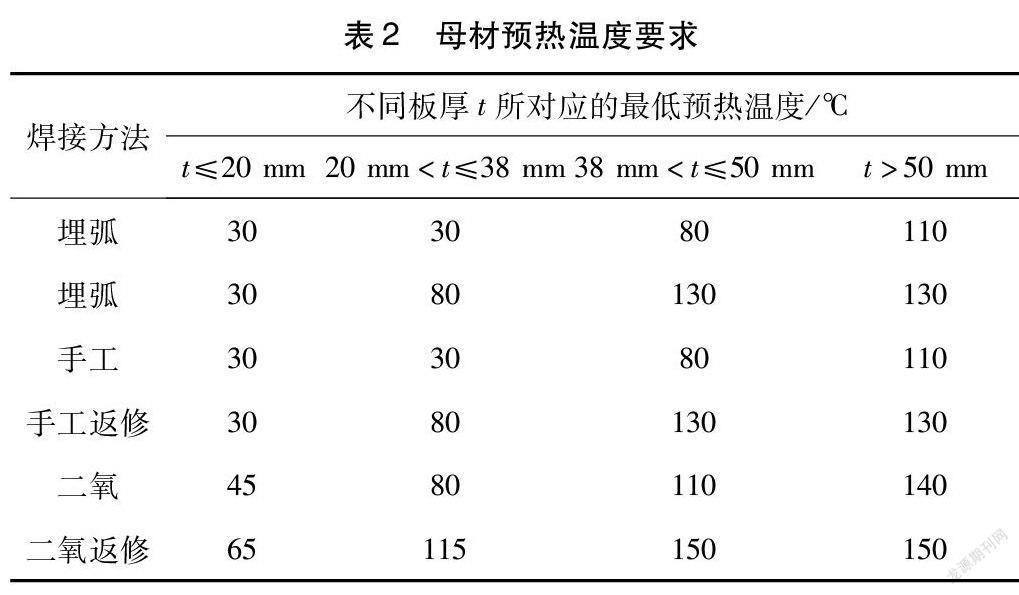
在现场验证中,进行了分组实验,在焊工焊接作业过程中,排除其他末端因素的影响,分组进行实验,一组对母材严格按照表2所示的要求进行预热[3];另一组,不对母材进行预热,直接焊接。通过对比发现,预热后的焊接一次合格率接近100%,不预热组的一次合格率约为91%。
现场焊接过程中,因天气凉,湿度大,母材表面存在水份。预热可以减少焊缝和周围金属的温度差,因此焊缝金属的热应力也相应减少,减小了焊接裂纹和变形倾向,此外,预热还有助于排除母材中的气体,尤其是焊缝中溢出的氢气,能够有效的提高焊接一次合格率[4]。同时,结合现场实际,焊工在焊接前未能对木材进行严格的预热温度控制,因此,可以确定焊材的预热情况影响了焊接的一次合格率。
2.3 对焊工的工作量进行统计
为了排除焊工作强度影响,对之前10周的单周焊接工作量(焊缝长度)进行统计,统计数据如图1所示。
经过统计,焊接工人每人每天8h[2]焊接的实际工作量和计划工作量未超出要求,且焊接工作非连续作业,每2h 的连续工作后,会安排焊工休息30 min。焊工未感觉焊接工作强度超出其承受范围,排除了工作量较大、焊工疲劳而影响焊接质量的可能。
2.4 对焊接前的焊缝处理进行检查
查看现场焊接质量检验的留存文档、照片,摸排现场实际情况,如表3所示,焊工在焊接前均按照 AWS D1.1/1.1M 和焊接工艺要求将焊缝周围的锈迹、油漆、电焊位置打磨干净后再开展焊接作业[5]。焊缝处理未对该项目焊接一次合格率产生影响。
2.5 对组对时的错边量进行检查
通过对现场实际施工作业情况进行检查,对组对结构材料进行实测检查,由于H 型钢和管材在运输过程中,受外部力挤压等影响,导致一定的尺寸误差;该施工作业涉及与原平台的结构进行对接,原平台结构存在一定的变形和尺寸偏差。但上述问题均可以经过现场对材料进行调节,使结构在组对过程中满足 AWS D1.1/1.1M、ASME B31.3及焊接工艺中的相关要求,如表4所示,抽检的焊接一次不合格的焊口的组队情况也符合要求[3,6]。
2.6 对现场施工环境进行检查
对现场焊接地点的现场环境逐一确认,现场焊接是在H 型钢上部空间和下部空间进行,H 型钢与下部脚手架之间空间高度为1.5 m,顶部为开阔空间,如图2所示,与焊工沟通,焊接空间满足焊工作业要求,不存在空间狭小导致焊接质量下降的问题。根据AWS D1.1/1.1M、ASME B31.3焊接工艺中的相关要求,现场焊接条件手工电弧焊风速小于或等于8m/s,气体保护焊风速小于或等于2m/s,相对湿度小于或等于80%,因施工现场为海上平台,施工区域位置相对空阔,海上平均风速都大于10 m/s,湿度大,现场焊接使用气体保护焊打底,手工电弧焊盖面,周围无挡风措施,在焊接过程中容易出现气孔、夹渣等缺陷[7]。根据现场焊接环境确认,风速和湿度对焊接质量产生较大影响。
2.7 对焊机电流电压进行检验
检查焊接设备的校验时间,现场所有的焊接设备都在检验有效期内[8]。对实际焊接电压电流与焊接工艺规程要求的电压电流(表5)进行对比,发现焊机未出现老化以及电流、电压波动较大的情况[9],不会对焊接质量产生影响。通过检查发现,焊接设备的电压和电流不会在此次施工过程中对焊接质量产生影响。
2.8 对焊接前使用的焊材进行检查
通过对现场施工的检查,用于项目的焊材证书符合规范的要求,且已出具相关检验和验收报告,如图3所示,焊接前焊条均已进行烘干保温[10]。由此可知焊材的情况并不是此次焊接一次合格率不高的原因。
3 现场整改
3.1对焊接工艺严格执行
在焊接前,严格执行相应的规范标准和焊接工艺,严格保证预热温度、时间,必要时采取一定的保温措施,防止出现焊接时母材温度过高或过低的情况[11]。
3.2 改善施工环境
(1)在现场搭设固定式和移动式防风焊接棚、挡风墙,并要求现场监护人員随时检查焊接点的防风措施;
(2)检测现场焊接现场的相对湿度,当相对湿度大于80%时,立即停止焊接作业。
通过采取针对性的整改措施,整改后的焊接合格率如表6所示。整改后的焊接合格率接近100%,整体施工质量和进度都有了较大的提高
4结束语
此次对焊接一次合格率不高问题的整改和解决过程,可以对海上施工项目的钢结构焊接一次合格率问题有很好的指导性,对其他施工项目也有一定的参考价值。本文针对一次焊接合格率不高的问题,从人员、材料、设备、过程、环境等几个方面利用因果法确定可能原因,利用排除法确定实际影响因素对其他类似问题有很强的指导意义。通过本文的研究,也深刻地说明了现场的管理、焊接标准和焊接工艺的落实对海上钢结构的焊接质量有很大影响,对施工进度和施工质量会产生影响。项目的现场管理作为整个施工项目的关键一环,只有做好材料验收、使用管理、环境防护、标准落实、无损检测等工作,才能保证现场施工质量和进度都在可控状态。
参考文献:
[1]梁兵.提高X80管线钢RMD焊接一次合格率[J].焊接技术, 2015(1):59-63.
[2]陈永峰.施工现场焊接质量的控制[J].机电工程技术,2012(8):254-258.
[3]AWSD1. 1D1. 1M-2015.钢结构焊接规范[S].
[4]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2008.
[5]王会杰,文亚奎,代胜威.低合金高强钢对接环焊缝焊接工艺研究与应用[J].金属制品,2020(2):18-23.
[6]ASME B31. 3-2012.工艺管道[S].
[7]田志勇,熊涛,刘家旺,等.西藏高海拔地区冬季焊接质量管控[J].水电与新能源,2020(11):38-40.
[8]赵国娟.场站管道焊接缺陷原因及防范措施研究[J].全面腐蚀控制,2021(2):95-97.
[9]黎业.工业管道安装过程中的焊接缺陷及预防措施[J].大众标准化,2020(22):19-20.
[10]郑小民.超长无缝钢轨的焊接与安装[J].机电工程技术, 2006(3):69-70.
[11]曹彬彬,戚振.焊接工艺对T型接头残余应力的影响[J].机电工程技术,2019(1):79-80.
作者简介:陈铭旭(1991-),男,大学本科,研究领域为海上采油平台设备机械检修维保?
(编辑:王智圣)
