电子束辐照预硫化技术及其应用研究
2021-07-21成因贵
成因贵
(赛轮集团股份有限公司 技术研发中心,山东 青岛 266555)
电子束辐照预硫化技术在轮胎行业的应用研究起始于20世纪50年代末,国外米其林公司、大陆轮胎公司、宝兰山公司到20世纪70年代均将该技术运用到轮胎生产中[1]。凭借可提高产品质量和生产效率,减小胶料用量,降低生产能耗、温室效应和危害气体排放等特点,电子束辐照预硫化技术被欧美轮胎制造商于20世纪80年代末大量使用[2-7]。由于国外轮胎企业对电子束辐照预硫化技术的保密,国内轮胎企业在很长时间内都没有掌握和应用该技术。中科院高能物理研究所立项研究该技术后,于2003年完成成果入库并开始转化,国内某知名轮胎公司于2009年开始在新建项目中增加电子束辐照预硫化设备,此后10年,电子束辐照预硫化技术在轮胎压延工序中得到广泛应用[8-13]。但目前电子束辐照设备故障率较高,且维修及时率有待提高。
本工作通过对电子束辐照预硫化技术的设备结构和反应机理的阐述,以及对电子加速器辐照剂量均匀性评价的论述,充分展示了应用该技术的关键条件。同时对辐照剂量对胎体帘布胶、帘布及其纤维原丝、轮胎性能的影响进行了深入分析,论证了轮胎生产中电子束辐照预硫化技术在优化工艺、提高生产效率和提升轮胎产品品质等方面存在明显优势,该技术适合在半钢子午线轮胎胎体帘布压延生产线新建和改造项目中应用。
1 电子束辐照预硫化技术设备结构和反应机理
1.1 设备结构
电子束辐照预硫化设备(以湖北久瑞技术股份有限公司生产的嵌入式设备为例)结构如图1所示,设备具体组件实物照片如图2所示。
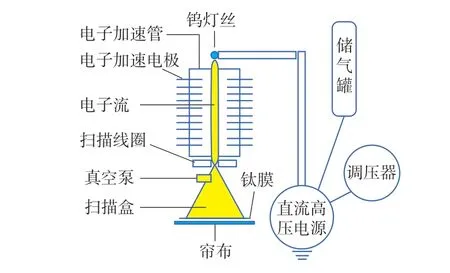
图1 电子束辐照预硫化设备结构示意Fig.1 Diagram of electron beam irradiation prevulcanization equipment structure

图2 电子束辐照预硫化设备各组件实物照片Fig.2 Photos of components of electron beam irradiation prevulcanization equipment
电子束辐照预硫化设备电子加速器为4个,由陶瓷和不锈钢材质制成,每个加速器由14层组成,每层电阻为270 MΩ;设备高压电源电压为500 kV,满足生产需要;采用的惰性气体为六氯化氟。
1.2 反应机理
电子束辐照预硫化技术反应机理为:由电子加速器发射的高能电子束在橡胶基体中激活橡胶大分子,产生橡胶大分子自由基,使橡胶大分子交联成三维网状结构。辐照作用形成的原始化学产物除了离子、电子和激发分子外,还包括自由基和某些分子产物,这些原始粒子都具有较高活性,可以发生裂解、重排、电子转移、脱氢和加成等多种反应[14]。
高分子材料辐照效应是一种竞争机制,在高分子材料被辐照时,大分子间交联和裂解反应同时存在,在一定辐照剂量内,以交联反应为主辐照的高分子材料叫做辐照交联型高分子材料,以裂解反应为主辐照的高分子材料叫做辐照裂解型高分子材料。当辐照超过一定剂量时,所有高分子材料都会发生辐照降解,从而使其物理性能变差,因此,辐照剂量是电子束辐照预硫化技术的关键参数[15]。
2 辐照剂量均匀性评价
2.1 横向
在实际压延中,纤维帘布幅宽大于1 400 mm,压延速度范围为5~50 m·min-1,且用于电子束辐照预硫化设备的电子加速器常采用横向扫描的工作方式,辐照范围较大,不可避免地造成帘布表面横向辐照剂量的不均匀(目前电子辐照设备厂家提供的电子束辐照扫描不均匀性技术指标为±5%)。因此,保证动态扫描(帘布在运动状态下的电子加速器扫描)情况下帘布表面横向辐照剂量的均匀性是非常重要的技术条件。
2.1.1 评价方法
采用FWT-60-00辐射显色剂量薄膜表征电子束辐照剂量,即根据显色剂量薄膜辐照前后吸光度变化差值,再通过查吸光度与辐照剂量对应关系表,得到辐照剂量。其中FWT-60-00辐射显色剂量薄膜采用美国Far West Technology公司产品,厚度为0.04 mm。
2.1.2 评价步骤
(1)用紫外分光光度计测量显色剂量薄膜辐照前吸光度,记作A0。
(2)显色剂量薄膜的尺寸是10 mm×10 mm,从帘布操作侧开始,将1号显色剂量薄膜贴在帘布辐照面上,然后在帘布幅宽方向以160 mm为间隔距离贴2号显色剂量薄膜,依次在帘布幅宽方向上每隔160 mm贴1张显色剂量薄膜,整个幅宽方向贴10张显色剂量薄膜。
(3)在一定电子束流强度和帘布压延速度下,让帘布经过电子加速器,快速测量辐照后显色剂量薄膜吸光度,记作Ai(i=1,2,…,10)。
(4)计算辐照前后吸光度变化值(A)=(Ai-A0)/显色剂量薄膜厚度(0.04 mm)。
(5)通过查表,获得帘布10个部位的辐照剂量。辐照剂量不均匀性以辐照剂量不均匀度表示,辐照不均匀度=(最大辐照剂量-最小辐照剂量)/(最大辐照剂量+最小辐照剂量)×100%。
2.1.3 试验数据分析
不同电子束流强度下压延帘布辐照剂量均匀性(横向)试验数据如表1所示。
从表1可以得出,帘布压延速度不变,电子束流强度分别为82.5,43,20.8 mA时,帘布吸收的辐照剂量平均值分别为20.25,11.5和5.04 kGy。帘布辐照剂量与电子束流强度的关系曲线如图3所示。

图3 压延帘布辐照剂量与电子束流强度的关系曲线Fig.3 Relationship curve between irradiation dose and beam current strength in cord calendering

表1 不同电子束流强度下压延帘布辐照剂量均匀性(横向)试验数据Tab.1 Irradiation dose uniformity(transverse)experimental data of calendering cord under different electron beam current strengths
从表1可以看出,帘布横向辐照剂量不均匀度均在5%以下,满足技术要求。
从图3可以得出,帘布压延速度一定时,辐照剂量与电子束流强度基本呈线性关系,表达式为Y=0.25X(X为电子束流强度,Y为辐照剂量)。
2.2 纵向
帘布经过电子加速器后,因显色剂量薄膜瞬时的纵向距离较小,约为150~200 mm,在如此短的距离内,评价纵向辐照剂量的均匀性没有实际意义,因此在静态扫描(帘布在静止状态下的电子加速器扫描)情况下,改变电子束流强度和帘布压延速度,确认辐照剂量是否与理论值一致。
压延帘布辐照均匀性(纵向)试验数据如表2所示。

表2 压延帘布辐照剂量均匀性(纵向)试验数据Tab.2 Irradiation dose uniformity(longitudinal)experimental data of calendering cord
从表1和2可以看出,改变电子束流强度和帘布压延速度,可保持辐照剂量不均匀度与前3组基本一致,试验结果与理论预测一致,说明在静态扫描情况下,帘布纵向辐照剂量均匀性符合技术要求。
受限于技术手段,在线实时测量压延帘布辐照剂量均匀性还无法实现,尤其是压延速度从5 m·min-1到50 m·min-1升速和50 m·min-1到5 m·min-1降速过程中的动态辐照剂量还无法进行试验评价。据查阅文献[16],浙江省能源核技术应用研究院和中国原子能科学研究院研发了微型金硅面垒阵列电子束流强度探测器测试辐照剂量技术。
3 电子束辐照预硫化技术在半钢子午线轮胎胎体帘布加工中的应用
3.1 胎体帘布加工试验方案
胎体帘布加工试验方案如表3所示。

表3 胎体帘布加工试验方案Tab.3 Test schemes of carcass cord processing
胎体帘布实施单面电子束辐照,辐照剂量采用40/50 kGy变量试验。
3.2 试验结果
3.2.1 电子束辐照预硫化对胎体帘布胶性能的影响
电子束辐照预硫化对胎体帘布胶性能的影响如表4所示。
从表4可以看出,经电子束辐照后,胶料的门尼粘度上升,焦烧时间和正硫化时间缩短,定伸应力和拉伸强度略有增大,拉断伸长率减小,说明电子束辐照可以提高胶料的交联密度,实现胶料预硫化。

表4 电子束辐照预硫化对胎体帘布胶性能的影响Tab.4 Effect of electron beam irradiation prevulcanization on properties of carcass cord compounds
3.2.2 电子束辐照预硫化对胎体帘布性能的影响
电子束辐照预硫化对胎体帘布性能的影响如表5所示。
从表5可以看出,经电子束辐照帘布的粘合力和剥离力均增大,裁断拉伸率减小。

表5 电子束辐照预硫化对胎体帘布性能的影响Tab.5 Effect of electron beam irradiation prevulcanization on properties of carcass cords
3.2.3 电子束辐照预硫化对胎体帘布纤维原丝性能的影响
电子束辐照预硫化对胎体帘布纤维原丝性能的影响如表6所示。

表6 电子束辐照预硫化对胎体帘布纤维原丝性能的影响Tab.6 Effect of electron beam irradiation prevulcanization on properties of carcass cord fiber precursors
从表6可以看出,经电子束辐照后,胎体帘布纤维原丝的断裂强力略有下降(约1.5%),但仍符合指标要求。
综合上述试验得出以下结论。
(1)胎体帘布实施电子束辐照预硫化的优点:有利于提高胎体帘布的粘合性能和减小胎体帘布的拉伸变形;有利于缩短胶料的正硫化时间,提高轮胎生产效率。
(2)经电子束辐照预硫化后,纤维原丝的断裂强力下降约1.5%,这在胎体帘布选择时需要适当考虑。
(3)电子束辐照预硫化的辐照剂量为40 kGy时胎体帘布的综合性能较好。
3.3 成品轮胎试验
205/60R 16V成品轮胎性能如表7所示。185/65R 15H XL成品轮胎性能如表8所示。
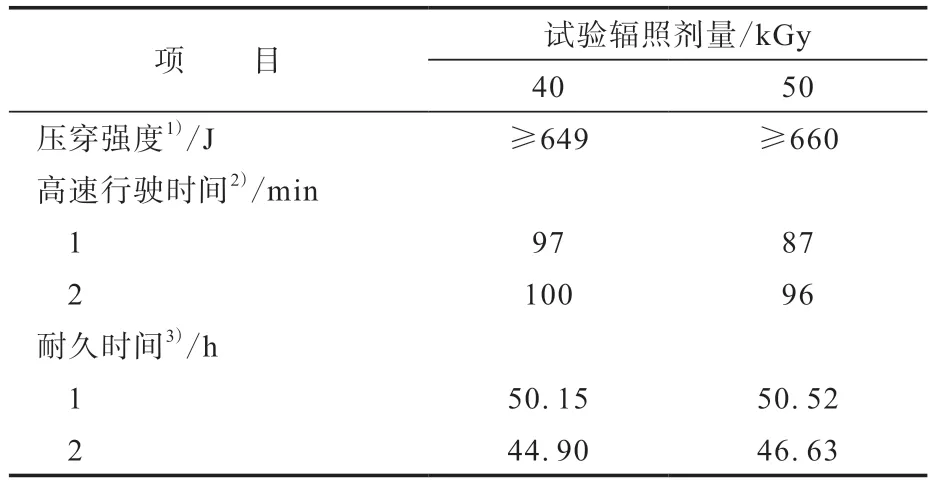
表8 185/65R 15H XL成品轮胎性能Tab.8 Properties of 185/65R 15H XL finished tires

表7 205/60R 16V成品轮胎性能Tab.7 Properties of 205/60R 16V finished tires
从表7和8可以看出,胎体帘布经电子束辐照预硫化后,成品轮胎性能均符合要求。总体来看,辐照剂量为40 kGy时,成品轮胎性能稍优。
另外,胎体帘布经电子束辐照预硫化后,成品轮胎的外观不良现象也有一定程度的改善,如胎里露线类不良现象减少0.01%。
4 结语
(1)对胎体帘布实施电子束辐照预硫化具有多个优点,有利于提高胎体帘布粘合性能和减小胎体帘布拉伸变形,提高轮胎生产效率,成品轮胎性能较好。
(2)通过调整压延工艺可以实现胎体帘布厚度不对称压延,进而可以实现气密层单一化生产,简化胎体帘布加工工艺。
(3)电子束辐照预硫化技术在轮胎行业的应用前景广阔,但目前国内电子束辐照预硫化设备故障率相对较高,如存在钛膜异常损坏、真空度低、电子束流强度小等,且维修专业度高,维修及时性不足。在电子束辐照预硫化设备停机待修时,可将不进行辐照预硫化的胎体帘布覆胶厚度增大0.05 mm,这样基本能够解决轮胎成型工艺问题,但是会导致轮胎质量增大。因此,在建设项目时要尽可能选择质量过硬的电子束辐照预硫化设备,同时要选择售后服务及时的供应商。