基于UG/NX的摆线转定子副齿廓曲线的绘制方法研究
2021-05-26
丹佛斯动力系统(江苏)有限公司 江苏镇江 212021
摆线全液压转向器广泛用于叉车、装载机、农机和矿山机械等低速重载车辆。摆线转定子副作为全液压转向器的重要组成部分,不但起到转向计量作用,而且在人力转向时起手动泵泵体作用。
由于全液压转向器的特殊性,转定子副中的转子在定子中既要能自由转动,又要有良好的密封性,这就需要转子与定子的侧面间隙既不能太大,又不能太小。由于摆线齿廓曲线方程的复杂性,转子的外齿廓曲线和定子的内齿廓曲线对设计和加工都提出了较高的要求,特别是摆线齿廓曲线的绘制,以及根据曲面轮廓度的要求而采购的成型刀具和设备。因此,笔者针对摆线转定子副齿廓曲线的绘制及成型提出一种新的策略,即通过 UG/NX 软件生成齿廓曲线,再生成三维模型,并以慢切割机等数控设备快速加工出成品,然后进行试验验证,以达到以低廉的成本快速实现理论研究和产品研发或优化的目的。
1 UG/NX 三维模型软件
UG/NX 是 Siemens PLM Software 公司出品的一个产品工程解决方案,是一款可视化的设计及绘图软件,可为用户的产品设计及加工过程提供数字化造型和验证手段。UG/NX 同时也是一个交互式 CAD/CAM 系统,功能强大,可以轻松实现各种复杂实体及造型的模型建构。
UG/NX 软件具有很强的数字交互性,根据此软件设计的三维模型可以与很多数控加工设备进行数据交互或传递。目前市场上加工精度比较高的钼金属丝慢切割机,就可以通过 UG/NX 软件直接导入三维模型,然后生成加工程序,其加工精度(特别是轮廓度)和粗糙度均能达到很高的要求,不仅能加快产品研制进度,还可以随时根据三维模型的参数变化而更改程序与优化设计。因此,运用 UG/NX 软件绘制摆线转子和定子的齿廓曲线,在理论研究、研发及预生产阶段都有现实意义。
2 摆线转定子副
全液压摆线转向器如图 1 所示,其中的摆线转定子副是由 1 个定子(也称针轮)和 1 个具有摆线外齿廓的转子(也称为摆线轮)组成(见图 2),结构紧凑、体积小、质量轻,其特殊的摆线曲线形状和工作原理可以使较小的体积变化传递较大的流量和功率,使全液压摆线转向器具有转向平稳可靠、计量精确、噪声低等优点[1]。
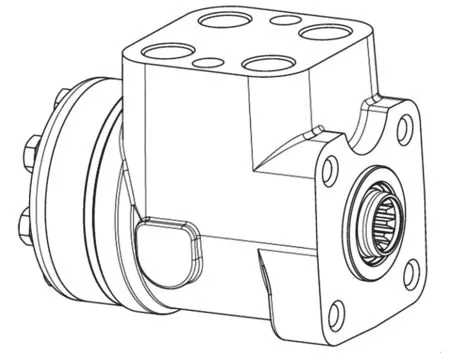
图1 全液压摆线转向器Fig.1 Fully-hydraulic cycloid steering unit
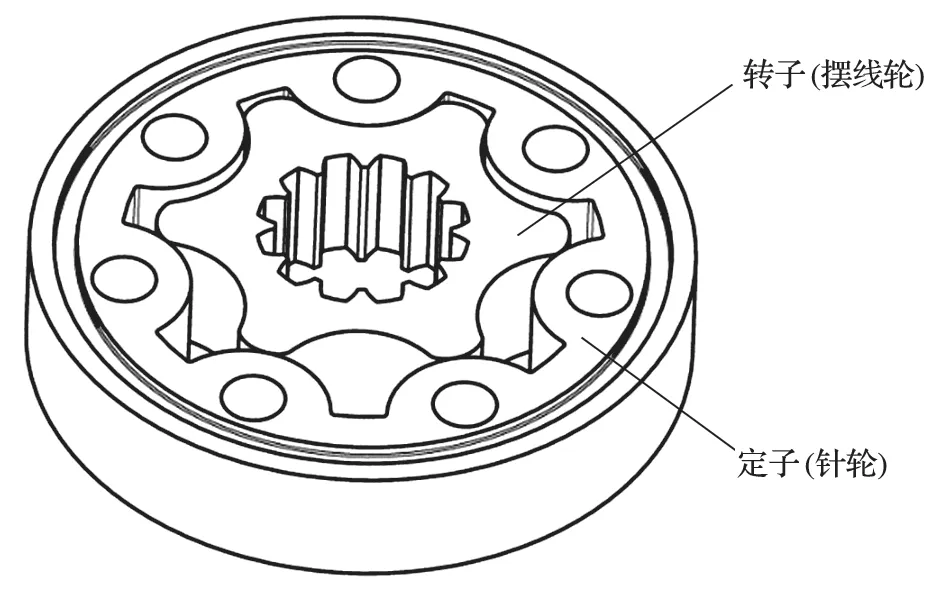
图2 摆线转定子副结构示意Fig.2 Structural sketch of cycloid rotor stator pair
在加工摆线转子外形和定子内腔等齿廓曲面时,一般都会采用专用设备和成形刀具。而要保证转子外形和定子内腔等曲面的轮廓度和粗糙度达到让转定子副能自由转动而且具有良好密封性,就必须使用精密耐磨的金刚石珩磨刀具[2]。金刚石珩磨刀具的硬度与强度都高于普通珩磨刀具,但其成本高昂。因为其有切削能力强、使用寿命长且生产效率高,又能在珩磨过程中自行修复等优点,生产企业在批量生产过程中也可以接受[3]。但是在理论研究、新产品研发和样机试验阶段,高昂的刀具费用及供货周期都难以接受。因此,研发人员往往采用相对比较低廉和快捷的钼金属线慢走丝切割的方法进行加工。
3 转定子副的摆线啮合原理[4]
转定子副的摆线齿廓曲线一般有 2 种,一种是转子和定子齿廓曲线均为内摆线的外等距线;另一种是定子齿廓曲线为一段圆弧,转子齿廓曲线为短幅外摆线的等距曲线。目前全液压转向器所采用的摆线转定子副的齿廓曲线为短幅外摆线的等距曲线,笔者主要研究利用短幅外摆线的等距曲线形成原理,基于UG/NX 软件生成全液压转向器转定子副齿廓曲线的方法。
摆线转子外齿廓曲线的成形原理是转子外形和定子内腔曲线绘制的依据。摆线转子外齿廓曲线的成形原理如图 3 所示[5]。
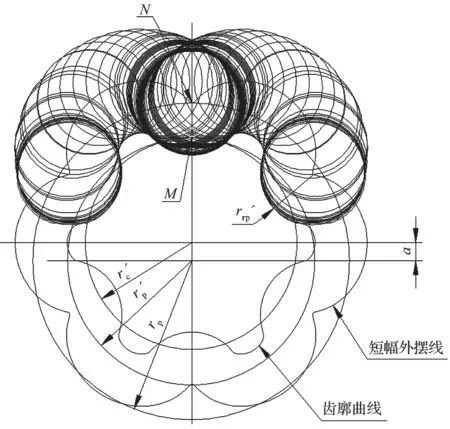
图3 摆线转子外齿廓曲线的成形原理Fig.3 Forming principle of external tooth profile curve of cycloid rotor
3.1 外摆线的成形原理
半径为rc′的基圆(导圆)上套上一个半径为rp′的生成圆(滚圆),生成圆半径与基圆半径的差为偏心距a。以基圆为固定圆,生成圆在其外侧做内切纯滚动,则生成圆上的任意一点M的运动轨迹为外摆线。
3.2 短幅外摆线的成形原理
将生成圆外某一点N与生成圆上的M点连接成一条固定长度的线段,且 2 点的相对位置不随生成圆运动发生而变化。当以生成圆上M点沿基圆绘制外摆线时,N点的运动轨迹为短幅外摆线。
3.3 齿廓曲线的成形原理
以短幅外摆线上的点为圆心,作无数个半径为rrp′的范成圆,将这些范成圆的内切点连成一条完整的曲线,则该曲线为短幅外摆线的等距曲线,即笔者所研究的转子齿廓曲线。
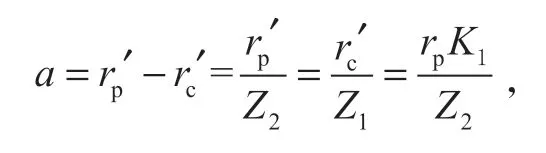
如果把短幅外摆线的整条等距曲线都用作摆线转子的齿廓,且要求基圆与生成圆半径之比满足下述公式的条件,就可以求出转子外齿廓的曲线方程,

式中:Z1为摆线转子的齿数;Z2为摆线定子的齿数。
4 转子与定子的齿廓曲线绘制方法
转子所采用的短幅外摆线和其等距曲线分别为转子的理论轮廓线和实际轮廓线,两曲线的法向距离处处相等,均等于针齿半径,根据短幅外摆线及等距曲线的生成原理可得下列方程。
短幅外摆线方程

等距曲线方程

式中:d为针轮直径;ϕ为角度变量,ϕ=360Z2t;t为可变参数,变动范围 0~1。
偏心距
针齿齿数
短幅系数
基圆半径
生成圆半径
针齿系数
转子齿项圆半径
转子齿根圆半径

齿高
针齿分度圆半径
4.1 转子外齿廓曲线的绘制
以新研发的一款应用于全液压转向器的 6/7 齿转定子副为例,转子为 6 齿,定子为 7 齿,偏心距为 3.8 mm。在 UG/NX 软件中输入等距曲线方程,取Z1=6、Z2=7、a=3.8。将上述公式及参数输入到“以方程生成曲线”命令中,可以自动生成如图 4 所示的转子外齿廓曲线。
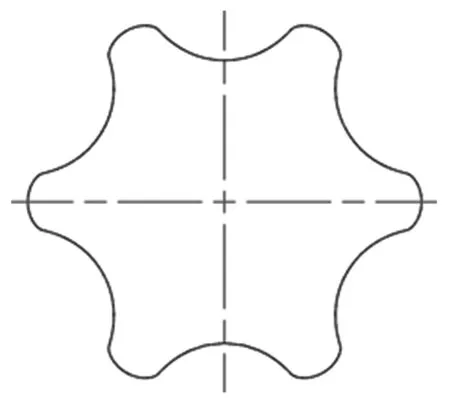
图4 转子外齿廓曲线Fig.4 External tooth profile curve of rotor
4.2 定子内齿廓曲线的绘制
以图 4 为基础,根据短幅外摆线及等距曲线的生成原理,在充分考虑并保证侧面间隙δ的情况下,反求定子内齿廓曲线。利用 UG/NX 软件绘图功能绘制出定子内齿廓曲线,如图 5 所示。
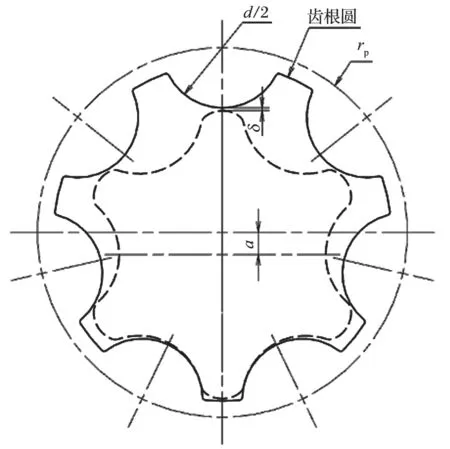
图5 定子内齿廓曲线Fig.5 Internal tooth profile curve of stator
5 应用效果
利用上述方法在 UG/NX 软件中绘制出转子外齿廓曲线及定子内齿廓曲线后,再以此曲线为基础和实际的外形生成转子和定子的三维模型,如图 6 所示。然后将模型转换成 DXF 文件,导入钼金属丝慢切割机床的控制电脑中,并利用其自动编程功能生成程序。加工后的转子和定子组装后经精确测量,其外形尺寸完全符合设计要求。图 7 所示为转子、定子和转定子副的实物。转子与定子装配后,用塞尺测量出所要求的侧间隙δ,与利用软件自带的分析模块测量出三维模型的侧间隙相比,其误差只有 0.002~0.005 mm。考虑到慢切割设备本身的精度误差因素,可以认为利用 UG/NX 软件绘制的转子和定子齿廓曲线进行线切割加工,其精度与设计结果一致。用此方法,一次加工出 3 种排量共 4 个转定子副,装配到全液压转向器整机上,在型式试验及寿命试验过程中,转向器转向灵活、转动平稳光滑、无卡滞现象,且内泄漏量很小,新产品开发获得完满成功,同时节省了一大笔订制特殊磨具和设备的资金,也大大缩短了研发时间。
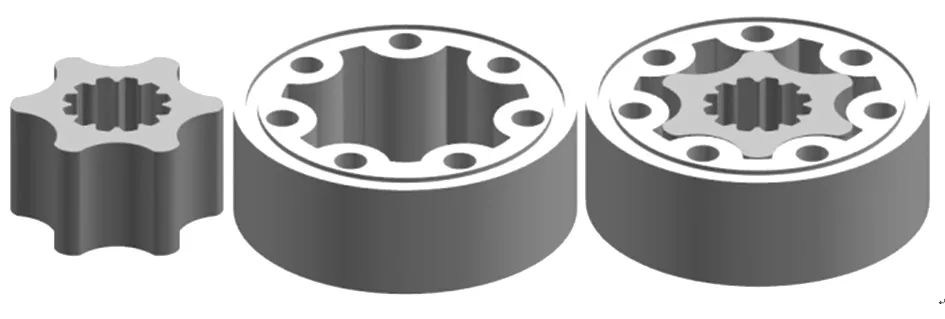
图6 转子、定子和转定子副的三维模型Fig.6 3D model of rotor,stator and pair

图7 转子、定子和转定子副实物Fig.7 Entity of rotor,stator and pair
6 结语
根据摆线方程的生成原理和方法,利用 UG/NX软件绘制转子外齿廓曲线及定子内齿廓曲线并模拟成三维模型,再进行慢走丝线切割加工成成品的方法,在实际应用中证明切实可行,给理论研究和研发人员快速得到样品并进行验证提出一个全新的思路和方案。特别是对具有复杂曲面和形状的物品,如渐开线齿轮、花键和叶片泵转子等,均可以利用 UG/NX 软件进行三维模拟,然后进行数控程序加工,既节约成本,又能加快研发进度。
