矿用无极绳绞车电控系统设计研究
2021-04-08陈晋
陈 晋
(西山煤电马兰矿工程一区准备一队, 山西 古交 030200)
引言
煤矿生产能力在一定程度上受制于其运输效率。煤矿关键运输设备除了带式输送机、刮板输送机外还包括有无极绳绞车、卡轨车、齿轮车等辅助运输设备。对于无极绳绞车而言,在实际应用中存在启停过程冲击较大,且运输速度不稳定等缺陷,究其原因在于设备在调速功能和控制策略方面存在不足所导致,具体表现为:无极绳绞车电控系统无法实现无极调速从而造成冲击;无法实现对后续输出速度的稳定控制[1]。因此,着重针对上述问题对无极绳绞车电控装置及系统进行设计研究。具体阐述如下:
1 无极绳绞车电控系统的总体设计
为解决实际需求问题,本文以无极绳调速为重点完成对电控系统的设计研究。当前无极绳绞车电控系统的主要缺陷为调速能不足无法实现无极调速,从而对绞车系统造成冲击。目前,在众多调速方案中以液压调速方式的响应速度快、调速范围宽、可靠性高以及功率密度高等优势被工程机械广泛应用[2]。因此,本文将围绕液压调速为核心展开对无极绳绞车电控系统的设计研究。
为保证无极绳绞车电控系统调速功能的稳定性和满足绞车功率越来越大的变化趋势,液压调速方案采用容积调速回路。此外,为保证无极绳绞车电控系统的远程控制能力,采用比例先导控制实现对绞车速度的调节和控制。结合无极绳绞车的控制需求,为无极绳绞车电控系统配置液压变频调速控制系统,该变频调速控制系统的原理图如图1 所示。
针对无极绳绞车控制需求(运输速度和运输功率),为其电气控制系统所配置的变量马达的型号为A6VM160,定量泵的型号为A2F125,为其配置电机为三相异步电机,具体型号为YBBP-315S-4。
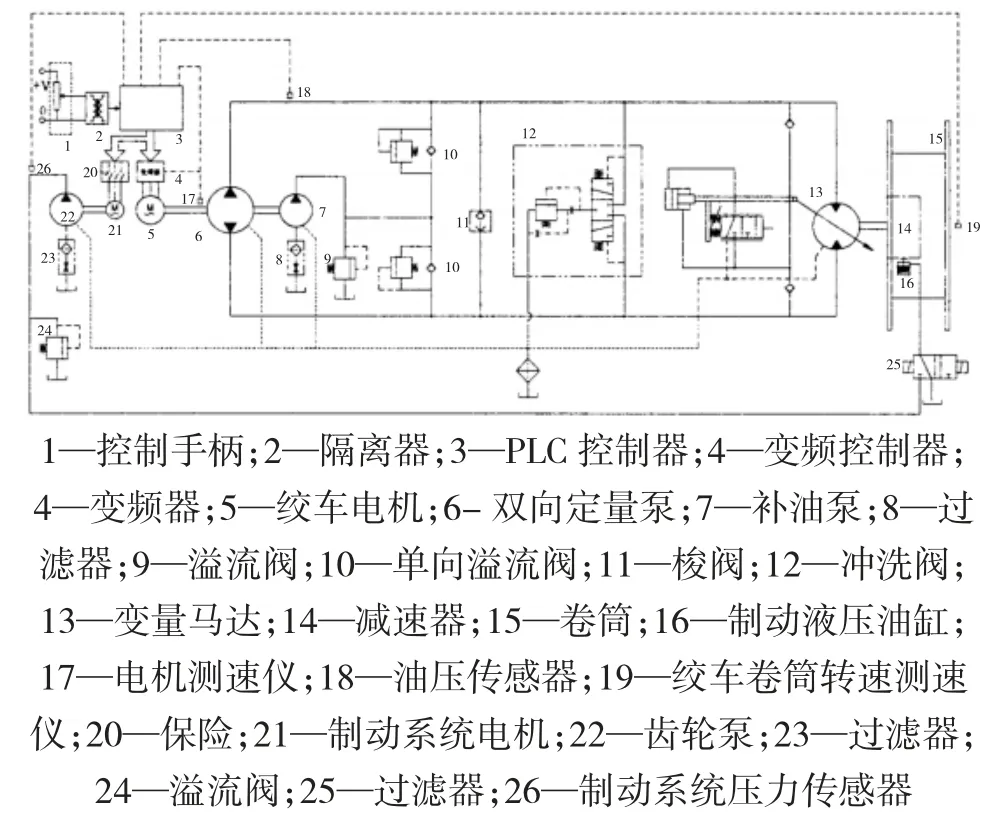
图1 变频调速控制系统原理图
2 无极绳绞车电控系统关键部件设计
实现无极绳绞车的无极调速是解决系统运行冲击,运速不稳定的关键。而实现无极绳绞车的无极调速功能的关键在于电控系统基于PLC 和变频器对绞车运行速度的实时控制[3]。因此,本节着重对无极绳绞车电控系统中变频器和PLC 控制系统的设计进行研究。
2.1 变频器的选型设计
变频器的选型主要根据其额定容量和额定电流进行,其对应的计算公式如式(1)、式(2)所示:

式中:PCN为变频器的额定容量;ICN为变频器的额定电流;K 为电机电流波形修正系数,取1;UM为绞车电机额定电压值,取380 V;IM为绞车电机额定电流值,取200.4 A。
经计算可得,要求变频器的最小额定容量不得小于131.9 kW;变频器的最小额定电流值不得小于200.4 A。综合对比市面上各类变频器的参数,最终选择变频器的型号为FR-A740-132,对应选型变频器的额定容量为132 kW。
2.2 变频电控系统的设计
无极绳绞车电控系统设计的主要功能是实现对绞车的无极调速,减小对系统的冲击。在电控系统变频器选型完成的基础上,关键在于采用PLC 控制器实现对变频器的控制[4]。基于PLC 对无极绳绞车变频调速控制原理如图2 所示。
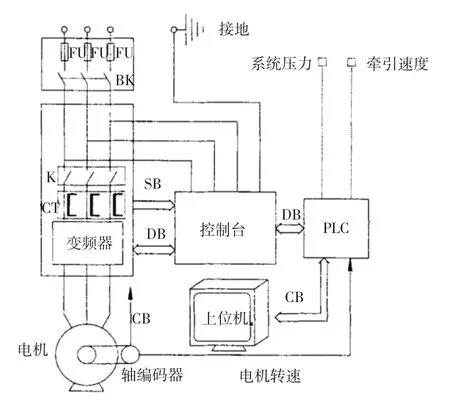
图2 基于PLC 无极绳绞车电机变频调速控制原理图
如图2 所示,FU 为供电三相电压的各个相路上安装的熔断器;CT 为电流传感器用于检测设备电机的实时电流值;SB、DB 以及CB 为控制系统的信息传递通道,其中SB 为模拟量的传输通到,即将电机及变频器的实时运行状态传送至控制台、DB 为数字量传输通道,即将控制质量经控制台传送至变频器、CB 为通信线,即将PLC 控制器所采集的各类参数实时传送至上位机并显示。
图中,PLC 控制器可根据实时绞车的运行状态通过变频器对其电机转速进行控制从而达到无极调速的目的;此外,基于数据传输线路还能将无极绳绞车运行的系统压力、牵引速度以及电机转速等参数实时显示于上位机上。
2.3 变频电控算法设计
目前,在工业应用中鉴于模糊PID 控制算法具有较好的鲁棒性、响应特性和稳定性。针对无极绳绞车电控系统同样采用模糊PID 控制算法实现。鉴于篇幅有限,此处不对模糊PID 控制算法的理论进行研究。
对于模糊PID 控制算法而言,其核心在于基于模糊控制算法对PID 控制器中的三个系数进行整定,并结合Matlab 仿真软件对不同系数下无极绳绞车电控系统的控制效果进行评价,并着重对电控系统的超调量和波动情况进行对比。综合仿真结果对比分析,针对某矿无极绳绞车模糊PID 控制器中最佳控制系数如下:积分系数为1.36;微分系数为2.2,比例系数为0.05。
3 无极绳绞车电控系统控制效果实例验证
为验证本文基于PLC 所设计变频电控系统对无极绳绞车的调速控制效果,本文对当无极绳绞车在实际运输过程中工作面坡度发生突变时,无极绳绞车实际牵引速度和理想牵引速度的关系进行对比[5]。无极绳绞车具体工作环境描述如下:设定绞车以恒定1.5 m/s 的速度完成工作面的运输任务,其中工作面平整的距离为1.5 m,坡度为0°,坡度为20°的距离为4.5 m。即,无极绳绞车从平面突变至坡度为20°的工作面时,无极绳绞车是否依然能够按照1.5 m/s 的牵引速度完成运输任务。具体试验结果如图3所示。
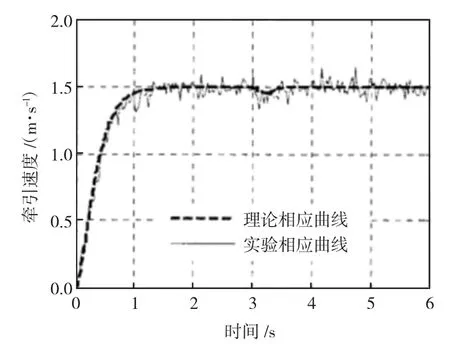
图3 无极绳绞车电控系统调速功能验证
如图3 所示,当绞车运行1 s 后即在平面运行1.5 m 后突变为坡度为20°的工作面,此时绞车运行速度在完成简短时间振荡且振荡幅度很小后趋于稳定状态,并保持在1.5 m/s 的恒定速度下运行。通过试验得出,所设计的变频电控系统对无极绳绞车运行速度的控制具有高精度、高稳定性以及超调量小的优势。
