钎焊立方氮化硼焊接性影响因素与微观结构
2021-03-28王光祖张相法王永凯王大鹏
王光祖,张相法,位 星,王永凯,王大鹏
(1.郑州磨料磨具磨削研究所,河南 郑州 450001;2.郑州中南杰特超硬材料有限公司,河南 郑州 450001)
1 引言
立方氮化硼(cBN)超硬磨料具有“三高一好”(硬度、热稳定性和化学惰性高、导热性好)的优点,因而由该种磨粒制作的各型固结砂轮在镍基高温合金、钛合金等难加工材料的磨削加工中得到了应用。但是cBN超硬材料表现出非常稳定的电子配位,很难被熔化的液态金属所润湿,一般焊接材料很难实现cBN与金属的连接,目前cBN制品和超硬耐磨涂层多采用烧结或电镀工艺制作,制品在使用过程中磨粒极易脱落,降低了其有效使用寿命[1-3]。为了充分发挥立方氮化硼磨粒的超强耐磨性,开发新型单层钎焊cBN砂轮,期望借磨粒、钎料、基体之间的化学和冶金结合实现对磨粒的牢固把持,从而满足高效重负荷磨削加工对砂轮的要求,采用钎焊技术连接cBN与金属制造cBN制品成为焊接界研究的热点之一[4-6]。
国外关于cBN超硬材料钎焊技术研究的最初报道是在1997年,白俄罗斯学者Igor L Pobol等[7]采用真空钎焊技术,使用Cu基钎料钎焊cBN,作者发现Cu基钎料对cBN材料表现出良好的润湿性,Cu基钎料对cBN之间的润湿角可达11°~35°。2001年Jan.Felba等[8]使用Ag基钎料在1123~1323℃下将cBN钎焊到碳化钨的表面上,发现Ag基合金钎料可以较好的润湿cBN。
国内关于采用钎焊技术制备cBN制品的研究发展比较晚,2002年肖冰等[9]使用Ag-Cu-Ti合金钎料和真空钎焊方法制备了cBN砂轮,实验发现Ag-Cu-Ti合金钎料可以较好地润湿cBN超硬材料。2004年丁文峰等[10]针对肖冰等人制备的cBN砂轮进行了界面微结构分析。2005年王乾等[11]对钎焊制备cBN砂轮的工艺及性能进行了初步的探索。2010年DING等[12]利用Ag-Cu-Ti钎料对钢基体进行钎焊,得到的cBN磨粒的强度损失可以避免,且磨粒的磨削性能相对稳定。
钎焊cBN技术采用的钎料合金基础材料主要为Ag和Cu金属,这主要是cBN颗粒耐高温程度决定的,为了提升钎料的钎焊效果,多采用添加活性元素提高钎料的润湿性进而达到钎焊效果[5]。本文针对国内外关于Ag基和Cu基钎料的焊接性、钎料状态、添加活性元素提升的钎焊效果以及钎焊条件设定的发展情况进行概述。
2 不同影响因素对cBN的焊接性影响
2.1 Ag基和Cu基钎料合金基础对cBN的焊接性影响
cBN是以硼、氮原子沿四面体杂化轨道形成的共价键结合,电子配位非常稳定,很难被熔化的液态金属所润湿,一般焊接材料很难实现cBN与其他金属的连接。要使cBN表面被金属键的液态钎料所润湿,在钎料与cBN之间必须要有化学反应发生,通过反应在cBN表面分解形成新相,产生化学吸附,才能形成强的界面结合。提高温度能够促进钎焊在一定程度上促进钎焊效果,但是钎焊温度过高,会导致cBN颗粒的晶型、抗冲击强度受到影响。
由于钎焊温度的限制,常用钎料合金基础主要为Ag基钎料和Cu基钎料。Ag基钎料较常用于钎焊陶瓷、金刚石、立方氮化硼,常见的Ag基钎料有Ag-Cu-Ti、Ag-Cu-Ti-Sn等。通过在Ag基钎料中加入活性元素,可以提高钎料的活性,促进钎料与cBN之间的化学反应,提高钎焊效果,如图1所示[9]。

图1 Ag-Cu-Ti钎焊cBN后的表面形貌[9]Fig.1 Surface morphology of Ag-Cu-Ti brazing cBN
采用Ag基钎料钎焊的接头,当工作温度低于300℃时,抗拉强度可达400MPa,而当工作温度高于300℃时,接头强度急剧下降,仅约140MPa左右。因此,采用Ag基活性钎料不能完全满足cBN作为高温耐磨材料的要求。同时,Ag基钎料价格较昂贵,导致制品的成本较高。而Cu作为钎料合金基础成分,具有熔点适中、成本低、力学性能好等特点,可以配合其他元素的金属粉混合后制备钎料,能够弥补Ag基钎料钎焊中的不足,常见的Cu基钎料有Cu-Sn-Ti、Cu-Ni-Sn-Ti等[13-14]。
2.2 钎料状态对cBN的焊接性影响
钎料状态主要分为粉末状钎料和熔炼后的钎料。制备钎料采用的方法主要有将不同的金属粉末按照设计的比例进行球磨混合,混合均匀后将混合粉末作为钎料;也可以将混合均匀的粉末钎料在高真空钎焊炉中进行熔炼。
采用活性钎料钎焊cBN的关键问题是保证活性元素的活性和对活性元素的保护,只有活性元素与cBN在界面处形成类金属化合物,才能实现液态钎料与cBN连接。添加Ti元素的活性钎料经过熔炼之后,较粉末状钎料的焊接性会有明显降低,焊接试件结构疏松,对cBN的把持力较低。这主要是因为钎料熔炼的高温过程中,钎料中的Ti会与Ag、Cu元素发生冶金反应,形成新的金属间化合物,主要物相为α-Ag、α-Cu、TiAg、CuTi3等,化合后的Ti元素很难向cBN表面偏聚与cBN反应生成反应层;另一方面,高温过程中Ti元素极易发生氧化反应,生成致密的TiO2,阻碍钎料对cBN的润湿,而且Ti元素氧化后不能再钎焊过程中起到活性元素的作用。而粉末钎料中Ti金属粉末为单质形态,能够很好地与cBN发生化学反应,从而达到较好的钎焊效果[13]。
2.3 钎料成分对cBN的焊接性影响
调整钎料中活性元素的配比,对活性钎料的焊接性有着直接影响。如通过向钎料中添加适量的Sn元素能够降低钎料的熔点、增加流动性[6];添加活性元素Ti元素能够增加钎料对聚晶中陶瓷相、cBN的润湿性,提高钎料的高温性能[9]。
例如对于Ag-Cu-Ti8、Ag-Cu-Ti8-Sn1和Ag-Cu-Ti8-Sn2三种活性钎料,通过调整Sn元素的添加量,可以发现Ag-Cu-Ti8的润湿面积为54.6mm2,Ag-Cu-Ti8-Sn1的润湿面积为61.3mm2,Ag-Cu-Ti8-Sn2的润湿面积为72.9mm2,显然Sn能够提高Ag-Cu-Ti活性钎料的润湿性,且当Ag-Cu-Ti活性钎料中添加Sn元素以后,钎焊试件基体表面的润湿环消失,如图2所示[13]。
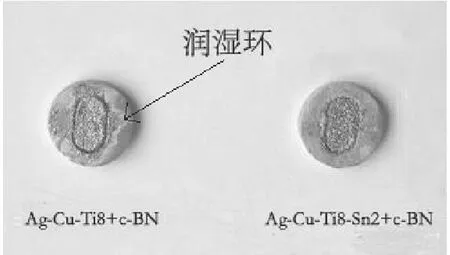
图2 不同添加Sn元素的钎焊效果[13]Fig.2 Brazing effect of different additions of Sn element
含有活性元素Ti元素的Cu-Ni-Sn-Ti钎料对cBN和基体钢都具有较好的润湿性能。测试发现,随着钎料中Ti含量的提高,润湿角不断降低,如图3所示。随着Ti元素质量分数的增加,润湿角逐步减小,当Ti元素质量分数在10%时,润湿角小于20度,这是因为高温活性钎料中Ti能与cBN反应,在界面形成新相,降低钎料与cBN界面的表面能,Ti含量越高反应越充分,从而提高CuNiSnTi活性钎料对cBN的润湿性。但是随着Sn、Ti元素含量的增多,钎料的韧性降低而脆性提高,易形成成分偏析,因此应该控制Sn、Ti等活性元素的比例[15]。
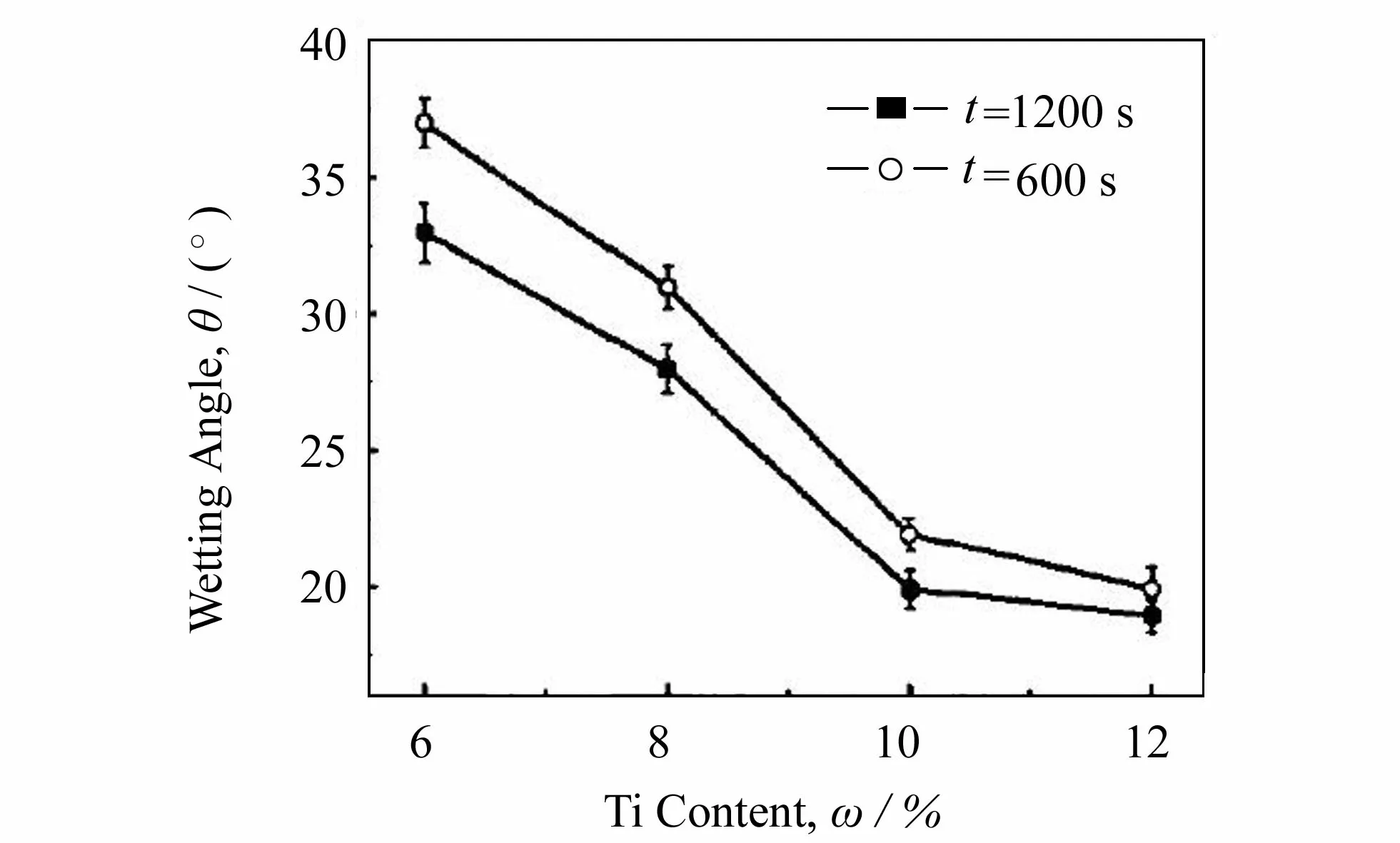
图3 Ti含量对润湿角的影响[15]Fig.3 Effect of Ti content on wetting angle
2.4 真空度对cBN的焊接性影响
在钎焊过程中,合适范围内的真空度对提高钎焊效果有着重要作用。一方面,当真空度较低时,钎料中的金属在高温作用下极易与氧气发生氧化反应,降低活性元素的活性,另外,钎料中的活性元素Ti元素极易氧化生成稳定致密的氧化膜TiO2,阻碍钎料对cBN的润湿,同样降低钎料的钎焊效果;另一方面,当真空度过高时,会导致钎料中Ag、Cu元素的大量挥发,由于钎料中金属元素的大量挥发,从而改变了钎料的化学成分,导致钎焊试件表面和内部出现空穴和钎焊不彻底等缺陷[13]。
采用Ag基钎料进行钎焊,在钎焊温度为940~950℃、钎焊时间为20min的钎焊条件,当真空度低于8.9×10-3Pa时,钎料对cBN的润湿性较差,钎焊试件呈灰色,当真空度在(3.4~8.9)×10-3Pa之间,钎焊试件表面呈现金黄色,cBN涂层结构紧密,cBN颗粒分布匀称,如图4所示。当真空度超过3.4×10-3Pa时,钎焊效果呈现下降趋势[13]。在钎焊实验结束后[13],该实验在加热炉内的加热片和炉膛内发现了沉积的Ag、Cu元素也证实了真空度过高能够导致钎料中金属元素的加速挥发。
对于采用Cu-Sn-Ti金属粉末制备的活性钎料,在钎焊温度为970℃、保温时间为3~5min条件下,当真空度为10-3Pa时,也可以将钎料充分熔化,达到较好的钎焊效果[16]。
也有采用Ag-Cu-Ti金属粉末作为活性钎料,当钎焊温度为920~980℃、钎焊时间为20min时,在真空度为(1.9~6.9)×10-3Pa的条件下可以进行钎焊,实验表示当真空度达不到10-2Pa时,将很难进行钎焊[17]。

图4 真空度对焊接性的影响[13]Fig.4 Effect of different vacuum degrees on weldability[13]a:P<8.9×10-3Pa,b:3.4×10-3~8.9×10-3Pa
2.5 钎焊温度对cBN的焊接性影响
在钎焊过程中,通过一定温度,才能促使钎料在cBN表面形成新相,产生化学吸附。当温度过低时,钎料金属呈现固态或者液态钎料表面张力过高,导致化学冶金结合反应难以进行。随着钎料温度的升高,液态钎料的表面张力和液态钎料与cBN的界面张力逐渐下降,液态钎料的流动性、润湿性不断增强,润湿角不断减小,促使钎料中的Ti原子和cBN中的B、N原子在界面处发生反应就越完全,界面反应层的厚度和均匀程度会越高,钎焊后基体对cBN颗粒的把持力越高,如图5所示为CuNiSnTi活性钎料对cBN的润湿性随温度变化的曲线,从图中可以看出,润湿角随着温度的升高在逐渐降低[13]。但是,当钎焊温度过高时,会导致钎料的粘度下降,造成钎料流散现象,同时钎料对金属基体的溶蚀家中,金属基体的晶粒在高温下也会长大;另一方面,温度过高时,真空炉内加热片等吸附的气体会膨胀挥发,导致真空度下降,影响钎焊效果[18]。

图5 温度对润湿角的影响[13]Fig.5 Effect of temperature on wetting angle[13]
采用Ag基钎料进行钎焊,当钎焊温度为940~950℃之间时,钎焊试件的表面呈金黄色,涂层结合致密。当钎焊温度低于940℃或高于950℃时,钎焊试件的成型差,结合强度低[17]。
当使用Cu-Ni-Ti5和Cu-Ti10两种活性钎料进行钎焊试验,当钎焊保温时间为20min,钎焊温度低于1050℃或高于1100℃时,钎焊试样表面呈现黑褐色,结构疏散,焊接不牢固,温度在1050~1100℃时,钎焊试样呈现土黄色,涂层结构紧密,如表1所示[13]。

表1 钎焊温度对焊接性的影响(T/℃)[13]
2.6 保温时间对cBN的焊接性影响
在合适的温度条件下,保温时间过长或者过短均不利于cBN的焊接,当保温时间过短时,钎料融化不充分,液态钎料的流动性和润湿性较差,不能获得良好的焊接质量;但是钎焊试件过长时,不仅提高生产成本,还会导致钎料流失,降低钎焊质量。
表2是Ag-Cu-Ti钎料在钎焊温度为950℃,保温时间对cBN焊接性的影响规律[17]。由表2可见,在使用Ag-Cu-Ti钎料在钎焊温度为950℃的条件下,保温时间在20min时焊件成型好,结合强度高,保温时间过长或过短均不利于cBN的焊接[17]。

表2 保温时间对焊接性的影响(t/min) [17]
2.7 钎焊立方氮化硼的微观结构
采用扫描电子显微镜对钎焊试件进行观察发现,当钎焊效果较好时,cBN颗粒被钎料完全包裹,表明液态钎料对cBN进行了完全润湿,钎料与cBN在界面结合处生成了Ti的B化物或N化物。
采用Cu-Ni-Ti钎料,钎焊温度为970℃,保温时间为5min时,对cBN磨料进行钎焊,钎焊后cBN磨粒的形貌如图6所示。
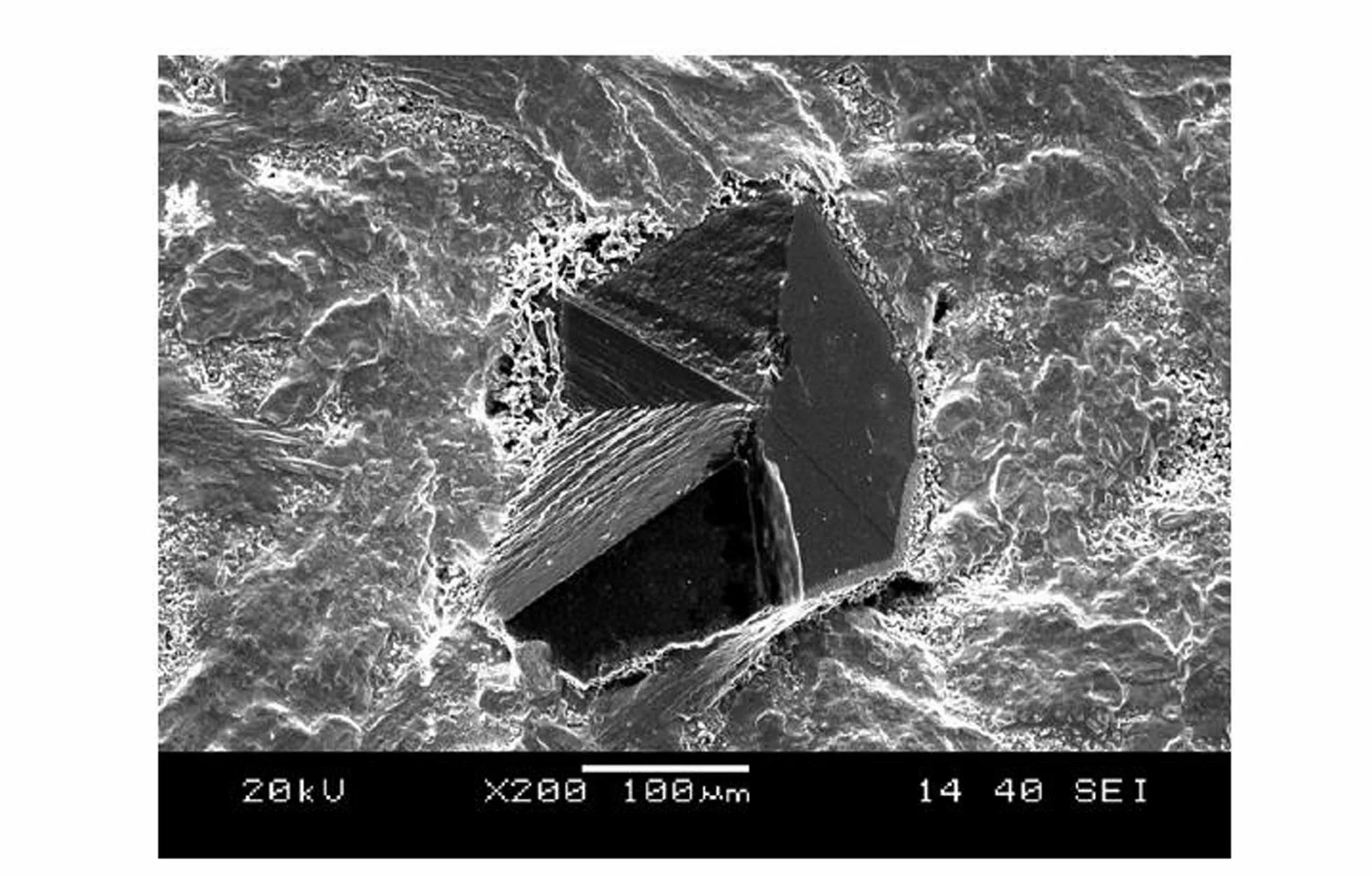
图6 钎焊cBN磨料形貌[16]Fig.6 Morphology of brazing CBN abrasive[16]
由图6可以看出钎料充分熔化,且钎焊效果较好,cBN与钎料界面交界处有白色颗粒状化合物产生。通过对cBN颗粒界面进行EDS分析,结果显示Ti元素的质量分数明显高于钎料中Ti元素的质量分数,说明钎焊过程中Ti元素在基体、cBN表面均有富集,Ti与cBN、钢基体均有界面反应,并在界面处形成多种化合物[16]。
对于采用Ag-Cu-Ti10钎料焊接的试样,通过扫描电镜高倍下观察Ag-Cu-Ti10钎料与cBN的做微观结构如图7显示,cBN颗粒被钎料完全包裹,表明液态钎料对cBN完全润湿,钎料与cBN在结合界面处形成了一定厚度的反应层[13,17]。能谱分析证实,在界面处元素呈梯度分布,活性Ti发生了明显富集,在靠近cBN一侧的界面区Ti元素有较高的浓度分布,达到了19.70%,高于Ag-Cu-Ti10活性钎料中Ti元素的含量。Ti元素从钎料中分离出来并在cBN界面富集形成富Ti层,Ti与cBN相互作用形成冶金结合层。随着钎焊温度的提高,活性钎料与cBN的作用量增大,反应层变宽。Ag-Cu-Ti10钎料与cBN这种界面冶金结合,对提高Ag-Cu-Ti10钎料与cBN界面结合强度非常有利[13]。
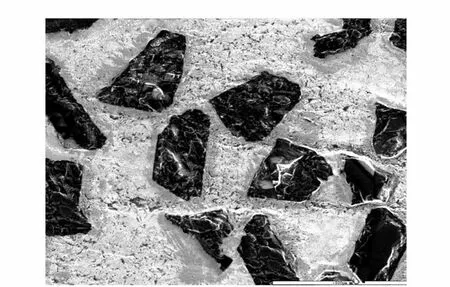
图7 采用Ag-Cu-Ti10钎焊cBN界面微观结构[17]Fig.7 Microstructure of CBN interface brazed with Ag-Cu-Ti10[17]
如图8所示[17],通过X-射线衍射分析,发现其主要物相为cBN、TiB2、TiN、TiAg和CuTi3,在排除原有相cBN和钎料中的金属间化合物TiAg和CuTi3,证实界面反应产物主要是TiB2和TiN。
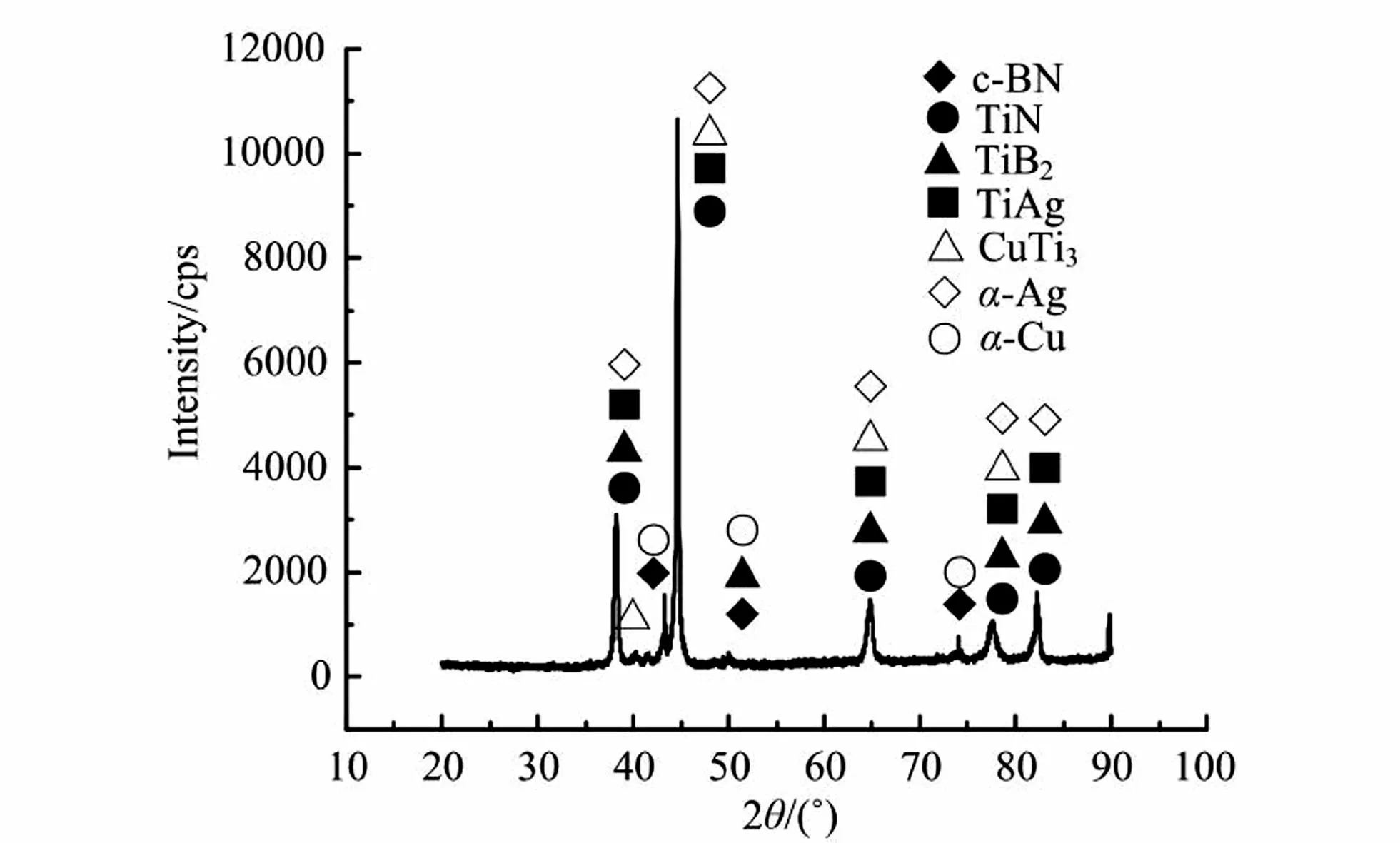
图8 钎焊后cBN的X射线衍射分析曲线[17]Fig.8 X-ray diffraction analysis curve diagram of CBN after brazing[17]
由热力学的反映规律可知,当活性钎料在对cBN进行钎焊的过程中,Ti的B化物或N化物的标准摩尔自由能要远低于cBN生成的标准摩尔自由能,说明在钎焊温度范围内,生成Ti的B化物或N化物会是系统的自由能降低,由此也证实在钎料与cBN的界面处生成了TiB2和TiN[13]。
3 结语
随着对钎焊技术的深入研究,我国钎焊技术的发展已经趋于成熟,Ag基、Cu基钎料在钎焊cBN生产中均得到了广泛的应用。根据生产需求,调整活性元素的配比、控制合适的真空度、钎焊温度以及保温时间,对高质量钎焊cBN有着重要意义。
为了满足对磨削工具的精密程度、使用寿命、加工效率等要求的日益发展,钎焊技术还有进一步发展的空间,特别是对钎焊条件的精密掌控、钎焊方法的新型创新、新型钎料的研发等方面,仍需广大学者进行精密研究。
