基于数字化车间的加工精度自优化技术研究
2021-03-10张志耀
张志耀,马 良,韦 杰,田 芳
( 中国电子科技集团公司第二研究所,山西 太原030024)
智能制造是基于新一代信息通信技术与先进制造技术深度融合,贯穿于设计、生产、管理、服务等制造活动的各个环节,具有自感知、自学习、自决策、自执行、自适应等功能的新型生产方式。信息技术在经济和社会发展中的作用已经从提升效率和劳动生产力的辅助角色上升为基础创新和创造的使能者,演变为支持经济社会创新和可持续快速发展的一个主要角色。
在装备研发制造领域,随着信息化、网络化、智能化的发展,赋予装备研发更丰富、高效的技术手段,使各种工艺装备呈现控制智能化、性能极限化等发展趋势,如:通过装备状态实时监测、误差自补偿、自主编程等使制造装备性能加速提升,呈现高精度、高效率、高可靠等特征。
本文以一种基于低温共烧陶瓷数字化车间基础上的生瓷片冲孔精度自优化方法为例,探讨在数字化车间的新模式下,装备研发的新方式、产品加工质量提升的新方法。
1 低温共烧陶瓷数字化车间概述
低温共烧陶瓷数字化车间主要进行各类低温共烧陶瓷基板、器件的生产,车间基本实现了各类信息的数字化、网络化。
车间主要由现场设备层、数据采集监控系统(SCADA)和制造执行管理系统(MES)3 个部分组成。
现场设备层:包括生瓷冲孔、电路印刷、浆料填充、多层叠片等生产工艺设备、工装工具、检测设备、物流配送和缓存系统等(物理布局如图1 所示),接受监控系统的指令,实现车间现场各种硬件的自动化控制。

图1 低温共烧陶瓷数字化车间布局
数据采集监控系统(SCADA):可以对现场的运行设备进行监视和控制,主要是执行和发布生产过程中的各种生产指令,实现现场产品、工艺、设备、测试仪器、人员等各种数据的传递、采集、分析、判断。
制造执行管理(MES):针对智能车间的生产管理和现场执行,进行生产过程集中管控,解决生产的追溯性、生产控制和信息流通不畅等问题。
车间打通了各单元间的信息壁垒,实现各类数据的互联互通,如:通过SQL 数据库通讯方式,可实现孔位误差数据在通孔检测设备、MES 及打孔设备间相互传输;具备产品质量追溯功能,通过识别每片生瓷片上的二维码,可获取该产品的规格型号、材料编号及所经过的加工设备编号及加工时间等。
2 传统精度补偿方式及其不足
冲孔是低温共烧陶瓷生产流程的关键工序,包括定位孔、互联孔、腔体等的加工,其加工精度直接影响产品性能。因此,冲孔精度被认为是衡量冲孔设备性能的核心指标。目前先进的冲孔设备,其冲孔精度可达±10 μm[1]。
提高设备精度有两条途径:一是误差预防;其二是误差补偿。误差预防也称为精度设计,是试图通过设计和制造途径消除可能的误差源。单纯采用误差预防的方法来提高机床的加工精度是十分困难的,而必须辅以误差补偿的策略[2]。
2.1 冲孔工艺设备传统精度补偿方式
冲孔设备误差补偿主要包括运动平台误差补偿、各冲孔单元冲孔误差补偿、冲孔单元之间位置误差补偿3 个环节。
2.1.1 运动平台误差补偿
冲孔设备工作时,生瓷带在运动平台的带动下精确移动至程序设定位置,冲孔单元完成冲孔动作。因此,平台的运动精度是实现精确冲孔的前提条件,平台装调完成后须借助激光干涉仪对其X、Y 轴定位精度分别进行测量和补偿。
以X 轴为例,测量和补偿方式:
(1)在X 轴的行程(L)范围内,等间距取点n个;
(2)X 轴运动至各点Xi,使用激光干涉仪测量其实际运动距离Xreali,则可得出在各点的定位误差:

(3)根据各点误差值,拟合成整个行程范围内的误差函数:δ(X);
(4)冲孔时各点的运动坐标则补偿为Xa=Xδ(X)。
如图2 所示,X 轴定位精度未补偿时为12.8 μm,补偿后达到1.3 μm。

图2 平台X 轴定位精度补偿前后对比
2.1.2 各单元冲孔误差补偿
冲孔单元是冲孔动作的执行机构,每个冲孔单元可加工一种规格的孔,根据所加工产品孔径种类要求,一台冲孔设备上通常需配置多个冲孔单元,DKJ-08 系列冲孔设备标配为8 个冲孔单元。
在实际冲孔过程中,由于料片和吸附盘的影响,即使运动平台有较高定位精度,各个冲孔单元所加工孔的位置依然存在较大误差,且各单元冲孔误差各不相同,因此需根据各单元冲孔误差分别进行误差补偿。
测量和补偿方式:
(1)在料片的整个范围内,冲出均布的阵列孔;
(2)采用图像测量仪,测量各孔位坐标,得出各孔的误差值;
(3)根据各孔位置误差值,拟合成整个料片范围内的误差分布函数:ρX(X,Y)、ρY(X,Y);
(4)冲孔时各点的运动坐标则补偿为:

如图3 所示,同一冲孔单元未补偿时冲孔精度约为50 μm,补偿后基本达到10 μm。
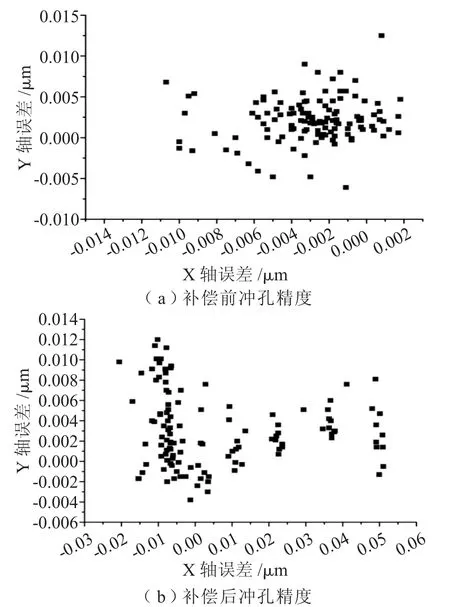
图3 同一冲孔单元冲孔精度补偿前后对比
2.1.3 冲孔单元之间位置误差补偿
设备在使用中,更换冲针、凹模时,需将冲孔单元拆下,冲孔单元在重复安装过程中,很难保证安装位置的一致性。因此,设备配置了专用的冲孔单元视觉定心系统,用来测量、校准单元之间的位置关系。通过该定心系统,可使单元之间的位置关系精度控制在一定范围内,但还是与设备的整体精度要求有一定差距,还需根据同一料片中,包含不同冲孔单元所冲孔的位置精度,进一步补偿、修正单元之间的位置关系。
如图4(a)所示,为单元只经过定心,未根据孔位精度补偿的误差图;图4(b)所示为根据两个单元所冲孔孔位精度补偿后的误差图。

图4 冲孔单元位置补偿前后对比
2.2 传统精度补偿方式存在的不足
通过补偿能够有效地提高设备的冲孔精度,但在生产实践中,发现该精度补偿方式依然存在明显的不足[3]。
2.2.1 冲孔过程产生的料片变形无法补偿
随着陶瓷器件向高密度、小型化的方向发展,在一张生瓷片上,动辄需要数万孔的加工,每冲一个孔,冲头、脱料模都会对生瓷片产生一次冲击,在数万次的冲击力作用下,生瓷片会产生明显变形,导致孔位精度变差,且料片变形状态与冲孔数量及冲孔图形相关,传统冲矩阵补偿方法对该误差无法补偿。
2.2.2 无法补偿生瓷片材质、规格引起的误差值
不同的陶瓷器件可能需要采用不同的生瓷片来加工,生瓷片除了化学成分的区别外,还存在厚度、是否带膜等的区别。在设备使用过程中,发现同一台设备在加工不同规格的生瓷片时,其孔位误差也不尽相同。传统补偿方法只能采用某种指定规格生瓷片来完成精度补偿,难以兼容不同种类料片的高精度加工。
2.2.3 设备加工精度问题
设备在出厂时,完成误差补偿,在后续客户使用过程中由于各种原因引起的冲孔误差,即使是固定的系统性误差,客户也无法修正,只能等待生产厂家解决,设备修复时间较长,且成本较高。
2.2.4 补偿过程费时费力
设备误差补偿主要包括运动平台误差补偿、各冲孔单元冲孔误差补偿、冲孔单元之间位置误差补偿三个环节,需要花费较多的时间和精力。
3 数字化车间的打孔精度补偿方式
低温共烧陶瓷数字化车间具备检测结果全数据反馈、产品生命周期质量跟踪等功能,针对打孔工艺设备提出一种新的补偿方式,主要特点为:针对不同规格产品采用不同的补偿参数,依据相同型号产品相同坐标孔的历史误差数据,对其精准补偿;设备无需人工补偿,整个过程依靠软件对冲孔精度进行自优化。基本原理框图如图5 所示。

图5 数字化车间基础上的冲孔精度补偿流程
冲孔坐标补偿数组中误差补偿数据依据相同型号产品相同坐标孔的历史误差统计数据建立。如:对于坐标为(X、Y)的孔,其冲孔误差为(δx、δy),该型号产品相同坐标孔历史误差统计值为,则,该孔的误差补偿值可设定为λ(aδx,其中a、b为权重,a+b=1,λ 为补偿系数,a、b、λ 的取值可根据实际补偿效果进行设定、调整。
对于首次加工的产品,补偿数组可通过各种产品的历史误差值拟合形成补偿函数,该函数以孔的坐标值为自变量。
该补偿方法的优点:
(1)精度更高。传统误差补偿采用冲矩阵孔,测量其误差做拟合处理,近似地补偿产品冲孔误差;该补偿方式是基于同型号产品相同坐标孔的误差值来进行补偿,可实现更高的冲孔精度。
(2)效率更高。传统补偿方式,在设备出厂前需进行大量的补偿工作,设备到达客户调试现场,由于运输等原因,设备状态有可能发生变化,还需再次进行补偿修正。该补偿方式几乎不需要人工参与,完全依靠检测设备将误差数据反馈至打孔设备,通过软件程序自动完成运算、补偿,可有效地节约设备研发成本。
(3)误差补偿更具实时性、动态性。传统的误差补偿属于静态的、非实时的误差补偿方法,如:设备工作过程中发热产生的误差,传统方式无法进行补偿;而该方法每加工完1 片,即可自动进行一次补偿,可消除设备发热引起的误差,具有较好的实时性、动态性。
(4)可监测设备运行状态、保证产品质量稳定可靠。由于在其运行方式下,设备冲孔精度一直处于被检测状态,一旦发现某产品加工误差超过正常范围,能够即时预警,对设备问题及早处理,保证产品质量的稳定性。
补偿方法的通用性:
该补偿方式不仅可用于打孔设备的误差补偿,也可推广应用到数字化生产线的其它加工设备,其通用补偿流程模型如图6 所示。
如该产品为首次加工,则依据其它产品历史加工数据进行补偿。
如该型产品不是首次加工,则依据该产品历史相同参数误差测量值进行补偿。由于该补偿方式补偿参数的建立,是完全依照同型号产品加工工况完全相同的条件下产生的误差数据,该误差数据具有很好的代表性,因此可实现很好的补偿效果。
4 结束语
该补偿方法通过通孔检测设备“自感知”设备冲孔精度,对历史误差数据“自学习”的基础上,“自决策”生成补偿数组,“自执行”完成设备精度补偿,实时、动态的补偿方式可“自适应”温度等因素的变化,有效地提升了设备性能。
本文以数字化车间基础上的生瓷片冲孔精度自优化方法为例,抛砖引玉,实践了数字化、网络化、智能化技术在提升产品质量、提高生产效率、降低生产成本、缩短生产周期等方面的作用;这种误差补偿方式可推广应用于其他领域,可促进产品加工精度的提高,提升数字化生产车间附加值,推动数字化工厂的建设、推广。

图6 数字化车间基础上的通用补偿流程
