汽车覆盖件模具冷冲压技术在航空钣金件中的应用
2021-01-12申玉新
申玉新





摘 要:钣金工艺是机械制造的传统工艺,是航空制造工程的重要组成部分。统计资料表明,钣金件约占飞机零件数量的50%,工艺装备约占65%,制造工作量约占20%。汽车钣金件根据产品在车身位置及功能可以分为外覆盖件、内板件、结构件等类型。汽车行业钣金件生产呈现批量化、生产连线自动化、高效(每分钟9件~18件)、模具寿命周期产量大(10万件~50万件)、制件品质无需人工修整等特点。目前,国内飞机钣金成形技术落后,设备陈旧,与先进国家相比有较大差距,不能适应国家航空工业的总体发展。基于此,文章研究了汽车覆盖件模具冷冲压技术在飞机钣金件冷冲压成型方面的应用,以期为相关研究人员提供参考和借鉴。
关键词:飞机钣金件;汽车覆盖件;冷冲压模具
中图分类号:TG386 文献标识码:A 文章编号:1674-1064(2021)12-007-03
DOI:10.12310/j.issn.1674-1064.2021.12.003
在汽車制造领域,冷冲压成型技术是一项成熟且应用广泛的技术,无论是汽车外覆盖件还是内部结构件,都有该技术的应用。冷冲压是在常温下利用冲压模在压力机上对板料施加压力,使其产生塑性变形或分离从而获得所需形状和尺寸的零件的一种压力加工方法。为实现该供应方法,需要制作冷冲压模具[1]。在冷冲压加工中,冷冲模就是冲压加工所用的工艺装备,冲压设备、模具及工艺条件是冲压加工的三要素。
1 飞机钣金件及汽车钣金件类型及成型工艺
飞机钣金件零件根据其使用功能,可分为蒙皮类、隔框类、壁板类、翼襟类、导管类等几大类;根据零件原材料种类,可分为挤压型材零件、板材零件、管材零件。
板材类零件的制造方法可以通过裁剪、铣切、冲裁、拉型、落压、橡皮成形、化学铣切等方式实现最终需求零件。汽车零件一般多按照使用的用途分为覆盖件、支撑件、结构加强件、支撑、框架横梁等。覆盖件分为外覆盖件和内覆盖件,具有材料薄、形状复杂、结构尺寸大且精度高、表面质量高、不能一次成型等特点。内外覆盖件一般通过冲压模具进行拉延、修边整形、冲孔等工艺流程实现最终产品[2]。
2 汽车覆盖件模具冷冲压技术在航空钣金件中的应用意义
钣金成形在航空航天等领域具有不可替代的作用,随着这些领域的发展和产品需求的不断变化,新一代钣金零件需要轻质、高强度、高性能以及低成本的制造技术,这就需要不断探索新材料、新工艺和新装备,缩短产品制造周期,实现高效、快速、柔性和精确成形。利用汽车覆盖件模具冷冲压技术替代飞机部分钣金件传统成型工艺是提高航空钣金件生产效率、质量、降低生产成本的方案之一。
3 汽车覆盖件模具冷冲压技术在航空钣金件中的应用
汽车覆盖件模具冷冲压技术应用于航空钣金件中,主要适用于板材类零件中的落压零件、拉深零件、平板零件、局部成型零件。对比航空钣金件中板材类零件和汽车内外覆盖件的零件特点和成型工艺不难发现,很多零件的造型和成型工艺都有相似之处。
3.1 航空钣金件产品成型工艺
如图1所示,零件的特点为平板板料成型,零件周边法兰面匹配面精度要求较高,中间部分通过凸台或工艺补充进行零件强度加强,成型过程均通过分步成型实现最终产品,成型难点在于保证周边法兰面平整度、法兰面相对尺寸公差要求和中间加强凸台完整性,保证在装配过中满足设计要求。该类型航空钣金零件多使用落压模具逐步成型方式生产。落压过程法兰面出现褶皱便通过钣金钳工手工敲打消除,每次落压成型深度受材料成型极限限制,不能一次成型,通过去应力退火后再重复前面步骤,零件通常经过四至五轮反复落压,和最终钣金钳工校正后,才能达到装配要求。所以,零件生产周期较长,落压生产和钳工钣金校正对操作工人技能要求高,零件产品质量稳定性和成品率也很难控制[3]。
3.2 汽车覆盖钣金件产品成型工艺
在汽车覆盖件中,门内板、前后地板等零件的特征跟此类零件的相识度高,如图2所示,产品实现均通过汽车冷冲压模具多工序冲压生产实现。在设计过程中,汽车模具制造商前期介入同步工程,通过使用AutoForm、Dynaform成型分析软件,设定成型因素,在满足零件功能和外观前提下,最大限度优化产品成型性。成型因素涉及定最佳冲压方向、坯料的设计、工艺补充面的设计、拉延筋的设计、凸凹模圆角设计、冲压速度的设置、压边力的设计、摩擦系数、切边线的求解、压力机吨位等。
经过同步工程优化后的产品,通过冲压工程师的分析后,设计实现零件的工序和每个工序完成的工作内容,输出结构设计用数模,结构设计工程师按结构数模进行模具结构设计。经过以上技术准备,冲压模具进入实物制造阶段,根据产品各阶段实现特征不同,模具一般分为拉延摸(将平板料基本成型至产品状态)、修边冲孔模(去除拉延后的板料多余部分,同时制出所需各类孔及躲避部分)、整形模(最终校正零件外形尺寸,以达到产品设计尺寸)。
模具通过铸造、组装、数控加工、钳工调试等工艺流程,便可在压力机上稳定生产。通过模具生产的产品,在钳工调试结束后,其成型吨位、压边力、毛坯料尺寸等参数都最终确定,生产过程中在压力机上按调试参数设定,模具基本可以进行稳定生产。生产出来的产品受人为因素影响较小,产品质量稳定性和成品率有很大的提高。
3.3 航空钣金件利用汽车覆盖件模具冷冲压成型应用
航空钣金件可参考汽车覆盖件产品制造工艺进行冷冲压模具开发并投入使用。由于航空钣金构件多以2024铝合金或性能类似的LY12、2A12铝合金为原材料加工,其成型性能较汽车覆盖件冷轧钢板DC01、DC02,DC03等材料区别较大,在前期冲压工艺分析时,要重点验证成型主压力、压边力、摩擦系数、冲压次数等参数,确保模具调试时可以有充足的调整余量,以免造成模具结构大量改动。
模具上压力机调试主要解决伤碎、起皱和保持拉延稳定性,同时消除表面缺陷改善零件表面质量。现场调试人员可根据现场实际情况调整压力的大小、改变压料筋的高低、改变压料槽口部R的大小、压料筋设置的增减、料片定位的位置、定距的位置、定距块的高度、工艺补充面R角的大小、压料的贴合面积完成上述工作内容。
结合铝合金材料成型特性,在冲压生产过程中拉延成型根据产品复杂程度和成型深度,可以设计成一次拉延、二次拉延的成型工艺,在拉延过程中可辅助材料退火工艺,以消除成型过程中产生的应力,最大限度提高材料成型性,降低产品报废率,节约成本。加强梁零件模具(1模2件)如图3所示。
采用铸铁为基体设计的航空钣金件冲压模具在设计时要重点关注以下问题:第一,模具设计要满足模具清洗必须的孔,包括漏水孔,观察孔,排削孔,操作孔等;第二,模具在设计上应考虑安装防范措施;第三,模具设计应充分考虑压机滑块的压力平衡;第四,模具的起吊结构要满足行车吊具的要求;第五,压边圈需要两个限位,对角布置;第六,模具需要设计平衡块,压边圈上没有产品的,需要设计4处铸件凸台;第七,压边圈不需要顶杆垫块,顶杆腿接触面需要火焰表面处理;第八,模具需要设计通气孔,通气孔直径4 mm~8 mm,不能将通气孔打在R角以外的产品面上,废料区域在不影响成型品质情况下考虑铸造通气孔;第九,导向形式优选凸模与压边圈、压边圈与上模导向。
3.4 航空钣金件冷冲压模具成本控制
航空钣金件冲压模具设计寿命跟汽车模具有所不同,汽车模具设计使用寿命一般在30万冲次~50万冲次,航空钣金模具一般考虑在5万冲次以内基本可以满足生产需求。在模具设计时对基体材料、标准件和结构形式选择时,需以在满足使用功能的前提下,最大限度降低模具成本为原则,考虑使用价格较低的HT300、45钢、A3钢,钢导板等,避免使用价格较高的QT600、Cr12MoV、铜基导板等高成本材料。
部分简单零件为缩短模具制作周期成型基体可以考虑采用高强度环氧树脂制作,其主要特点就是在泡沫模型完成后可通过树脂浇筑,24小时~48小时凝固后边能得到所需基体形状,通过数控机床加工后,便能进行零件调试工作,该类材料选择主要用于前期研制机型研制阶段,可以迅速实现产品成型,方便后期改型。
3.5 航空钣金件尺寸验证方法
常规航空钣金件通过模胎全尺寸检验方式检查零件尺寸,如图4所示。
按此方式检查尺寸会存在以下问题:一是全面检查时非装配面干涉,会造成关键面超差;二是检查模胎既是交检依据也是生产工具,在生产过程中存在变形的情况后期会出现跟最初产品不符合的情况。冲压生产的零件不能根据模胎变化发生改变,后期会出现零件精度大于模胎精度的情况,造成检验失真,影响装配精度。
为避免类似情况发生,可选择汽车覆盖件零件的检验方式。汽车钣金零件专用检具如图5所示,整体制造精度高,检测基准不易失真,可长期使用,但考虑到航空钣金件生产批量,可简化检具的结构,满足基本检查需求即可,减少不必要的机构,降低成本。
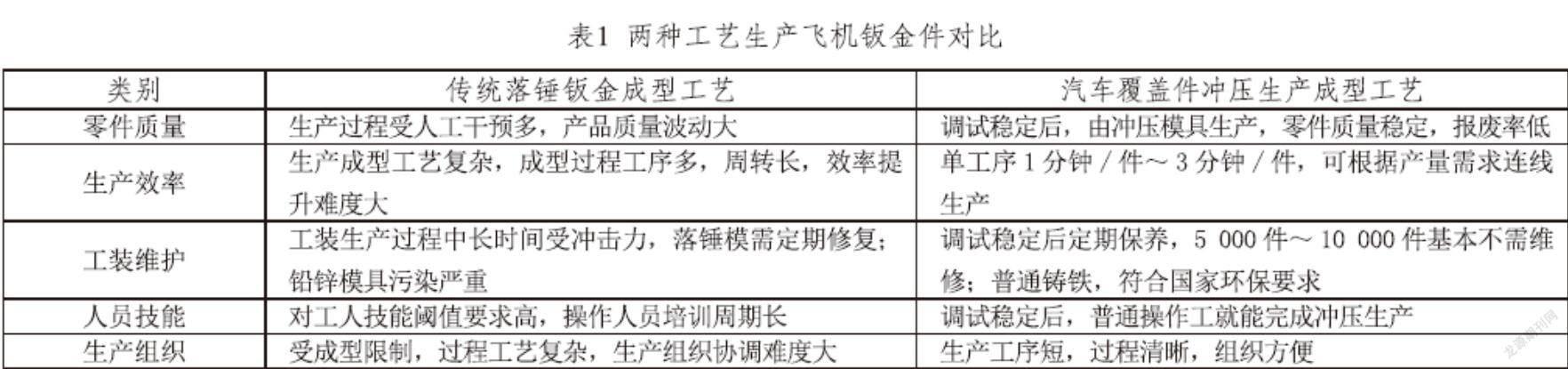
3.6 汽车覆盖件模具冷冲压方式生产飞机钣金件的优势
汽车覆盖件模具冷冲压方式生产飞机钣金件的优势[4]如表1所示。
4 结语
综上所述,汽车覆盖件技术应用于航空钣金件中,主要适用于板材类零件中的落压零件、拉深零件、平板零件、局部成型零件,挤压型材类、管材类以及热成型类零件不适宜汽车冷冲压模具生产。通过研究,汽车覆盖件模具冷冲压用于航空钣金件部分零件生产完全可行,通过冲压模具生产的零件具备产品质量稳定,报废率低、生产效率高的特点,可以在航空钣金件生产中推广应用。
飞机钣金工艺是航空制造工程的重要组成部分,钣金成形在航空航天等领域有着不可替代的作用。随着这些领域的发展和产品需求的不断变化,新一代钣金零件需要轻质、高强度、高性能以及低成本的制造技术,这就需要不断探索新材料、新工艺和新装备,缩短产品制造周期,实现高效、快速、柔性和精确成形。
参考文献
[1] 于位灵,杜继涛,杨梅.冷冲压模具设计及典型案例[M].上海:上海科学技术出版社出版时间,2016.
[2] 罗虎.冲压工艺与模具设计技巧图集速查手册[M].长春:吉林电子出版社有限责任公司,2015.
[3] 成靖,李晓军,曾一畔,等.航空复杂钣金构件冲压成形的研究与应用[J].锻压技术,2018,43(12):25-29.
[4] 計正寅.浅述汽车拉延模具调试流程[J].工业设计,2016(6):145,147.
