弧齿锥齿轮小轮无刀倾切齿齿面修正方法
2020-12-27聂少武赖长发唐思成黄菊花
聂少武,赖长发,唐思成,黄菊花,张 华,徐 勇
(1.南昌大学 机电工程学院,江西 南昌 330031;2.江西江铃底盘股份有限公司,江西 抚州 344000;3.河南科技大学 机电工程学院,河南 洛阳 471003)
0 引言
弧齿锥齿轮具有传动平稳、承载能力强、重合度大等特点,在汽车、拖拉机等车辆的驱动桥传动中得到广泛应用[1-2]。弧齿锥齿轮的加工方法主要有刀倾法和变性法两种,其中,刀倾法具有较强的齿面修正能力,在齿轮加工领域应用较广,许多科研人员对其进行了研究。文献[3-4]建立了刀倾法加工的切齿数学模型,推导了刀倾法齿面方程。文献[5-7]研究了刀倾法在5轴数控机床上的实现方法,求解出了5个数控轴的运动坐标。文献[8-9]提出了刀倾法的齿面误差修正方法,建立了齿面误差修正数学模型,并对误差修正算法进行了分析。通过上述研究发现:刀倾法的理论数学模型、加工实现及齿面修正都非常复杂,对机床的加工能力要求较高,一般需要在复杂的带刀倾机构的机床或者5轴数控机床上才能加工,机床成本高。
格里森公司开发的锥齿轮设计计算软件(CAGE软件),可以实现齿面的设计、加工、测量及修正等,但针对弧齿锥齿轮刀倾全展成加工方法(大轮无刀倾展成、小轮刀倾展成),多数情况下计算出的小轮刀倾角可控制在5°以内,这时小轮能否采用无刀倾加工成为科研人员比较关注的一个课题。因为小轮采用无刀倾加工,不仅可以简化机床结构,降低机床成本,而且可以提高切齿及齿面修正效率。
基于此,本文针对弧齿锥齿轮刀倾全展成加工方法,提出了一种基于齿面等效失配的小轮无刀倾切齿齿面修正方法。以格里森软件理论齿面失配图为目标,将小轮刀倾角为0°的实际齿面失配图与目标齿面失配图进行比较,通过优化小轮加工参数,实现小轮实际齿面向目标齿面的逼近,最终得到与理论齿面失配关系等效的弧齿锥齿轮小轮无刀倾切齿参数。
1 小轮无刀倾切齿齿面修正流程
图1给出了弧齿锥齿轮小轮无刀倾切齿齿面修正流程。在图1中,首先借助格里森锥齿轮设计计算软件得到原始理论切齿参数,将原始理论切齿参数代入到齿面方程,得到小轮和大轮的设计齿面,通过齿面失配构建方法得到目标齿面失配图。同时,将小轮刀倾角设置为0°,代入小轮齿面方程,得到小轮误差齿面,利用小轮误差齿面和大轮设计齿面,构建出实际齿面失配图。然后,通过比较实际齿面失配图与目标齿面失配图,计算出小轮误差齿面与目标齿面之间的偏差。最后,通过消除偏差,修正小轮加工参数,得到小轮无刀倾切齿参数。

图1 弧齿锥齿轮小轮无刀倾切齿齿面修正流程
2 齿面失配图的构建
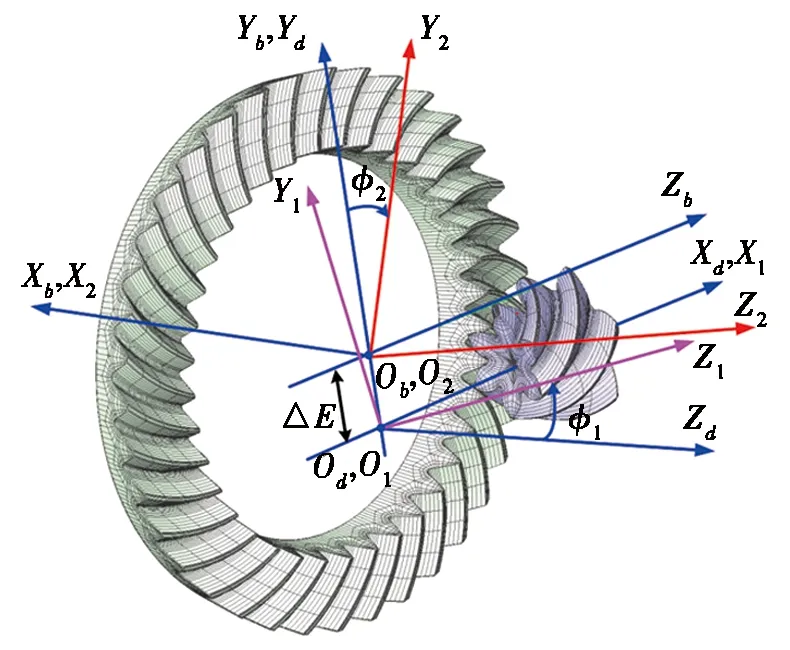
图2 弧齿锥齿轮啮合数学模型
根据弧齿锥齿轮啮合的位置及运动关系,建立如图2所示的弧齿锥齿轮啮合数学模型。图2中,小轮轴线X1与大轮轴线X2之间的轴夹角为90°;S1(X1,Y1,Z1)为与小轮固连的运动坐标系,绕小轮轴线X1旋转,当前转角为φ1;S2(X2,Y2,Z2)为与大轮固连的运动坐标系,绕大轮轴线X2旋转,当前转角为φ2;坐标系Sd(Xd,Yd,Zd)和Sb(Xb,Yb,Zb)为辅助坐标系,固定不动;△E为弧齿锥齿轮小轮与大轮轴线之间的垂直安装误差。
根据刀倾法切齿加工数学模型[3-4],经过坐标转换和矢量运算,可得到大轮齿面方程和单位法矢,分别用r2(u2,θ2)和n2(u2,θ2)表示,这里u2,θ2分别为齿面的两个参数坐标。将大轮齿面方程和单位法矢转换到坐标系Sd中,可得:
(1)
其中:Mdb、Mb2为相对应坐标系之间的坐标转换矩阵;Ldb、Lb2分别为Mdb、Mb2删去最后一行和最后一列得到的3×3矩阵,具体表达式如下:
在坐标系Sd中,啮合方程为:
(2)

定义小轮齿数为z1,大轮齿数为z2,齿数比m21=z2/z1。根据共轭齿面的求解原理[10-11]可知:在小轮与大轮的啮合过程中,当满足φ2/φ1=z1/z2时,小轮齿面与大轮齿面完全共轭,从而可以求解出与大轮齿面完全共轭的小轮齿面。由式(2)可以求得φ2=φ2(u2,θ2),将其代入到式(1)可消去变量φ2,得到坐标系Sd中大轮齿面方程rd(u2,θ2)和单位法矢nd(u2,θ2)。
根据共轭关系可知φ1=m21φ2(u2,θ2),因此将齿面方程rd(u2,θ2)和单位法矢nd(u2,θ2)转换到小轮坐标系S1中,可得只含两个参数的齿面方程:
(3)
其中:M1d为坐标系Sd→S1的坐标转换矩阵;L1d为M1d删去最后一行和最后一列得到的3×3矩阵。由式(3)求解的齿面方程为与大轮齿面完全共轭的小轮齿面,其齿面方程为r1,单位法矢为n1,这里将该齿面定义为小轮基准齿面。


图3 小轮实际齿面与基准齿面空间原始位置关系
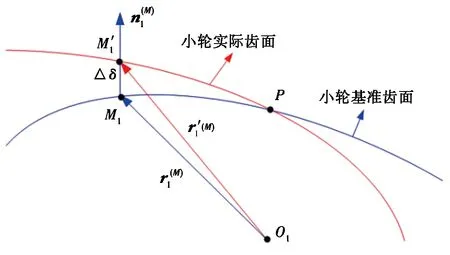
图4 齿面中点重合后小轮实际齿面与基准齿面之间的位置关系


(4)
式(4)是一个含3个参数(u2、θ2、△δ)的非线性方程组,采用牛顿-拉弗森算法[15]求解,可得齿面偏差△δ。由所有网格节点齿面偏差构建的齿面偏差拓扑称为齿面失配图。
3 齿面等效失配的参数修正


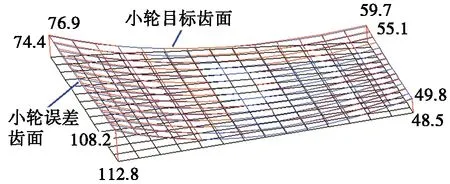
图5 小轮误差齿面与小轮目标齿面之间的偏差关系
根据加工参数修正数学模型[16-17],可建立齿面偏差{△εi}与加工参数修正量{△ψq}之间的数学方程:
{△εi}=Siq{△ψq},q=1~j,
(5)
其中:Siq为小轮加工参数误差敏感性矩阵;j为修正的小轮加工参数个数。由于式(5)是一个超定方程组,为避免出现病态矩阵,可采用最小二乘法的奇异值分解(singular value decomposition,SVD)算法[18-19]进行求解:
{△ψq}=(SiqTSiq)-1SiqT{△εi}。
(6)
针对弧齿锥齿轮刀倾全展成法加工,首先借助格里森软件计算出小轮原始理论切齿加工参数;然后,将刀倾角设置为0°,其余小轮原始加工参数与式(6)计算出来的小轮加工参数修正量进行叠加,便可得到与理论失配等效的弧齿锥齿轮小轮无刀倾切齿参数。
4 算例分析
为了验证本文方法的有效性,以一对刀倾全展成法加工的弧齿锥齿轮为例,对其工作面(小轮凹面/大轮凸面)进行了切齿参数修正计算,其中小轮为左旋,大轮为右旋,表1为齿轮几何参数。表2为格里森软件的原始理论切齿参数(工作面),其中:小轮外刀刀盘半径为91.82 mm,外刀齿形角为16.75°;大轮内刀刀盘半径为93.05 mm,内刀齿形角为20°。

表1 齿轮几何参数

表2 格里森软件的原始理论切齿参数(工作面)
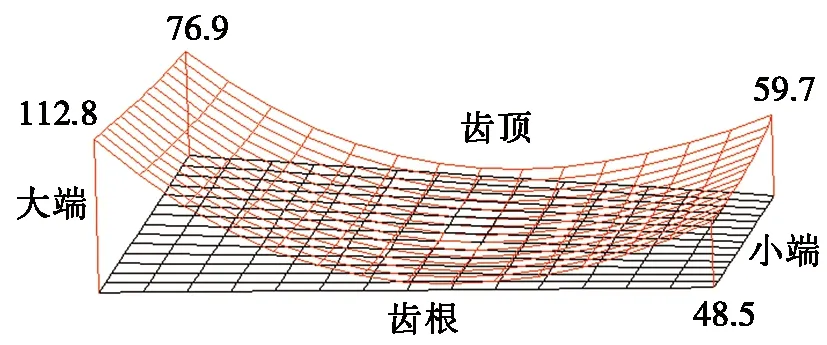
图6 仿真的目标齿面失配图(单位:μm)
利用开发的齿面啮合分析软件,对表1和表2理论切齿参数进行了失配仿真,仿真的目标齿面失配图如图6所示。由图6可以看出:小轮与大轮理论接触位置位于齿长中部和齿高中部,在齿长方向和齿高方向均有一定的鼓形量,因此齿面为局部接触,不会产生边缘接触。
将表2小轮凹面参数中的刀倾角和刀转角设置为0°,其余参数不变,可构建出小轮误差齿面的实际齿面失配图,并将其与图6进行比较,如图7a所示。由图7a可得到小轮误差齿面与小轮目标齿面之间的偏差,通过对小轮误差齿面进行优化修正,最终优化后的实际齿面失配图与目标齿面失配图如图7b所示。由图7b可以看出:优化后的小轮误差齿面与小轮目标齿面非常贴合,在大端齿顶边界点齿面偏差为-2.5 μm,大端齿根边界点齿面偏差为-4.6 μm,小端齿顶边界点齿面偏差为-4.6 μm,小端齿根边界点齿面偏差为1.3 μm。小轮误差齿面与小轮目标齿面逼近效果理想,达到了修正要求,修正后的齿面失配图与目标齿面失配图实现了等效。
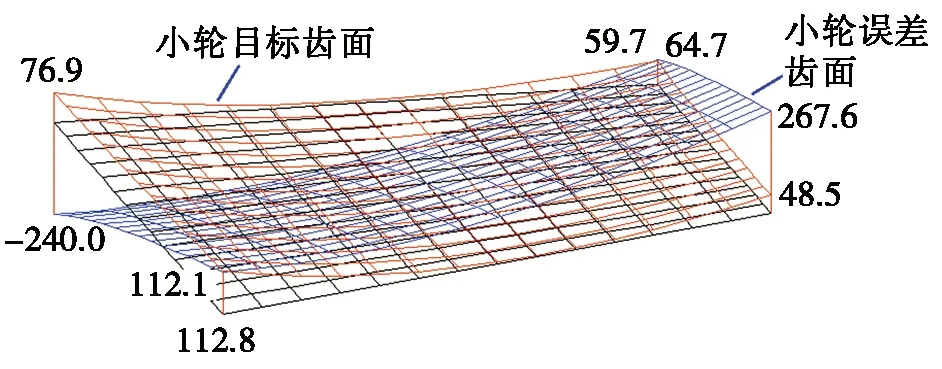
(a) 优化前实际齿面失配图与目标齿面失配图
(b) 优化后实际齿面失配图与目标齿面失配图
图7 实际齿面失配图与目标齿面失配图的优化逼近(单位:μm)
无刀倾加工参数主要有刀盘半径、刀具齿形角、径向刀位、角向刀位、垂直轮位、床位、轴向轮位、轮坯安装角及滚比等9个参数。考虑到刀具齿形角在生产中不易修正,所以这里不将其作为修正项。此外,轮坯安装角会影响到齿根和齿深,在生产中调整相对麻烦,鉴于表2中小轮切齿安装角与其根锥角接近,所以这里也不将其作为修正项。最终确定需要修正的参数有7个,包括刀盘半径、径向刀位、角向刀位、垂直轮位、床位、轴向轮位及滚比,将这7个参数的修正量分别与表2小轮凹面的7个原始参数进行叠加,得到了最终的小轮凹面无刀倾切齿参数,如表3所示。

表3 小轮凹面无刀倾加工参数修正量及最终切齿参数
由表3可以看出:刀盘半径、轴向轮位及滚比的修正量为负值,表明这3个参数相对于原始参数有所减小;径向刀位、角向刀位、垂直轮位及床位的修正量为正值,表明这4个参数相对于原始参数有所增加。对表3中的小轮最终切齿加工参数进行了齿面接触分析(tooth contact analysis,TCA)仿真,得到了修正后实际齿面接触区及传动误差曲线,如图8所示。由图8a可以看出:齿面接触区位于齿长中部和齿高中部,接触区位置较为理想;齿面接触区大小占齿面总面积的30%左右,满足工程设计要求;齿面接触迹线从大端齿顶走向小端齿根,有一定角度的倾斜,接触区呈小角度的内对角接触,符合工程设计要求。由图8b可以看出:传动误差曲线呈开口向下的抛物线形状,且连续交叉,这表明齿廓方向有一定的修形,避免了边缘接触,可降低对安装误差的敏感性;传动误差曲线交叉点处对应的幅值为-64 μrad,符合工程设计要求。图8的TCA仿真结果表明:利用表3中的无刀倾切齿参数加工小轮,可以得到满足工程要求的较理想的齿面啮合性能。
(a) 齿面接触区

(b) 传动误差曲线
图8 修正后实际齿面接触区及传动误差曲线
为了验证上述参数计算及仿真结果的正确性,在格里森无刀倾机构铣齿机Y225上进行了现场切齿加工及齿面滚检试验。在进行接触区滚检时,需要在滚检机上标定理论安装位置,然后大轮和小轮分别按理论安装距进行安装。为了便于观察齿面接触印痕,需要在齿面上涂上红丹粉,齿面上显示的黑色区域为齿面滚检接触区,如图9所示。由图9可以看出:实际滚检接触区位于齿长方向和齿高方向中部,接触区形状近似为菱形,有轻微的内对角,接触区大小约占齿面的30%。对比图9与图8a可以看出:实际齿面接触区的位置、大小、形状及接触区对角趋势均与TCA仿真结果趋于一致,这表明利用本文提出的齿面修正方法,可以实现对弧齿锥齿轮小轮的无刀倾切齿加工。

图9 齿面滚检接触区
5 结束语
本文针对弧齿锥齿轮刀倾全展成加工方法,提出了一种基于齿面等效失配的小轮无刀倾切齿齿面修正方法。通过将无刀倾小轮误差齿面向小轮理论齿面逼近,修正小轮加工参数,实现了小轮刀倾切齿参数向无刀倾切齿参数的转化,保证了小轮能够在无刀倾机构铣齿机上加工。需要说明的是,本文方法主要适用于小轮刀倾角较小(最好5°以内)的齿面修正,当小轮刀倾角较大时,本文的优化效果将会与理论齿面存在较大偏差,导致最终加工的齿面接触区与理论设计有所偏离。
