煅烧温度对铈改性赤泥催化剂脱硝性能的影响*
2020-11-17陈邱谆路春美巩志强吕泽康
陈邱谆,丁 凯,路春美,2,巩志强,2,吕泽康
(1 山东大学能源与动力工程学院,山东 济南 250061;2 山东大学燃煤污染物减排国家工程实验室,山东 济南 250061)
燃煤电厂在工业生产过程中排放的大量氮氧化物(NOx)会对生态环境造成严重危害,甚至威胁到了人们的身体健康,成为了现阶段主要的大气污染物之一[1-3]。选择性催化还原(SCR)技术作为目前主流的氮脱除技术,具有运行成本低、设备简单、氮脱除率高等优点[4-6],被广泛应用于发电厂、机动车尾气、水泥厂等行业。作为该技术的核心,SCR催化剂直接决定着整个脱硝系统的经济性、安全性和高效性。目前商用的V-W-Ti催化剂存在高成本和钒毒性等问题,限制了其发展[7-8]。近年来国内外的研究者发现铁基催化剂具有无毒、来源广、NOx转化率高等优点得到了广泛研究。
赤泥是氧化铝生产过程中产生的固体废渣。赤泥中通常含有大量的Fe2O3、SiO2、Al2O3、TiO2等。据悉,在催化剂的合理设计中,Fe2O3常作为活性成分提供适当的氧化能力和富集的表面酸性位[11]。SiO2、Al2O3、TiO2通常用作催化剂的载体,可以提高催化剂的物理化学稳定性。因此,赤泥有作为SCR脱硝催化剂的巨大潜力。但赤泥中含有一定量的碱金属和碱土金属,会对SCR反应造成不利影响。有研究表明,对原始赤泥进行水洗、酸洗[12]、酸洗后硫酸化[13]、酸消化-碱沉淀[14]等方法可以去除赤泥中的碱金属和碱土金属。陈千惠[15]分别以Ba、Zr、Ti、V、Mn及Ce等为助剂,对赤泥进行改性研究,结果表明,Mn和Ce掺杂后的赤泥催化剂具有最佳的NH3-SCR性能,最高能达到58.1%的NOx转化率。赵红艳[16]制备的双助剂改性赤泥催化剂(Mn-Ce/ARM)在180~225 ℃之间可以保持90%以上的NOx转化率,若进一步拓宽其280~400 ℃的活性温度区间则有望应用于SCR脱硝。本课题组在前期针对赤泥进行了大量改性研究,结果表明Ce是最佳改性助剂,Ce/ARM催化剂的NOx转化率最高能达到90%以上[17]。
近期,作者制备的新型铈改性HNO3酸洗赤泥催化剂表现出极好的NH3-SCR性能,在248~408 ℃的温度区间内均能保持90%以上的NOx转化率[18]。因此铈改性赤泥催化剂的研发有望为工业废弃物应用于NH3-SCR脱硝提供理论指导。煅烧是催化剂制备过程中必不可少的过程,该过程能将催化剂的活性成分进行再分配,甚至会影响催化剂的表面酸性和还原性等。本研究采用沉积-沉淀法,在不同煅烧温度(450 ℃、500 ℃、550 ℃、600 ℃)下制备了Ce改性赤泥催化剂,通过实验现象和微观表征相结合的方式,研究了煅烧温度对SCR催化剂微观形貌、表面酸性和还原性的影响机理,为赤泥催化剂制备条件的优化并改善其脱硝性能提供理论指导。
1 实 验
1.1 实验试剂
赤泥(RM,主要化学成分如表1所示),山东铝业有限公司;硝酸铈(Ce(NO3)3·6H2O,AR),天津科密欧化学试剂;硝酸(HNO3,AR),国药集团化学试剂;氨水(NH3·H2O,AR),天津科密欧化学试剂。
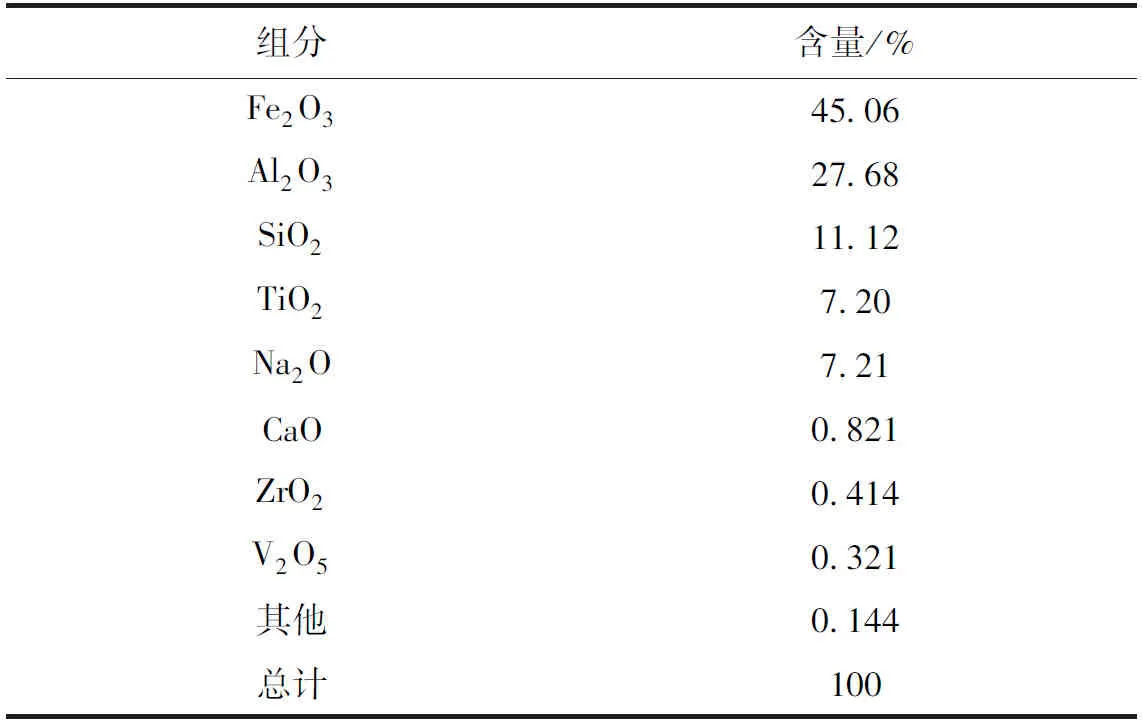
表1 赤泥的化学组分
1.2 催化剂的制备
利用沉积-沉淀法制备铈改性赤泥催化剂。将适量40~60目(0.25~0.38 mm)的原始拜尔法赤泥与去离子水以液固比8:1充分混合搅拌12 h后,用0.5 mol/L的硝酸溶液将赤泥悬浊液滴定至酸碱度大约为pH=7,进行抽滤、反复洗涤,除去赤泥中的Na、K等碱性杂质后放置于105 ℃的鼓风干燥箱中干燥12 h。将所得酸洗赤泥破碎成小颗粒,筛分出颗粒大小为100目以下的赤泥粉末备用,记作ARM。
采用0.14 mol/L的Ce(NO3)3溶液与ARM粉末以8:1的液固比进行充分混合搅拌1 h后。用浓度为2 mol/L的氨水向盛有赤泥混合悬浊液的烧杯中缓慢滴定,调至混合溶液的酸碱度pH=9~10,然后对赤泥悬浊液进行抽滤、反复洗涤至酸碱度大约为pH=7,将滤饼置于105 ℃的鼓风干燥通风箱内干燥12 h后,在一定温度(450~600 ℃)下恒温焙烧5 h,冷却后即得到所需催化剂,记作Ce-ARM-x,其中“x”代表煅烧温度。
1.3 催化剂的表征
比表面积:采用ASAP2020 Surface Area and Porosity Analyzer对铈改性赤泥催化剂样品的BET比表面积、BJH比孔容和平均孔径等参数进行测试;
微观结构和表面形貌:采用JSM-6700F型扫描电子显微镜观察铈改性赤泥催化剂样品的微观结构和表面形貌;
表面酸性:采用TP-5080型氨气程序升温脱附仪对铈改性赤泥催化剂样品的表面酸度进行测量。
1.4 催化剂的活性评价
铈改性赤泥催化剂在100~425 ℃之间的NH3-SCR性能在固定床石英反应器中进行测试。模拟烟气的总流量为2000 mL/min,空速比(GHSV)为30000 /h,进口混合烟气中含有3.0vol% O2;0.1vol% NO;0.1vol% NH3;N2为平衡气。利用MGA 5型烟气分析仪对反应器进、出口NOx(NO,NO2)浓度进行测量。NOx转化率的计算公式如式(1)所示。
(1)
式中:[NOx]=[NO]+[NO2],[NOx]in为反应器进口氮氧化物的浓度,mg/kg;[NOx]out为反应器出口氮氧化物的浓度,mg/kg。
2 结果与讨论
2.1 煅烧温度对催化剂脱硝活性的影响
由图1中煅烧温度对铈改性赤泥催化剂NH3-SCR性能影响测试结果可知,煅烧温度对铈改性赤泥催化剂的NH3-SCR性能有显著的影响。当反应温度<275 ℃时,铈改性赤泥催化剂的NH3-SCR性能顺序为:Ce-ARM-450 >Ce-ARM-500 >Ce-ARM-550 >Ce-ARM-600,Ce-ARM-450具有最佳的中低温NH3-SCR性能。但Ce-ARM-450的脱硝活性窗口(T90,NOx转化率超过90%的温度区间)较窄,仅能在237~386 ℃之间保持90%以上的NOx转化率。此外,当反应温度>375 ℃时,Ce-ARM-450的NH3-SCR活性呈直线下降,在425 ℃时NOx转化率仅为65.7%。与Ce-ARM-450、Ce-ARM-550和Ce-ARM-600相比,Ce-ARM-500在248~408 ℃之间均能保持90%以上的NOx转化率。此外,相比于Ce-ARM-450,Ce-ARM-500在中低温(100~300 ℃之间)的NOx转化率仅下降了5.57%。铈改性赤泥催化剂的T90温度窗口随着煅烧温度的升高逐渐向高温移动,同时活性温度窗口逐渐变窄。因此,沉积-沉淀法制备的铈改性赤泥催化剂的最佳煅烧温度为500 ℃。
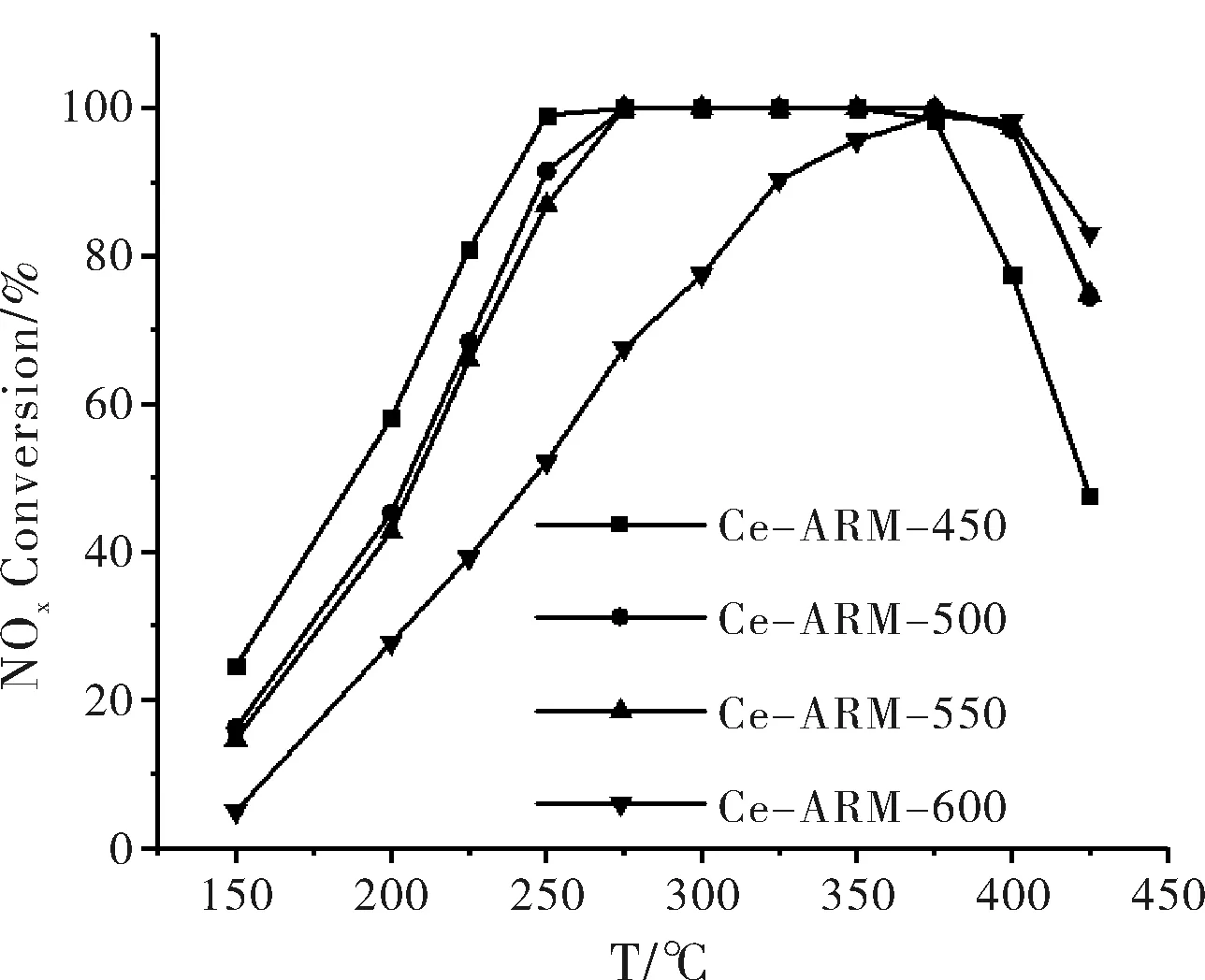
图1 煅烧温度对Ce-ARM催化剂NH3-SCR性能的影响
2.2 催化剂的表面酸性
为了更好的了解煅烧温度对铈改性赤泥催化剂NH3-SCR性能的影响,采用NH3-TPD表征对其表面酸度进行测量。通常,NH3在催化剂表面酸性点上的吸附是SCR反应的关键步骤。如图2所示,Ce-ARM-450、Ce-ARM-500和Ce-ARM-600的NH3-TPD曲线都出现了两个明显的NH3脱附峰,分别对应于强酸性位(626 ℃、646 ℃和665 ℃)和弱酸性位(215 ℃和225 ℃)。Ce-ARM-450的弱酸脱附峰强度最高,弱酸性位可以促进催化剂中阳离子空位的形成,提高NH3吸附量,从而促进中低温条件下SCR反应的进行[19],这也很好的印证了Ce-ARM-450具有最佳的中低温脱硝活性的现象。与Ce-ARM-500相比,Ce-ARM-450和Ce-ARM-600的强酸峰分别向低温和高温移动了20 ℃和19 ℃。催化剂的总酸度(Lewis和Brónsted酸)由每个光谱的积分面积计算可知,Ce-ARM-450和Ce-ARM-500的值分别为617 μmol/g和455 μmol/g。结合催化剂的脱硝活性分析,Ce-ARM-500相较于Ce-ARM-450的脱硝活性温度窗口更宽,推测可能是Ce-ARM-450在高温下促进了NH3氧化反应,消耗了部分吸附NH3,导致高温段(>300 ℃)的NH3-SCR性能有所下降[20]。
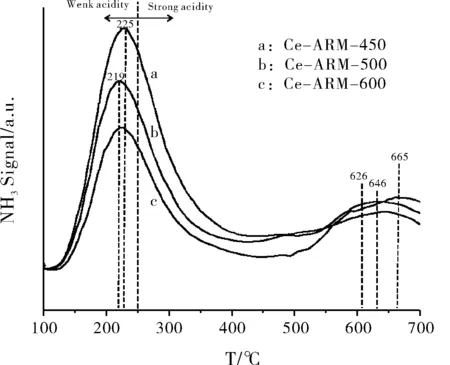
图2 铈改性赤泥催化剂的NH3-TPD图谱
2.3 催化剂的介孔结构
对铈改性赤泥催化剂进行N2等温吸附-脱附测试,得到铈改性赤泥催化剂样品的BET比表面积、BJH比孔容和平均孔径如表2所示。铈改性赤泥催化剂样品的比表面积和比孔容随着煅烧温度的升高呈现出下降的趋势。与Ce-ARM-450、Ce-ARM-550和Ce-ARM-600相比,Ce-ARM-500具有较大的比表面积和比孔容,分别为63.3 m2/g和0.192 cm2/g。较大的比孔容有利于减小SCR反应物在催化剂中的扩散阻力,有利于传质过程的快速进行。此外,有研究表明催化剂表面的活性位点数量正比于催化剂的比表面积[21],更大的比表面积可以为SCR反应提供更多的活性吸附位点,有利于反应物吸附在催化剂表面。
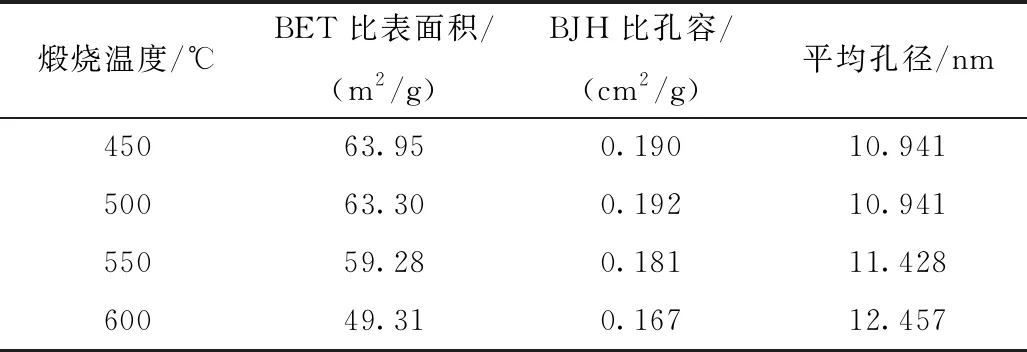
表2 铈改性赤泥催化剂的微观物理结构
图3给出了铈改性赤泥催化剂的孔径分布曲线,可以看出这四个铈改性赤泥催化剂样品的比孔容分布曲线相似,都在孔径为40 nm附近出现了一个明显的比孔容分布峰。当孔径>40 nm时,比孔容曲线呈现出逐渐下降的趋势,铈改性赤泥催化剂中孔和大孔结构分布较为均匀。在50~100 nm的孔径区间内,Ce-ARM-450和Ce-ARM-500具有最大的比孔容分布;在2~50 nm的孔径区间内,催化剂的比孔容分布规律为:Ce-ARM-500 >Ce-ARM-450 >Ce-ARM-550 >Ce-ARM-600。由此可以说明Ce-ARM-500具有最多的大孔(>50 nm)和介孔(2~50 nm)结构。更多的大孔和介孔结构可以保证SCR反应物在催化剂中的传质和扩散过程的高效进行,同时也可以增加SCR反应物与催化剂的接触面积,有利于NH3-SCR反应的进行。
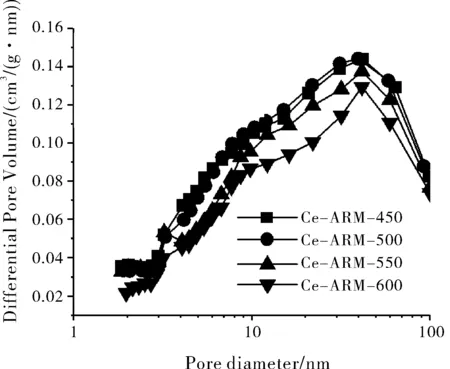
图3 铈改性赤泥催化剂的比孔容分布
2.4 催化剂的微观形貌
由图4中铈改性赤泥催化剂的表面微观形貌可以看出。Ce-ARM-450中催化剂颗粒的形状和尺寸较小,大多以球状和针状颗粒形式存在,且分布不均匀,分散度高,颗粒之间粘结性较低,形成了比较疏松的堆积体,孔道结构发达。Ce-ARM-500和Ce-ARM-450中的催化剂颗粒具有相似的分布.但相比于Ce-ARM-450,Ce-ARM-500的催化剂颗粒粒径有所增加,主要以球状颗粒为主,堆积孔结构变得更加发达,孔道之间的连通性更好。Ce-ARM-600中颗粒团聚现象明显,颗粒粒径增大,层状和块状结构增多,分散度降低,孔道结构被破坏,催化剂颗粒烧结现象十分明显,出现了部分烧结块。煅烧温度过高会导致催化剂颗粒烧结,孔结构发生坍塌,颗粒团聚现象明显,催化剂颗粒的比表面积、比孔容下降,增加了SCR反应中的传质以及扩散阻力,不利于SCR反应的进行。
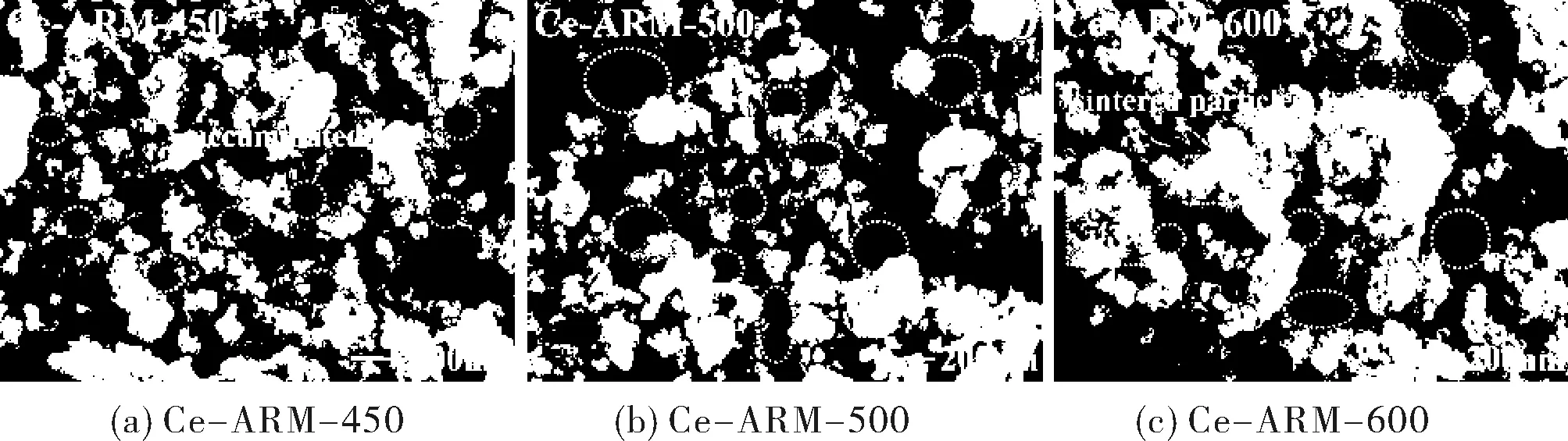
图4 铈改性赤泥催化剂的表面微观形貌
3 结 论
采用沉积-沉淀法制备了铈改性赤泥催化剂,研究了铈改性赤泥催化剂与煅烧温度之间的相互作用。Ce-ARM-500具有最好的NH3-SCR性能,在248~408 ℃的温度区间内均能保持90%以上的NOx转化率,NOx转化率最高能达到100%。同时,Ce-ARM-500对NH3具有良好的吸附性能(尤其是Lewis酸性位)。与Ce-ARM-450、Ce-ARM-550和Ce-ARM-600相比,Ce-ARM-500具有更多的堆积孔道结构。因此,可以推断煅烧温度主要从以下几个方面对催化剂进行了改性:(1)改善了表面酸性;(2)促进了SCR反应物进入催化剂内部;(3)增加了催化剂表面与SCR反应物的接触面积。