微发泡成型技术在发动机装饰罩中的应用
2020-11-12邓晶晶
邓晶晶
(成都航天模塑股份有限公司,四川 成都 610100)
0 引言
微发泡(microcellular foaming)成型是以热塑性材料为基体,成型分为三个阶段,如图1所示,首先通过特殊的计量与注射系统,将超临界流体(supercritical fluid,SCF)氮气或二氧化碳溶解在单相熔体中,再通过开关式热流道或普通流道浇口注入较低压力和温度的型腔中,形成大量的气泡核,最后由气泡核成长为微孔,得到制品密布尺寸为十到几十微米的封闭微孔。
微发泡成型与化学发泡成型相比,主要有以下优点。
(1)所需模具温度低,在低温模具中可以维持相同水平的结晶度,减少残余应力,保证成型制品尺寸精度的稳定性[1-3]。

图1 微发泡成型过程
(2)减少熔融黏度下降引起的损失,拓宽了材料的选择范围[1-3]。
(3)工艺稳定,不受环境温度影响。
(4)利用SCF物理成核发泡,解决了化学发泡剂残留的缺陷。
微发泡成型过程中,需要合理确定温度、压力、SCF填充量及速度,才能得到满意的微孔大小和分布,由于单相熔体会散发较多气体,同时型腔中有空气,需要在充填过程中排出,如排气不良将会导致成型的制品产生缺陷,需要对模具增加特殊排气结构。
现介绍汽车发动机装饰罩微发泡成型技术的应用,由于成型的制品安装在发动机舱内,对制品的耐高温、外观及轻量化都有较高要求,常规注射、化学发泡成型都不能满足要求,必须采用微发泡成型工艺。
1 浇口设计
为保证型腔与螺杆形成压力降,触发微孔成长,浇口必须为普通流道或针阀式热流道,同时浇口位置的选择应考虑流动系数(流动长度与壁厚的比值,L/t),流动系数越低,减轻成型制品的质量效果越好,如图2所示。为减轻成型制品质量5%以上,同时保证制品成型外观及改善翘曲的目的,设计了6点针阀式热流道浇口,如图3所示。

图2 流动系数

图3 浇口位置
发动机装饰罩材料采用PA6+GF,其熔融温度在250℃以上,浇口处温度较高易产生碳化现象,导致成型制品表面出现色差,影响性能,容易产生流延现象,如图4所示。为实现发动机装饰罩国产化,必须解决上述缺陷,保证制品能正常生产且外观无缺陷,设计的浇口如图5所示。尽量避免熔体直接冲击待成型制品表面,主浇口采用斜推形式,非主浇口增加一段阀针料柄(制品上的料柄高度<2 mm),热喷嘴正对A面位置(制品正面位置),型芯侧增加冷料穴,冷料穴距离待成型制品表面15 mm,热喷嘴TIP位置(咀芯位置)设计镶件并增加冷却系统。

图4 浇口碳化现象

图5 浇口设计
2 模具结构
成型该制品的模具采用两板模,其结构如图6所示。模具工作时,单相熔体通过浇注系统注入较低压力和温度的型腔中,由于压力差形成大量的气泡核,通过冷却和短暂保压形成上下表皮密实、中间层为密闭微孔的制品。开模后,由推杆10将成型制品从模具中推出,再由氮气弹簧12推动推杆固定板8将推出机构复位,模具合模。
试模过程中,成型制品易出现欠料、凹坑、流痕等缺陷,其原因是:①单相熔体会散发较多气体;②型腔中有空气;③单相熔体熔融黏度下降;④为有利于发泡需要降低注射压力,无法实现单相熔体快速充满型腔的目的。
为了实现熔体充填过程中气体快速从型腔中排出,获得无欠料、无飞边的成型制品,需要设计特殊的排气结构,如图7所示。设计环绕待成型制品一周的排气结构,宽度15 mm,深度1 mm,在成型制品与排气结构之间设计排气槽,宽度20 mm,深度0.5 mm[4,5],最后在细微结构(字体)B面(制品字体反面)制作镶件,这样设计能使型腔中的气体快速排出,单相熔体能快速充满型腔,而熔体又不会进入排气槽形成飞边。
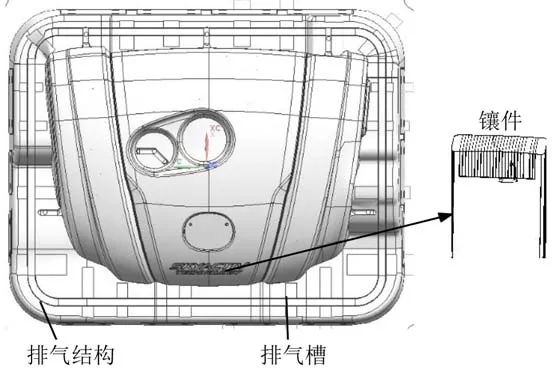
图7 排气结构
3 生产工艺控制
由于微发泡对工艺参数更加敏感,对工艺压力(MPP)、SCF用量(SCF%)、SCF传输压力、SCF充气及关闭位置、SCF打开时间要求都较高,为了保证成型制品的质量及实现批量生产一致性,对关键参数通过交叉法确定方案,如表1所示。
4 结束语
汽车发动机装饰罩采取微发泡成型技术,减轻了成型制品的质量,达到了轻量化的目的,通过浇口设计,保证了PA6+GF类材料成型制品耐高温的外观要求,排气设计解决了单相熔体快速充满型腔的难题,改善了成型制品欠料、外观凹坑及流痕的缺陷。

表1 确定微发泡工艺参数
