BF-8型浮选机不锈钢槽体工业制作工艺研究
2020-10-29刘建强
刘建强
摘 要:本文采用理论结合实际的方法,研究了BF-8型浮选机不锈钢槽体的工业制作工艺。其间进行有效设计和合理装配,采用最佳焊接顺序及完美矫形工艺,有效确保BF-8型浮选机不锈钢槽体满足相关技术要求,减轻劳动强度,节约焊材等材料,提高劳动效率和产品质量,降低生产成本。
关键词:浮选机;不锈钢;工艺研究;槽体
中图分类号:TD456文献标识码:A文章编号:1003-5168(2020)26-0041-03
Abstract: In this paper, a combination of theory and practice was used to study the industrial manufacturing process of the stainless steel tank of the BF-8 flotation machine. During this period, effective design and reasonable assembly were carried out, the best welding sequence and perfect orthopedic technology were adopted to effectively ensure that the stainless steel tank of the BF-8 flotation machine met relevant technical requirements, in order to reduce labor intensity, save welding materials and other materials, improve labor efficiency and product quality, and reduce manufacturing cost.
Keywords: flotation machine;stainless steel;process research;tank body
BF-8型浮选机是矿冶科技集团有限公司于20世纪90年代中期研制的机械搅拌式浮选机,是SF型浮选机的一种改进机型,近年来在国内市场具有较高的占有率,尤其是在一些大中型矿山[1]。BF-8型浮选机的槽体以Q235低碳钢为主要制作材料,这种材质在中性或弱酸环境下能较好地发挥作用。在矿浆pH≤2时,Q235低碳钢这种材质已不能继续胜任,而304L不锈钢不仅具有很强的化学稳定性,也具有足够的强度和塑性,并且在一定高温或低温下具有稳定的力学性能和耐腐蚀性能,因此在强酸矿浆环境下也能良好地工作。不锈钢在浮选机槽体制作中得到了广泛的应用。本文将重点从焊接结构设计、焊接装配顺序、焊接方案顺序、槽体矫形等方面研究BF-8型浮选机不锈钢槽体的工业制作。
1 槽体制作设备、材料及坡口工艺选择
1.1 制作设备
BF-8型浮选机不锈钢槽体制作所用设备有NBC-500的惰性气体熔化极保护焊、400 t折弯机、四辊平板机、角磨机和烤枪等。
1.2 制作材料
BF-8型浮选机不锈钢槽体材料选用厚度为10 mm的304L不锈钢,焊丝采用[Φ]1.2 mm的E308L实心不锈钢焊丝,气体采用Ar+O2,混合比为92%∶8%。操作者为中级熟练工,评定标准采用《不锈钢焊接规范》(AWSD1.6/D1.6M—2007)。
1.3 坡口工艺
由于焊缝越长,焊接变形越大。坡口内空间越大,变形越大。在同样厚度和焊接条件下,V形坡口比U形坡口变形大;X形坡口比双U形坡口变形大;不开坡口变形最小,钝边X形坡口变形次之。此外,装配间隙越大,变形越大。因此,BF-8型浮选机不锈钢槽体坡口采用钝边X形坡口,装配形式选用无间隙装配工艺。
2 BF-8型浮选机不锈钢槽体焊接结构设计
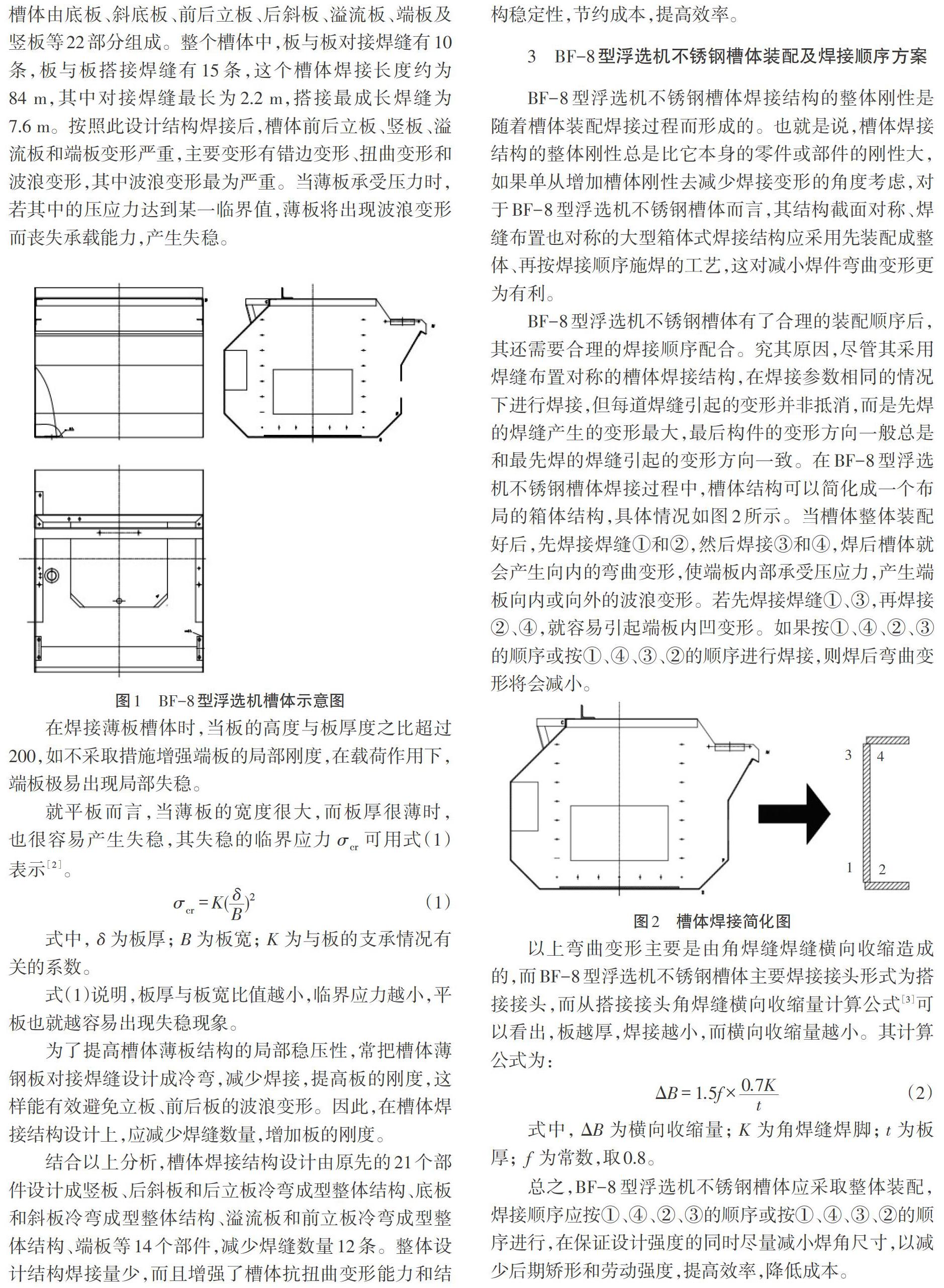
BF-8型浮选机不锈钢槽体结构示意图如图1所示。槽体由底板、斜底板、前后立板、后斜板、溢流板、端板及竖板等22部分组成。整个槽体中,板与板对接焊缝有10条,板与板搭接焊缝有15条,这个槽体焊接长度约为84 m,其中对接焊缝最长为2.2 m,搭接最成长焊缝为7.6 m。按照此设计结构焊接后,槽体前后立板、竖板、溢流板和端板变形严重,主要变形有错边变形、扭曲变形和波浪变形,其中波浪变形最为严重。当薄板承受压力时,若其中的压应力达到某一临界值,薄板将出现波浪变形而丧失承载能力,产生失稳。
在焊接薄板槽体时,当板的高度与板厚度之比超过200,如不采取措施增强端板的局部刚度,在载荷作用下,端板极易出现局部失稳。
就平板而言,当薄板的宽度很大,而板厚很薄时,也很容易产生失稳,其失稳的临界应力[σcr]可用式(1)表示[2]。
[σcr=K(δB)2] (1)
式中,[δ]為板厚;[B]为板宽;[K]为与板的支承情况有关的系数。
式(1)说明,板厚与板宽比值越小,临界应力越小,平板也就越容易出现失稳现象。
为了提高槽体薄板结构的局部稳压性,常把槽体薄钢板对接焊缝设计成冷弯,减少焊接,提高板的刚度,这样能有效避免立板、前后板的波浪变形。因此,在槽体焊接结构设计上,应减少焊缝数量,增加板的刚度。
结合以上分析,槽体焊接结构设计由原先的21个部件设计成竖板、后斜板和后立板冷弯成型整体结构、底板和斜板冷弯成型整体结构、溢流板和前立板冷弯成型整体结构、端板等14个部件,减少焊缝数量12条。整体设计结构焊接量少,而且增强了槽体抗扭曲变形能力和结构稳定性,节约成本,提高效率。
