激光焊在汽车白车身应用
2020-10-21陈岩宋胜溥
陈岩 宋胜溥

摘 要:激光焊接的车身提高了车身30%多的钢度,从而提升了车身的安全性,同时也减轻了车身重量,还可以达到省油的目的,本文浅谈汽车生产过程中一项重要工艺——激光焊接技术,以激光焊在新捷达车身实际应用为例,通过激光复合焊的设备组成和焊接原理来阐述实现一条完美的激光焊焊道需要合理参数及具体匹配要求,总结在实际应用中激光焊质量优化和焊接质量检测方法。
关键词:新捷达;参数;匹配;质量
0 前言
目前汽车工业中,激光技术主要用于车身拼焊、焊接和零件焊接,零件焊接部位几乎没有变形,焊接速度快,而且不需要焊后热处理,。新捷达VS5的侧围顶盖,行李箱后盖均采用激光焊接技术,激光焊道长度达到4349mm,同级别车型中激光焊道使用最长的车型。
1 激光焊设备组成
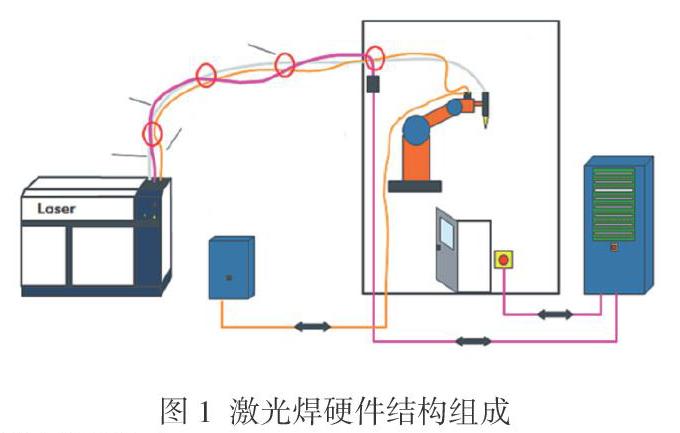
1.1激光焊接系统组成
新捷达VS5使用世界最先进的激光焊接系统,包括德国的Laserline LDF6000-60二极管激光器,Scansonic 的ALO3焊接镜头,BINZEL的V3送丝系统,HIGHYAG光缆,Riedel激光器冷却器组成。通过激光器发射波长960nm-1060nm的激光通过光缆传输,经过ALO3焊接头聚焦作用在焊丝上和车身上,经过热传导将焊丝融化形成激光焊道。
2 激光焊焊接原理
2.1 激光焊焊接原理
采用了热传导的焊接方,焊接才料CuSi3,激光波长960nm激光照射到Cu焊丝和镀锌钢板上后,由于Fe的吸收率(30%)远大于Cu的吸收率(5%),所以钢板的温度升高的比铜焊丝的温度快,所以铜焊丝熔化的能量大部分来自于钢板的热传导。
钢板的温度升到910°C,这是铜焊丝开始熔化,覆盖在钢板上(可以防止钢板氧化)。液态的Cu遇到焊缝边上的冷钢板时,迅速的凝固,将两块钢板连接在一起。
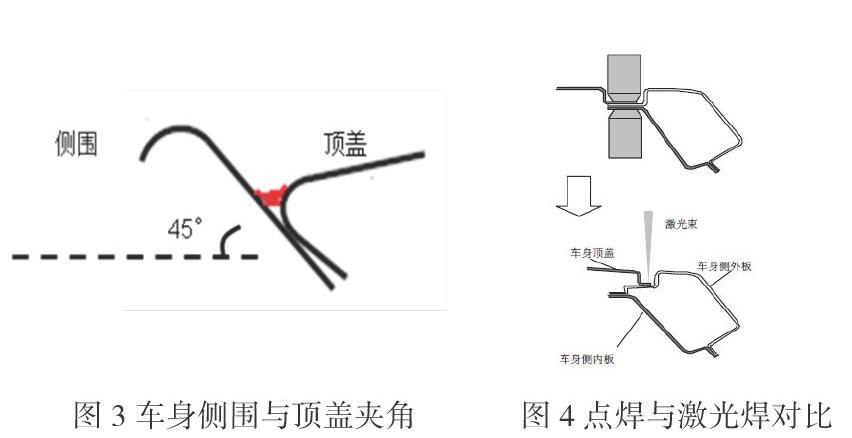
新捷达顶盖与侧围采用了45度的搭接方式如图3,整条焊道采用了激光复合焊接外板与顶盖之间是CuSi3填充物,传统的焊接方法为点焊,如图4所示。比较两者可以看出,采用激光焊接后,顶盖和侧面车身的搭接边宽度减少,降低了钢板使用量,同时提高了车体的刚度。采用点焊的顶盖需要安装防雨胶条,影响车身美观,采用激光焊的顶盖不需要其他装饰,简洁,美观。
3 新捷达激光焊工艺流程
新捷达顶盖与侧围通过自动清擦设备,将工件表面油污清理干净,通过自动抓件将车身顶盖安装到车身,进入激光焊工位,激光焊工位由特殊铝合金材质组成,可有效防止激光伤害,车身顶盖由高精度夹具定位,保证激光焊缝的匹配间隙,保证激光焊接质量,焊接完成后经过两道工序自动打磨工位,第一道粗打磨,可以打磨掉焊缝中细小缺陷,第二道工序精打磨可以保证激光焊道美观。
激光焊工艺要求需要两部分组成,车身匹配的要求,設备工艺参数要求。
车身侧围与顶盖搭接处形成激光焊焊接熔池,要求侧围与顶盖的高度差不得大于3.5mm,侧围与顶盖之间的间隙不得超过0.2mm,顶盖与侧围下部帖何处间隙要求在0mm,只有保持这样的车身匹配 才能保证焊接出完美的激光焊道,新捷达VS5的白车身夹具定位精度高,车身匹配状态稳定,才拥有现在完美的激光焊道。
设备工艺要求,焊接过程中机器人轨迹保证平顺,侧倾角和扭转角保持在零度,拖拽角0到7度可以减少激光发射防止烧坏镜头,焊丝的伸长保持在8到10mm,可以有利于焊丝接触车身的稳定性。焊丝送丝过程中需要平顺阻力小,减少送丝管长度和弯曲半径,可以增加送丝平顺度有效方法。
以新捷达车身为例,发现影响激光焊接质量的因素有很多,包括工件匹配,工件表面油污,设备稳定性,激光焊焊丝质量,焊接环境这些都会影响激光焊焊接质量。好的焊缝表面光泽无波浪,如果其中一项因素不满足就会导致焊接质量缺陷不合格,新捷达VS5稳定的车身匹配是保证完美激光焊道的前提。
4激光焊强度检查
凿穿试验:利用钎料进行零件间的焊接连接,通过凿穿试验进行(在零件上或者截取零件的部分)。在试验过程中,待检测件的一面要被夹紧,用一个平凿在钣金连接处的空隙锤进去。凿子的厚度必须大于焊缝间隙的宽度(见图7)。试验中,断裂可以出现在焊接结合处、焊缝区或母材里。合格:断裂出现在母材中为合格。不合格:断裂出现在钎料中,并且不满足后续拉伸试验的要求,则焊接不合格。断裂出现在钎料和母材搭接的过渡区域,
并且不满足后续拉伸试验的要求,则焊接不合格。出现混合性断裂,并且不满足后续拉伸试验的要求则焊接不合格。
展开实验(以实践为指导的补充性实验)展开试验可以代替凿穿试验(图7)。在展开试验中,利用相应的工具,通过转动展开一侧钣金,来破坏钎焊连接。合格:如果两个钢板中有一个,上面有可识别的贯穿性的浸渍,则焊接合格。不合格:如果浸渍小于图纸要求值的话,则焊接不合格。
镜像实验通过仪器对切割好的激光焊道样本进行放大测量焊道各项参数指标包括浸润宽度,基材熔深,焊缝宽度,达到要求证明焊道强度合格,目前捷达VS5主要以镜像实验方式判断焊道强度。
5激光焊及质量优化
激光焊在焊接过程中也会现焊接质量缺陷包括塌陷、断焊、假焊、咬边、沙眼、融化不全等质量缺陷,通过在新捷达VS5车身实验,出现上述缺陷我们需要检查两方面原因,1是车身工件状态,使用合格塞尺测量车身侧围与顶盖之间的间隙是否出现波动,标准值保证在0.2mm以下,测量顶盖与压料板之间的间隙保证在0.1mm以下,使用高度差测量仪检测侧围与顶盖之间的间隙保证在3.5mm以下,并检查工件表面是否洁净。2是设备状态稳定性,通过监测BINZEL送丝设备的送丝电流和实际送丝速度曲线看送丝是否平顺,通过激光功率测量仪检测激光功率是否有损耗,检查激光焊接各个参数包括激光功率、送丝速度、机器人速度。以上条件不满足都会激光焊的质量缺陷,新捷达VS5有完整质量检查体系和质量返修体系,以保证新捷达VS5的高品质质量。
6 结论
⑴在激光焊焊接时需要保证激光焊焊接的板材的匹配和零件干净无油污,设备的稳定才能保证焊接出完美的焊道。
⑵激光焊道需要按照文中阐述方法进行质量检查以保证焊道接触的拉伸强度。
⑶激光焊道出现质量缺陷时按照文中方法和标准可以快速找到影响因素,有效的解决质量问题。
激光焊接工艺与点焊相比相当于衣服的拉链与纽扣,激光焊接工艺使车身顶盖与侧围减少了胶条,更简洁更美观,也增加车身强度,这也使激光复合焊需要更高要求车身匹配,焊接环境,更高参数匹配,目前新捷达的激光焊接速度以达到85mm/s,这也是在世界同级别车型中最快的激光焊接速度,体现新捷达高质的白车身。
参考文献
[1]李亚江, 激光焊接/切割/熔覆技术. 北京:化学工业出版社,2019
[2]陈毕双、王瑾、谭小军、蔡志祥、付秀, 激光焊知识与技能训练. 西安:华中科技大学出版社,2018
