超硬材料砂轮修整技术专利分析
2020-09-24陈亚娟任晶刁金凤贾文杰
陈亚娟 任晶 刁金凤 贾文杰

摘要:本文对超硬材料砂轮修整技术的全球以及中国专利申请趋势、申请地域、重要申请人进行分析,并梳理了各技术分支的发展路线,对了解超硬材料砂轮修整技术的发展具有重要的指导意义。
关键词:超硬;金刚石;CBN;砂轮;磨具;修整
中图分类号:G306;TQ163文献标识码:A 文章编号:1003-5168(2020)27-0135-05
1 引言
超硬材料砂轮硬度极高,可用于加工各种高硬度材料,特别是普通磨料所难以加工的材料。为了使超硬材料砂轮在磨削零件时,可以保持正确的几何形状以及锐利性,需要及时对砂轮进行修整 [1]。本文从专利分析的角度出发,检索、筛选、统计2019年以前全球范围内的超硬材料砂轮修整技术的专利申请,对其技术发展脉络、申请量、申请地域、主要申请人进行梳理统计分析,以便对提高超硬材料砂轮的利用率以及其在工业生产中的推广应用提供借鉴和指导。
2 专利申请分析
2.1 关键词和数据库
采用INCOPAT专利数据库作为数据源,检索年份截止到2019年,选用的中文关键词为:修整、修锐、整形、整修、修补、修复、砂轮、磨轮、抛光轮、滚轮、磨具、超硬、金刚石、立方氮化硼、正方体氮化硼、立方体氮化硼;对应的英文关键词为:finish、dress 、trim 、truing、repair、shap、sharpen、condition、wheel、disc、 disk、grinder、grindstone、buzzer、diamond 、CVD、cbn、abn、cubic boron nitride、c-bn。IPC分类号为:B24B、B24C、B24D。根据以上检索要素检索得到的专利申请进行筛选,建立专利申请数据库,作为本文的研究对象。
2.2 技术分支和技术路线分析
目前超硬材料砂轮的修整方法主要有:车削法、磨削法、超声振动法、电加工法、滚压挤轧法、激光法、噴射法以及复合修整法。图1标示出了超硬材料砂轮修整技术分支图,由图可知,车削法、磨削法、电加工法以及复合修整法共占超硬材料砂轮修整技术专利申请总量的95.54%,其中,车削法和磨削法的申请量分别为48.92%和39.37%。数据表明,虽然开始尝试新的方法来改善砂轮修整的效率和精度问题,但是现阶段超硬磨料砂轮修整技术主要还是集中在传统的机械磨削修整或者是以传统机械磨削修整为基础改进的技术方法。
通过对去噪后的专利申请人工逐篇阅读,作者从砂轮修整专利中筛选出多篇重要专利,其中,早期砂轮修整主要是以传统机械修整方法为主,如金刚石笔修整(GB101787A)、金刚石滚轮修整(JP54111193A)、弹性修整(JP61146472A)、游离磨料砂轮修整(US05681603)、高压空气喷射磨料砂轮修整(JP63278763A);随着工业技术发展,人们对砂轮修整精度要求逐步提高,开始出现电火花修整(CH321993A)、电解修整(JP59076771A)、激光修整(JP58094968A)、超声波修整(JP54032893A)等新型修整方法;近年来,为进一步提高磨削精度和效率,复合修整成为行业工作人员研发的热点,如金刚石笔与磨料喷射修整(US3244162A),激光和超声波修整(CN204366734U),杯型砂轮与电火花修整(CN104742020A),超声波与杯型砂轮修整(CN105563332A)。
2.3 国内外超硬材料砂轮修整技术专利申请量分析
超硬材料砂轮修整技术全球发展情况大致经历了四个阶段:萌芽时期(1909年至1926年)、技术推动期(1927年至1981年)、发展增长期(1982年至2012年)以及技术成熟期(2013年至2019年)[2-4]。1926年之前是该技术专利申请的起步阶段。该阶段砂轮修整技术及其应用一直处于摸索阶段,其专利申请量一直处于较低状态,每年申请量不超过4件。随着工业的发展,砂轮修整技术在工业上应用增多,涉及机械式修整砂轮,主要有金刚石车削修整法和磨削修整法。因此,砂轮修整技术专利年申请量相比于萌芽时期有所增长,年申请量比较稳定,但均未超过15件。在1982年至2002年,砂轮修整专利申请量总体相比于前一时期有所增长,但无显著变化趋势,这一时期,由于英国、日本、美国等发达国家工业相对发达,申请量较大,在该领域进行了广泛的专利布局。2003至2012年,砂轮修整技术在世界各个国家蓬勃发展,专利申请量快速增长。从2013年开始专利申请呈现下降趋势,这说明在经过了10年的快速增长期之后,砂轮修整技术发展已经较为成熟,所以专利申请量呈下降趋势。
与发达国家相比,中国在该领域起步较晚,相应的专利申请量从2002年至2014年总体呈大幅上升趋势,2014年至2019年申请量稍有下降,但申请量仍较大,需要指出的是,由于发明专利可以在申请日起18个月后公开,以及公开后数据整理入库也需要一定时间,2019年的专利申请有部分尚未公开,使得图3中2019年数据下降,但并不能说明相关专利申请量的下降,也并不能反映该领域进入衰退期。总体来看,超硬材料砂轮修整技术在中国大致经历了三个阶段:萌芽时期(1985年至2001年)、快速发展期(2002年至2014年)以及发展成熟期(2015年至2019年)。2001年之前是砂轮修整技术的起步阶段,在这一时期,中国在砂轮修整技术方面申请的专利极少,每年申请量基本不超过4件。此阶段国内砂轮修整技术发展水平较低。2002年至2007年,申请量稳定增长,特别是从2008年开始,该技术专利申请进入高速发展阶段,2014年申请了131件,该阶段是国内砂轮修整技术发展的黄金时期。自2015年,砂轮修整技术专利申请量总体呈下降趋势,这说明砂轮修整技术达到一个较为成熟的阶段。该时期在下降趋势中有一定的波动,说明砂轮修整技术在不断寻求探索和进步。
2.4 国内外超硬材料砂轮修整技术专利申请地域分析
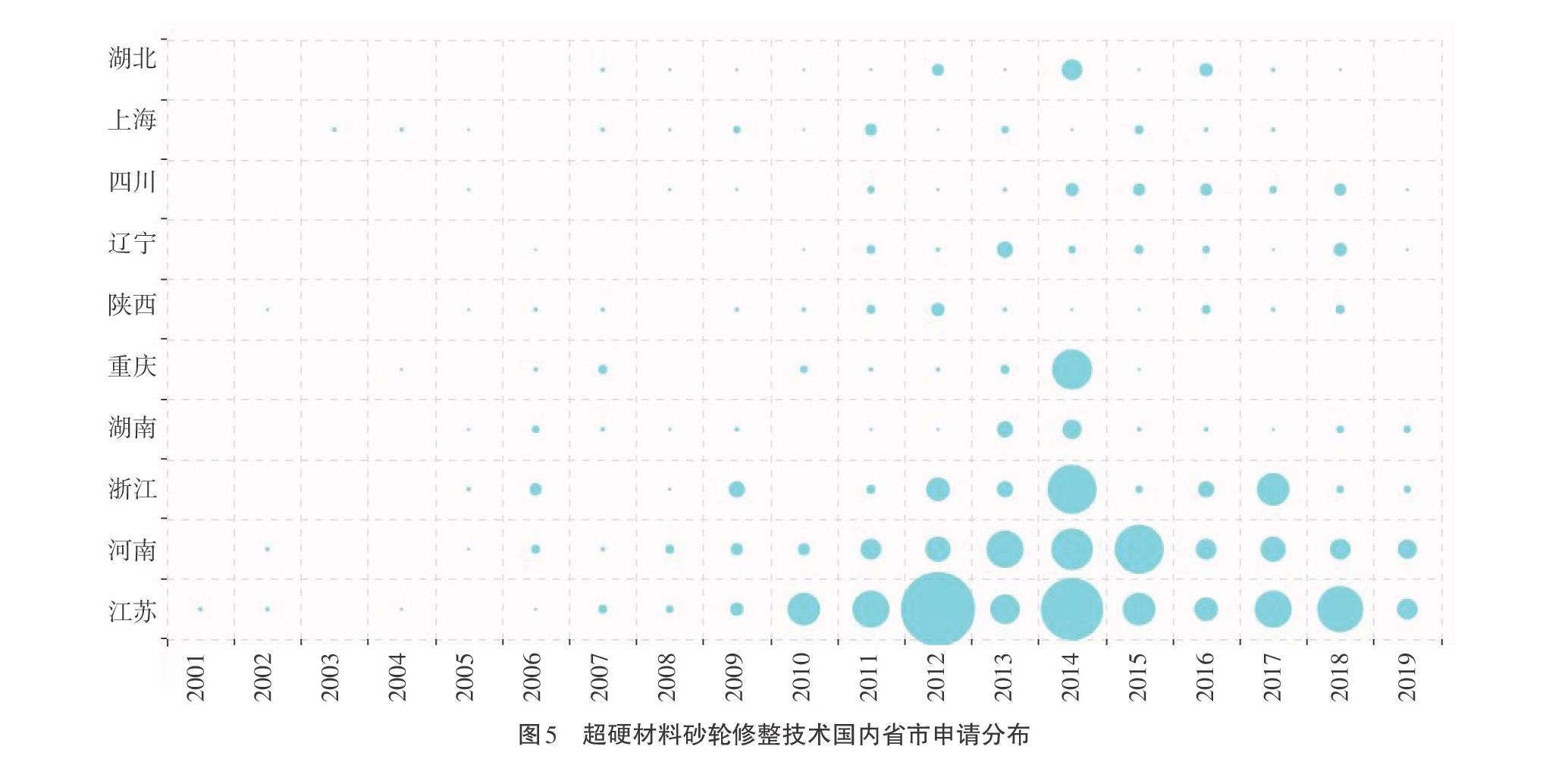
专利申请的地域分布能够反映不同国家和地区在一定领域内的专利技术实力和产品市场重心。从图4和5可以看出,在超硬材料砂轮修整技术领域,中国、英国和日本占据总申请量的前三位,分别为50.05%、18.49%、16.86%,美国、德国、俄罗斯等国家对于超硬材料砂轮修整技术也有研究,但申请量较少。中国在该领域占有主导地位,专利申请量最多,中国的早期申请量较少,但后来居上,中国大多数专利申请集中在2010年以后,其中以江苏、河南和浙江申请量最大,这说明随着我国工业化快速发展,对磨削加工的要求不断提高,砂轮修整技术也在不断进步,我国开始重视超硬材料砂轮修整技术的研究,同时国内外企业和研究中心都看好我国的巨大市场需求,积极在我国进行专利保护,占领我国技术市场。
2.5 国内外主要申请人
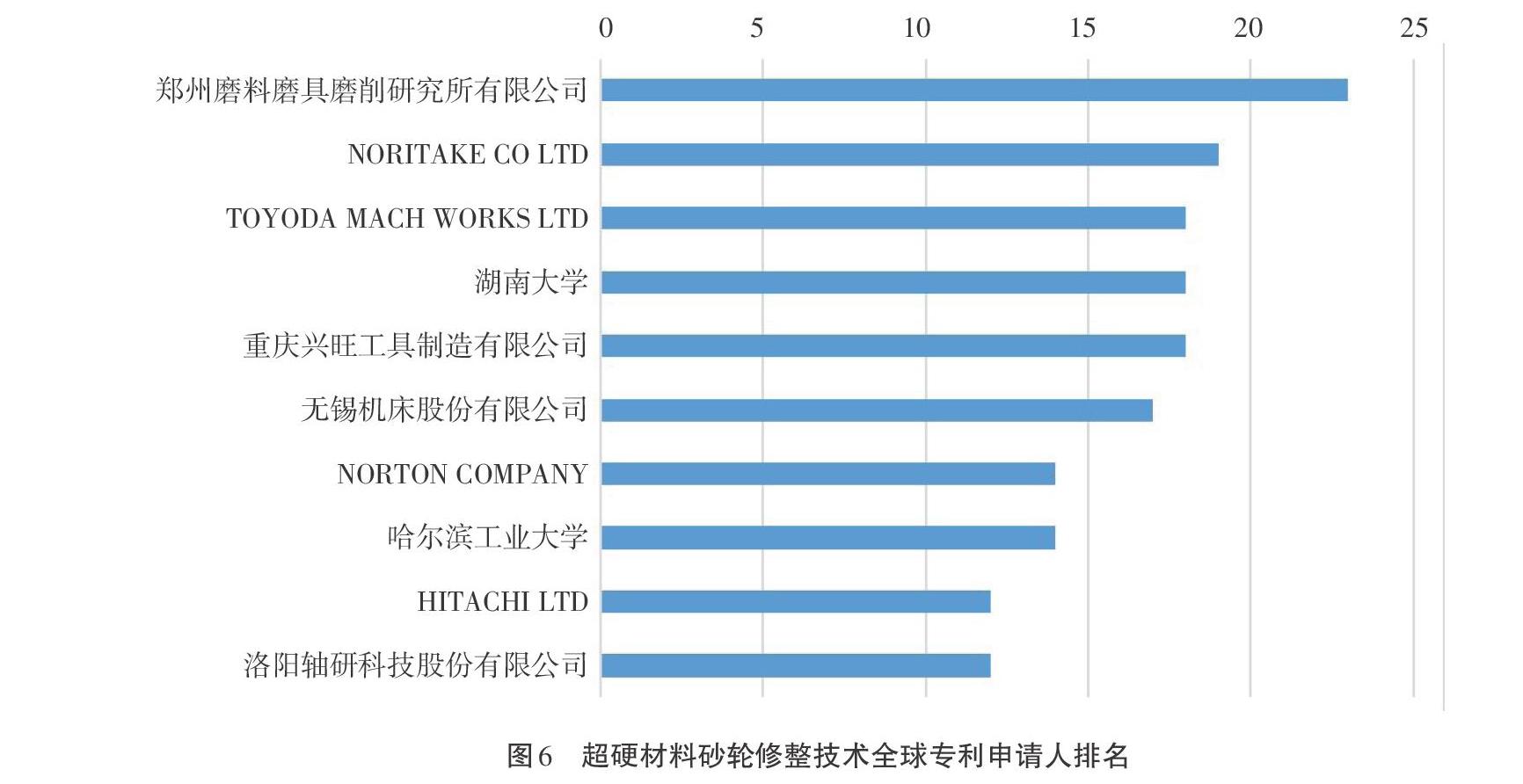
由图6可以看出,申请量前10位的全球专利申请人中有6个是中国申请人,另外4个为国外申请人,由此可知,中国是该技术领域的主要研究者和应用市场,由于该技术领域研究在中国起步较晚,对于车削、磨削等传统的修整方法,已经进入应用阶段,而对于一些新的修整方法,如激光修整方法、超声修整方法,目前仍處于理论研究阶段,此外,日本也非常重视该技术领域的研究工作,日本对于超硬材料砂轮修整技术研究较早,全球早期专利申请中涉及日本专利较多,其专利申请人主要集中在企业,这说明日本的超硬材料砂轮修整技术发展稳定,正逐步走向成熟阶段。
由图7中可以看出,国内超硬材料砂轮修整技术领域主要专利申请人集中在企业和高校,其中企业占72.38%,是专利申请的主力军,高校占17.26%,高校的专利申请主要涉及传统修整方法的工艺改进、磨料预处理和磨具结构改进以及新的修整方法如激光修整方法的激光参数等对修整效果的影响的理论研究。有些专利申请为企业和高校的共同申请,这说明企业和高校存在一定程度上的产学研合作。
3 结论
第一,车削、磨削、滚压挤轧修整是较为传统的砂轮修整方法。近些年来,随着修整要求的不断提高,开发了激光修整、电加工、超声振动等新型修整方法,集机、电、声、热(光)、化等多种方法于一体的复合修整方法成为行业工作人员研发的热点,如激光辅助修整、电火花辅助修整等。
第二,从专利申请量来看,超硬材料砂轮修整技术专利申请已相对稳定,进入了技术成熟期,传统修整方法如车削、磨削技术已发展成熟,大规模投入应用;新型修整技术如激光修整,目前尚处于理论研究阶段,面临一些技术瓶颈,需要寻求技术突破。
第三,美国、日本等国家的工业发展早于中国,磨削行业也发展相对成熟,形成了较为全面的专利布局。中国的磨削行业起步较晚,但发展较快,近些年中国超越了其它国家在超硬材料砂轮修整方面进行了大量的专利布局,中国也成为了该技术领域的主要应用市场。但中国仍需要避开国外的专利壁垒,开展自主研发,形成自身优势,将传统修整方法中的砂轮结构、工艺和磨料处理方面进行改进,同时加大科研力度寻求新兴修整方法技术突破与应用,快速占领技术市场。
参考文献:
[1] 李伯民,赵波.现代磨削技术[M].北京:机械工业出版社,2003.
[2] 杨铁军.产业专利分析报告[M].北京:知识产权出版社,2015:228-251.
[3] 马天旗.专利分析方法、图表解读与情报挖掘[M].北京:知识产权出版社,2015.
[4] 贺化.专利导航产业和区域经济发展实务[M].北京:知识产权出版社,2013.
