碳纤维复合材料铣削与磨削加工对比研究
2020-09-23周井文秦文津穆英娟任培强
周井文, 秦文津, 穆英娟, 任培强, 刘 星, 陈 燕
(1. 上海航天精密机械研究所, 上海 201600) (2. 上海航天智能装备有限公司, 上海 201112) (3. 南京航空航天大学, 江苏省精密与微细制造技术重点实验室, 南京 210016)
碳纤维增强聚合物基复合材料是航空、航天、船舶、汽车等领域最重要和热门的材料之一。考虑到材料的力学性能特点,碳纤维复合材料一般采用近净成形技术,主体结构并不需要额外进行减材加工,主要加工工艺为装配、连接区域的切边与制孔[1-2]。碳纤维结构件的切边工艺方法一般以铣削为主,同时还有相当数量的锯切、车削、磨粒加工等[3-4]。
工程应用层面,碳纤维加工过程中最受关注的是其表面质量和缺陷控制。诸如分层、撕裂、树脂涂覆、降解等缺陷是直接影响产品力学性能的重要质量问题。同时,刀具磨损严重、加工工艺难以统一等问题,会进一步降低CFRP结构件的合格率,提高其应用成本[5-7]。为此,国内外研究人员在CFRP加工技术方面开展了诸多研究工作。
WANG等[8]对叠层CFRP加工表面粗糙度进行测量后发现,传统的粗糙度Ra测量值跳动非常大,并不适合表征加工表面质量。AZMI等[9]等分别对切削力和粗糙度进行多元拟合后也发现粗糙度拟合度较差,认为是由于表面纤维拔出的随意性导致粗糙度变化较大所致。CFRP纤维的各向异性和非均匀性,使测得的粗糙度具有较大随意性。
相比于表面粗糙度,加工表面形貌及缺陷同样是研究的重点。EL-HOFY等[5]对不同纤维方向的加工表面缺陷及形貌进行了系统分析,发现纤维方向对加工表面形貌及缺陷形成有较大影响。并且,磨损的刀具使加工表面质量急剧下降,缺陷增多。MKADDEM等[6]采用有限元分析方法对单向结构CFRP在加工过程中切削力的大小及特征进行了仿真,研究了切削力与纤维方向、切削参数以及刀具几何角度的关系。
然而,由于碳纤维材料极强的耐磨性,铣削加工通常需要昂贵的金刚石涂层刀具甚至PCD刀具,加工成本居高不下,而磨削工具因其适宜的制造成本,近年来应用范围不断扩大。基于碳纤维增强复合材料的切边加工,采用铣削和磨削2种加工方式,分析加工表面形貌和表面粗糙度,讨论2种加工方式下其表面质量差异和缺陷形成的原因。
1 试验条件和方案

试验在DMG-Ultrasonic 220五轴高速加工中心(图1)上进行。所用工件为T800碳纤维(直径为7μm)增强环氧树脂复合材料层压板,工件规格为150 mm×200 mm×9 mm。铺层方式为[(0°/45°/90°/135°) (0°/90°/135°/45°)2]s,共计48层。
切削加工立铣刀为金刚石涂层玉米铣刀,如图2所示:直径为10 mm,刃数为12排,每刃周向宽度lm约为0.85 mm,排屑槽周向宽度约为1.77 mm。
磨削加工工具为单层有序排布钎焊磨头,如图3所示:直径为10 mm,齿数为12排,钎料为Ag-Cu-Ti,钎焊金刚石磨粒粒径为145±5 μm。

图2 铣削刀具

图3 磨削刀具
切削参数如表1所示。加工完成后将工件在丙酮溶液中超声清洗15 min后自然风干。用Mahr M1粗糙度仪对加工表面的粗糙度进行测量,再用扫描电镜(SEM)观察加工表面形貌。

表1 切削参数
2 试验结果与讨论
2.1 表面形貌与粗糙度
纤维角度的定义如图4所示[10]。图5和图6所示为铣削加工和磨削加工的表面微观形貌。

图4 纤维角度定义

2种加工方式下,0°纤维角度铺层的加工表面形貌大致相当,并无典型区别,具体差异性体现在其他3种纤维角度铺层上。
对比图5和图6可以发现:铣削加工后,工件表面呈现规律型凹坑。其中,45°纤维角度铺层加工质量最差,出现了大量集束纤维弯曲断裂形成的凹坑,且这一凹坑现象的出现与刀具进给量关系不大;90°和135°纤维角度铺层均出现了严重的树脂涂覆现象,并且随着进给量的增大,树脂涂覆现象略有减轻。但是两者也存在一定差异性:90°纤维角度铺层出现明显树脂涂覆现象,随进给量增大而减轻,同时出现了可见的浅坑;135°纤维角度铺层的涂覆现象较弱,加工表面纤维出露相对较少。

对于磨削加工而言,整体加工表面呈现固定排列的竖脊,并无凹坑。竖脊正好位于纤维铺层之间,属于树脂层。这主要是由于树脂材料具备弹性,在磨削弧区受热软化后极易受挤压而填充于磨粒间隙中,最终形成该形貌。对各铺层内部进行横向对比发现:45°纤维角度铺层纤维断口更清晰,显得较为粗糙,其余纤维角度铺层的表面相对平整。但无论何种纤维角度铺层,其纤维断口均清晰可见,无明显树脂涂覆现象。
整体而言,磨削加工表面质量优于铣削加工表面质量,尤其对于45°纤维角度铺层。铣削加工导致的纤维集束弯曲断裂会在碳纤维与树脂界面产生裂纹,并存在向深度发展的趋势,这也是分层缺陷产生的一大诱因。另外,对于90°和135°纤维角度铺层,树脂涂覆意味着表层树脂温度已达到其玻璃化转变温度,基体性能存在损伤风险。
图7为铣削加工与磨削加工后工件表面的粗糙度对比。由图7可以发现:对于表面粗糙度Ra(轮廓算术平均偏差)而言,尽管铣削后的表面质量要优于磨削后的,但其误差非常大;而对于表面粗糙度Rz(微观不平度十点高度)而言,磨削加工后的表面质量要优于铣削加工后的,并且磨削后的表面粗糙度误差要远低于铣削后的,说明磨削加工表面质量较好。该结果同样也符合图5和图6的表面形貌观察结果。

2.2 表面形貌形成机理
从正交切削角度而言,铣削加工为正前角加工,而磨削加工为负前角加工。图8为铣削过程示意图。碳纤维本身属于硬脆材料,在去除过程中并无明显塑性变形,而是发生断裂或者破碎。以45°角纤维为例(图8b),在切入过程中,刀具前刀面切向与纤维方向夹角较小,刀具前刀面与刃口圆角的作用更类似于沿纤维轴向将其集束从基体分离。随着刀具旋转,纤维束弯曲不断加剧直至断裂,形成凹坑。

图9为磨削过程磨粒接触长度,图10为不同方向纤维断裂形式。对磨削而言,无论磨粒如何分布,其加工工况均为负前角加工,磨粒切削刃切向与纤维方向夹角远大于铣削状态时的,材料去除形式更加类似于在磨粒挤压作用下直接发生破碎而分离。因此,2种截然不同的材料去除方式造成了加工表面形貌差异巨大。
90°纤维角度铺层的材料磨削去除机理基本一致,相比于45°纤维角度铺层材料,其已加工表面对碳纤维束的把持力明显增强,碳纤维弯曲变形量明显减小。切削加工中,材料去除形式从弯曲断裂向破碎分离转变,加工表面既存在一定数量的浅坑又存在部分树脂涂覆。磨削加工时材料分离形式仍为碳纤维破碎。


对于135°纤维角度铺层而言,2种工艺方法最大的差异为表面树脂涂覆。树脂涂覆意味着刀具与已加工表面存在严重的摩擦、挤压作用。从加工形式来看,磨削为负前角切削,其对加工表面的挤压作用应更为剧烈,因此树脂涂覆现象必定更为严重,但实际观察对比的结果正好相反(图5和图6)。考虑到铣削刀具后刀面同样对加工表面有挤压作用,可以通过比较铣削与磨削方式在加工弧区的作用比例来判断刀具与加工表面作用的剧烈程度。加工弧区长度L如式(1)所示:
(1)
其中:刀具直径D=10 mm,径向切宽ae=1 mm。代入可得L=3.22 mm。
立铣刀刃口数量为12,单刃后刀面周向长度即为接触长度lm=0.85 mm(图8a),在刀具整体周向,切削刃后刀面占比Am如式(2)所示:
(2)
其中:刃口数量N=12。代入得Am=32.5%。
金刚石磨头磨粒排数同样为12排,金刚石磨粒作二维化处理,简化为正六边形。由于磨粒方位的随机性,如图9所示,实际单颗磨粒接触长度是不断变化的。磨粒尺寸以140 μm计算,实际接触长度为140~173 μm。因此金刚石磨头磨粒占比Ag如式(3)所示:
(3)
其中:磨粒排数N=12。代入得Ag∈(5.3% , 6.6%)。
将结果代入式(4)和式(5):
Lm=LAm
(4)
Lg=LAg
(5)
得出Lm为1.05 mm,Lg范围在(0.17 mm,0.21 mm)。可以发现铣削加工过程后,刀面接触长度是磨削加工磨粒接触长度的5~6倍,充分说明树脂涂覆现象是由刀具后刀面的持续挤压作用形成的。对刀具前后刀面的观察同样验证了该猜想,图11为铣削刀具前后刀面的磨损形貌。从图11发现:刀具后刀面出现了大量磨粒磨损,而前刀面几乎无任何磨损。
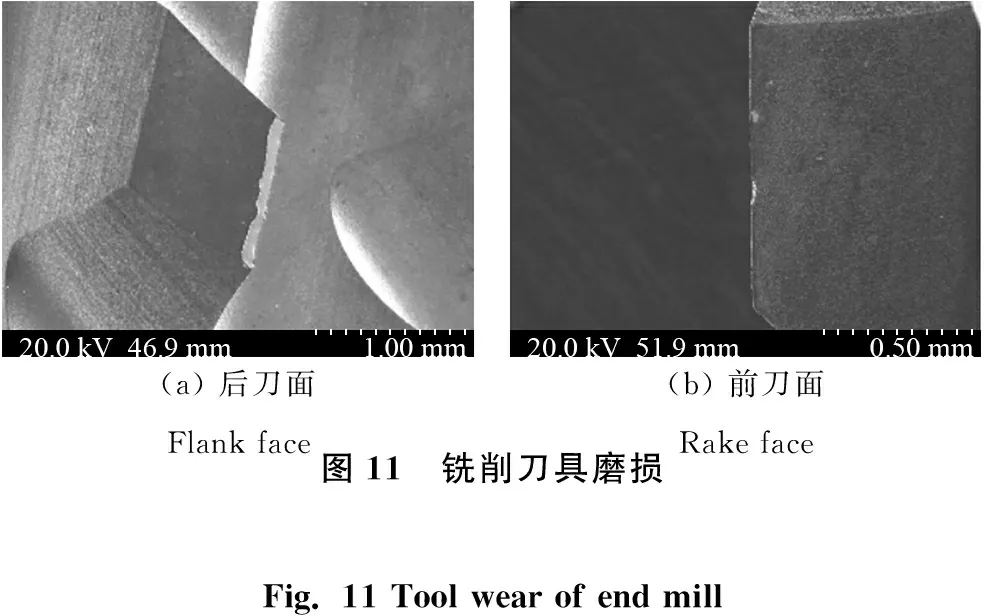
(a) 后刀面 Flank face(b) 前刀面 Rake face图11 铣削刀具磨损Fig. 11 Tool wear of end mill
3 结论
为研究铣削加工和磨削加工对碳纤维增强复合材料表面质量的影响,使用单层钎焊金刚石磨头和金刚石涂层玉米铣刀对T800碳纤维增强环氧树脂复合材料层压板进行切边加工。通过对加工表面微观形貌的观察和表面粗糙度的测量对比,讨论了2种加工方式下表面质量差异和缺陷形成的原因,结论如下:
(1)磨削加工表面质量优于铣削加工表面质量。铣削加工表面多出现树脂涂覆(135°和部分90°纤维角度铺层)和无规律纤维集束断裂凹坑(45°和部分90°纤维角度铺层)。磨削表面无明显树脂涂覆和凹坑,纤维断口清晰可见。
(2)正前角铣削加工会造成45°纤维角度铺层集束断裂而形成凹坑,并随纤维角度增大而减轻。磨削加工下材料去除形式主要为磨粒挤压后的破碎分离。
(3)铣削刀具后刀面与工件材料的长期挤压、摩擦是造成以135°纤维角度铺层表面树脂涂覆的主要原因,磨削加工由于磨粒与加工表面接触长度短,几乎无明显树脂涂覆现象。
