一种基于数据统计的电阻点焊飞溅快速识别方法
2020-09-10路向琨徐昊翟宝亮尉学森薛金磊
路向琨 徐昊 翟宝亮 尉学森 薛金磊

摘要:镀锌板电阻点焊时飞溅问题日益突出,严重影响汽车白车身的焊接质量。提出一种基于数据统计的电阻点焊飞溅快速识别方法,通过采集点焊过程的焊接电流、焊接电压,计算出焊接过程的动态电阻曲线,运用数据统计方法分析曲线的变化过程,实现了焊点飞溅的快速识别,并给出了飞溅严重程序的指标。该方法简化了飞溅识别算法,可以方便地移植到MCU中实现焊点飞溅在线识别的边缘计算。
关键词:电阻点焊;飞溅;动态电阻;标准差;特征值
中图分类号:TG453.9文献标志码:A文章编号:1001-2303(2020)05-0098-04
DOI:10.7512/j.issn.1001-2303.2020.05.20
0 前言
电阻点焊是一种效率高、实现简单、成本低的连接方法,广泛应用于工业生产[1-3]。其焊接缺陷主要包括焊点变形、焊点压痕过深、飞溅、烧穿等[4]。近年来,汽车白车身制造过程中越来越多地应用镀锌板,其电阻点焊较传统钢材更为困难,更易产生飞溅,造成焊接质量的不稳定。由于焊点质量检测往往需要破坏性检验,既浪费成本又不具代表性,因此实现电阻点焊飞溅快速识别方法和在线监测是工业现场的迫切需求[5]。
在点焊过程中,由焊件贴合面或电极与焊件表面间喷出微细熔化金属颗粒的现象被称为“点焊飞溅”[6]。产生飞溅的根本原因是由于塑性环失效,失去了对熔池金属的包容作用,造成金属飞出现象。而金属飞出会造成电极两端所压工件的电阻发生突变。电阻点焊通常无法直接测量电极两端的电阻,但是电流和电压较易测量。文中针对1.2 mm厚镀锌板的电阻点焊,通过搭建点焊设备信号采集系统,采集焊接过程中的电流和电压信号,由欧姆定律计算得到整个焊接过程电阻随时间动态变化的动态电阻曲线[7],运用统计分析和归一化的方法对动态电阻曲线进行特征指标提取,通过与阈值比较得出是否发生飞溅的定性指标以及飞溅发生时刻和飞溅严重程度的定量指标。
1 采集系统
试验采用天津七所高科技有限公司生产的焊接控制器和焊钳,其中中频直流点焊机型号为KDB-600,逆变频率1 kHz,一体化焊钳变压器容量为90 kVA,最大焊接电流20 kA,采用比例阀连接气缸进行加压,电极材料为铬锆铜,采样频率1 kHz。电流信号由罗氏线圈传感器采集,传感器封装于焊钳变压器次级输出端。电压信号通过连接在上、下电极间的导线直接测量。为避免点焊过程中磁场的干扰,引出的导线均采用屏蔽双绞线接入焊接控制器中[8]。焊接完成后焊接控制器通过设备的以太网接口将采集的电流和电压数据发送到上位机后通过Python语言进行波形显示和数据处理,并给出飞溅的定性和定量指标。
2 动态电阻曲线分析
2.1 動态电阻获取
镀锌板是工件表面镀有一层锌的钢板,可以有效防止工件表面遭受腐蚀并延长其使用寿命。试件为1.2 mm厚镀锌板,尺寸65 mm×180 mm。
动态电阻表征导体两端电压随电流变化的快慢[8]。通过采集点焊过程中的电流和电压信号,按照欧姆定律经计算得到点焊过程中的动态电阻曲线。焊接控制器能够实时并同步监测焊接过程中的电流、电压信号,从而实时获取准确的动态电阻信号。
2.2 动态电阻特征分析
2.2.1 无飞溅焊点动态电阻分析
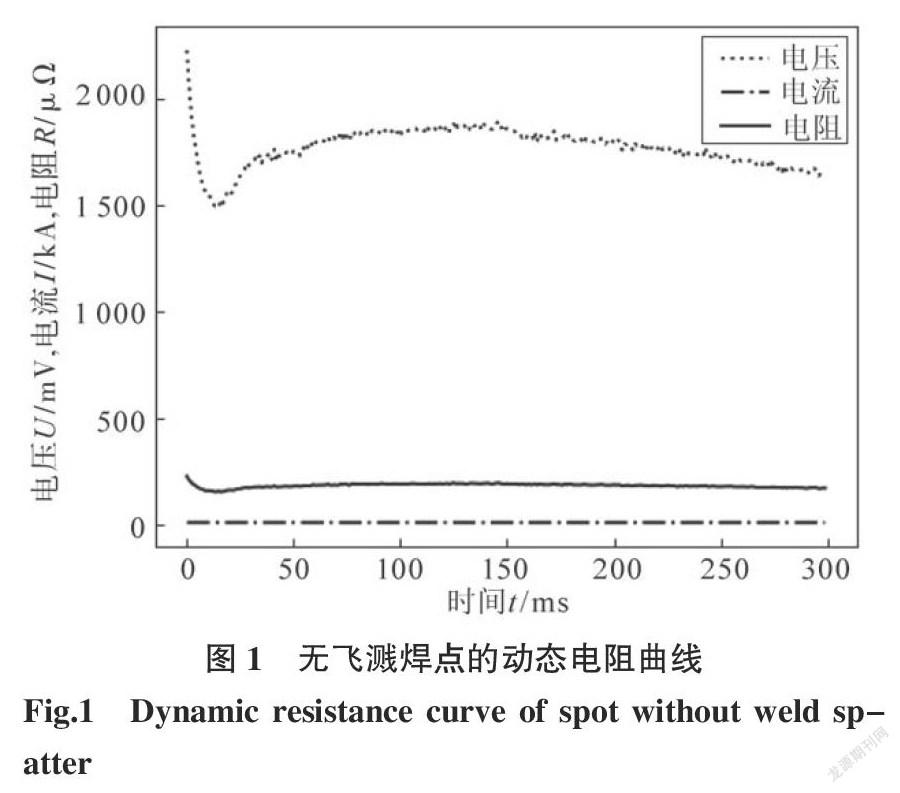
无飞溅焊点的动态电阻曲线如图1所示。在焊接开始阶段,在压力和电流的共同作用下,焊点区温度快速升高,整体接触电阻迅速减小,焊点区温度增加但未熔化,表现为前10 ms的陡降区;随着焊点区域温度的升高,试件电阻率逐渐变大,电阻逐渐变大。在此阶段后期金属开始熔化,表现为第10~100 ms的上升区;随着温度不断升高,液态熔核逐渐长大,电阻变小,动态电阻由最大值缓慢下降直到焊接结束,表现为第100~300 ms的缓降区。
2.2.2 有飞溅焊点动态电阻分析
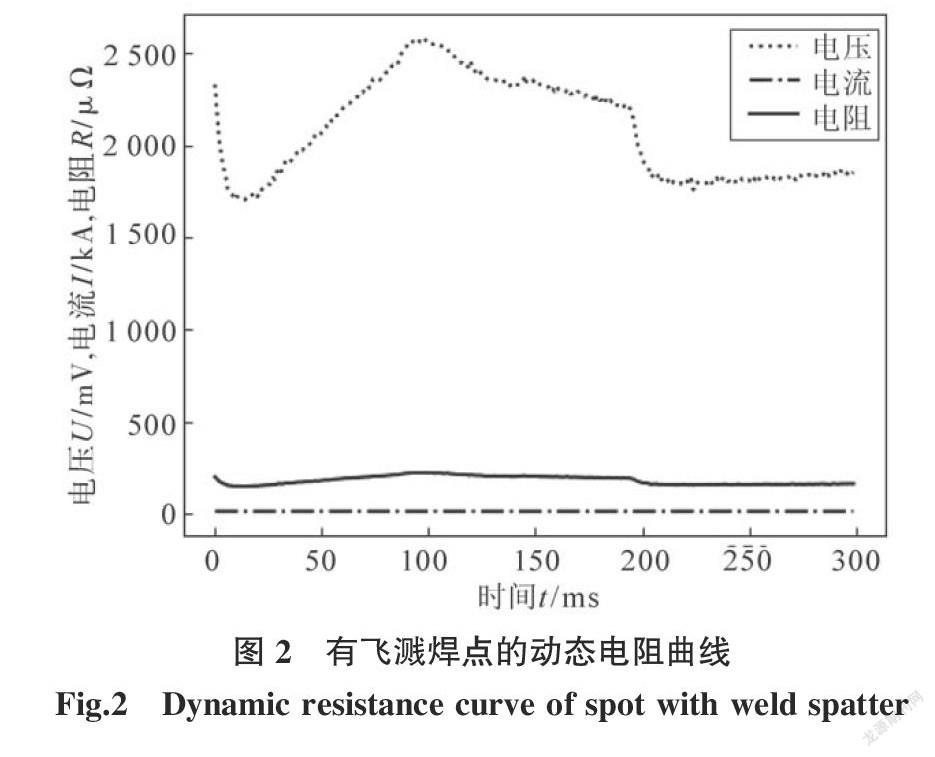
有飞溅焊点的动态电阻曲线如图2所示。在动态电阻缓降区,电阻下降得越多,说明熔化形成的液相金属越多。在不发生飞溅时,熔化的金属越多,熔核直径越大,但是如果塑性环失效就会发生飞溅,此时动态电阻会出现骤降,而且陡降变化越大,表明产生的飞溅越严重。
3 飞溅焊点特征值提取
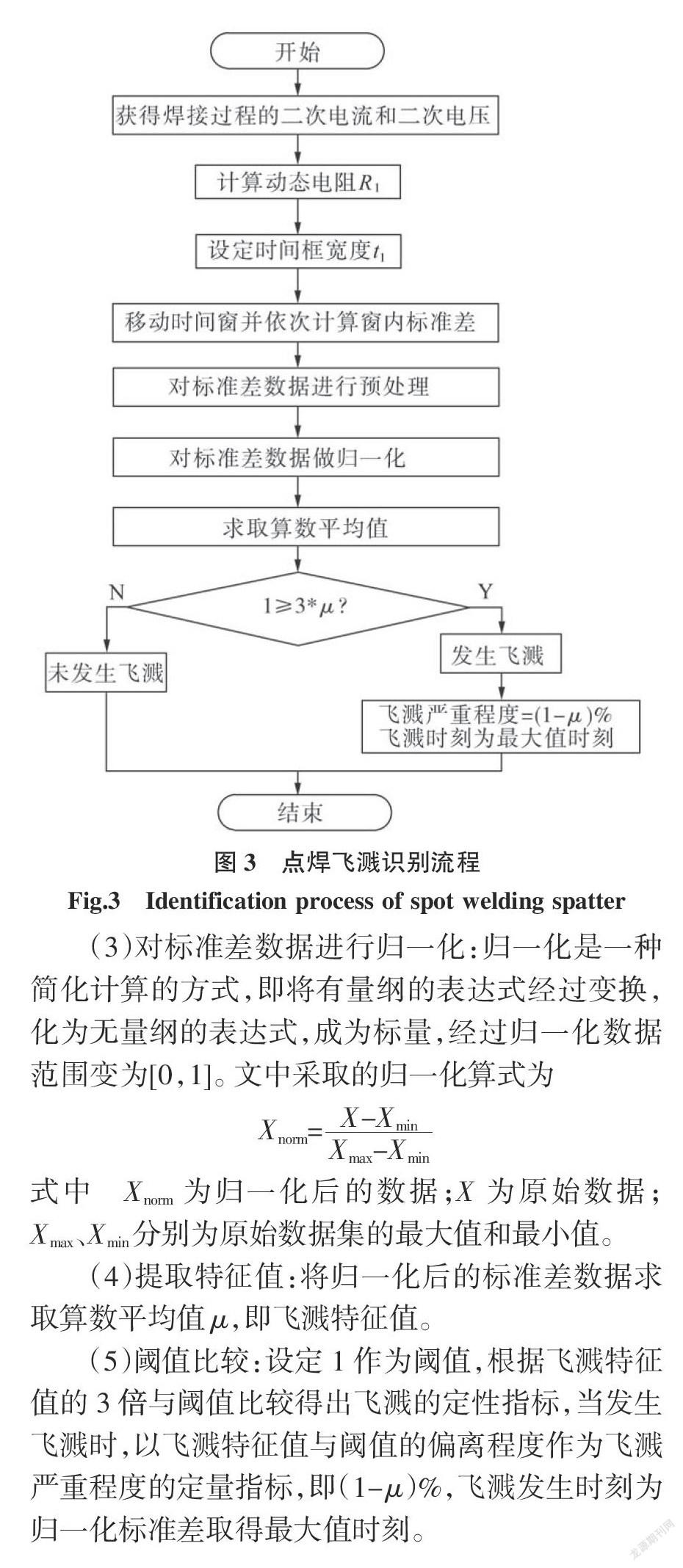
标准差的定义是总体各单位标准值与其平均数离差平方的算术平均数的平方根,反映了组内个体间的离散程度[9-11]。分析动态电阻信号特性可知,焊点发生飞溅时,动态电阻信号会发生骤降,且骤降时长通常持续10 ms。针对这一特点通过Python语言建立焊点飞溅识别模型,通过计算数据标准差和提取特征值,将特征值与阈值进行比较,得出是否飞溅以及飞溅的定量指标。该方法实现简单,计算速度快,可以方便地移植到各种MCU中,在控制器上即可实现焊点飞溅的在线识别,具体实现流程如图3所示。
(1)求取标准差数据:建立一个长度10 ms的时间窗,对时间窗内的动态电阻数据求取标准差,通过逐渐移动时间窗的方式依次计算整个动态电阻在对应时间窗内的标准差。
(2)对标准差数据进行预处理:一是通过前后对称补0将标准差数据长度补充到与动态电阻数据的长度相同;二是通过分析焊接波形可知,焊接前20%时间内焊点还未形成液态金属,不会发生飞溅,所以对焊接前20%时间范围内的标准差数据置0,滤除该段波形的干扰。
(3)对标准差数据进行归一化:归一化是一种简化计算的方式,即将有量纲的表达式经过变换,化为无量纲的表达式,成为标量,经过归一化数据范围变为[0,1]。文中采取的归一化算式为
式中 Xnorm为归一化后的数据;X为原始数据;Xmax、Xmin分别为原始数据集的最大值和最小值。
(4)提取特征值:将归一化后的标准差数据求取算数平均值μ,即飞溅特征值。
(5)阈值比较:设定1作为阈值,根据飞溅特征值的3倍与阈值比较得出飞溅的定性指标,当发生飞溅时,以飞溅特征值与阈值的偏离程度作为飞溅严重程度的定量指标,即(1-μ)%,飞溅发生时刻为归一化标准差取得最大值时刻。
4 试验结果
针对镀锌板电阻点焊过程,开展点焊过程参数在线监测及焊点飞溅在线评估,通过选取一定量的点焊试片进行焊接试验,将系统识别结果与实际焊点飞溅情况进行对比,验证镀锌板电阻点焊飞溅识别系统的稳定性、可靠性及准确性。
4.1 无飞溅焊点的系统识别的验证
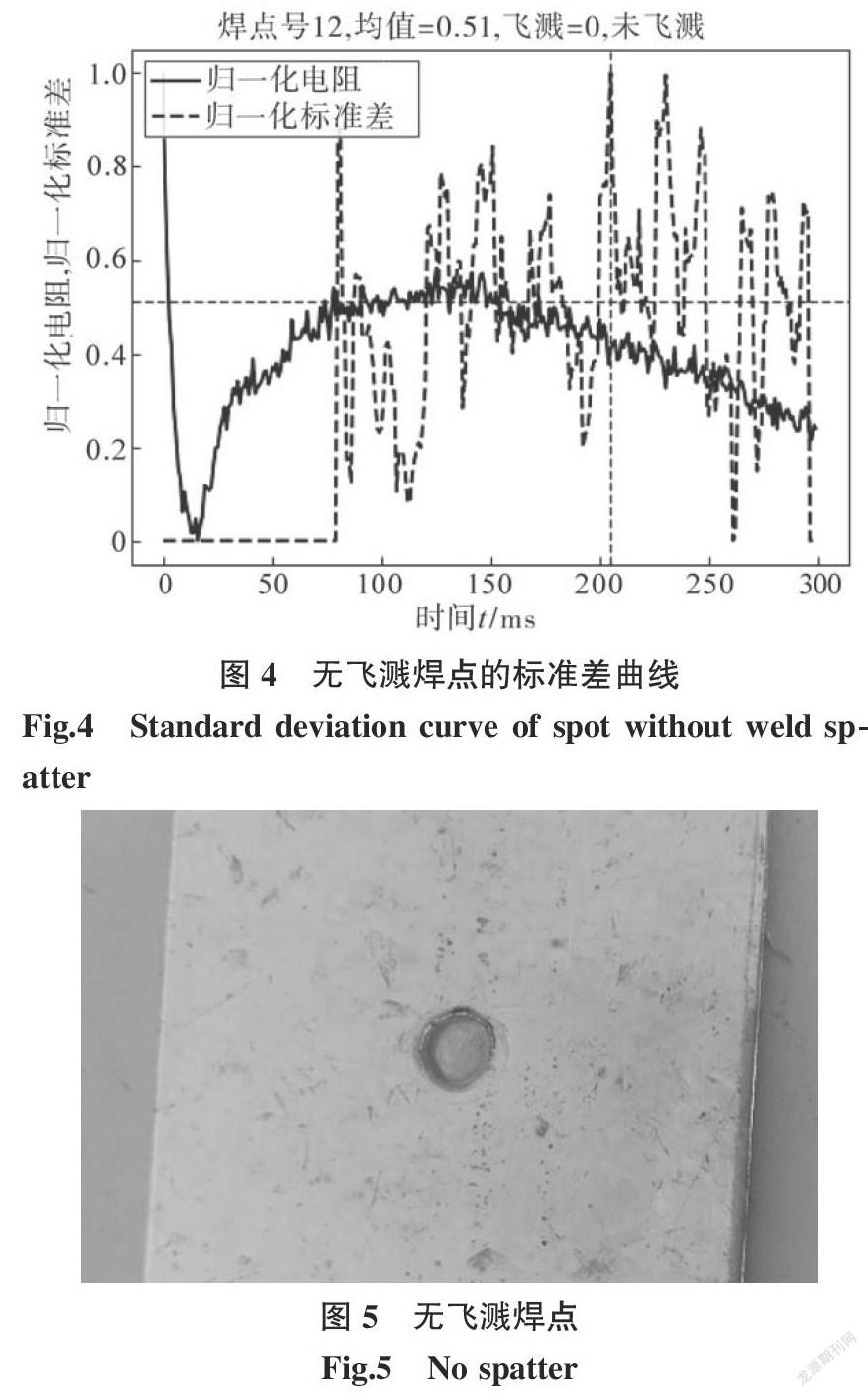
为了便于动态电阻与标准差波形的观察比较,系统将动态电阻也进行了归一化,系统识别合格焊点波形如图4所示。图中横轴虚线为提取的飞溅特征值,为0.51。由于飞溅特征值3μ>1,系统识别为未飞溅。为验证系统的可靠性,对该焊点进行观察后发现,焊点表面未发生飞溅(见图5),与系统识别结果一致。
4.2 有飞溅焊点的系统识别的验证
系统识别飞溅焊点波形如图6所示。图中横轴虚线为提取的飞溅特征值,为0.121 7。由于3μ<1,故系统识别为飞溅。为验证系统的可靠性,观察该焊点后发现其表面发生飞溅(见图7),与系统识别结果一致。图6中竖轴虚线表示所识别出的飞溅发生时刻为第198 ms且飞溅严重程度为87.83%,与动态电阻曲线骤降最严重处相吻合。通过多组试验对识别系统进行反复验证,焊点飞溅信息识别准确,效果理想,具有良好的工程应用价值。
5 结论
(1)镀锌板电阻点焊动态电阻曲线可分为陡降区、上升区、缓降区。无飞溅焊点动态电阻曲线达到上升区峰值后呈现缓慢下降。飞溅焊点动态电阻曲线在缓降区发生骤降,持续约10 ms。
(2)提出一种通过时间窗对动态电阻进行划分求取标准差并以标准差的算数平均值作为飞溅特征指标的方法,通过与阈值比较,可以有效地识别焊点飞溅,并给出焊点飞溅的定量指标。
(3)该焊点飞溅识别方法实现简单,计算速度快,可以方便地移植到各种MCU中进行边缘计算,实现在控制器中对焊点飞溅的在线识别。
參考文献:
[1] 周岚,於建伟,曹静. 电阻点焊质量监控技术的发展现状及趋势[J]. 电焊机,2008,38(12):37-40.
[2] 曾鸿志,单平. 电阻点焊过程及质量控制方法的研究进展[J]. 焊接技术,2000,29(5):1-3.
[3] MESSLER J R. Review of control systems for resistance spot welding:past and current practices and emerging trends[J]. Science & Technology of Welding & Joining,1996,1(1):1-9.
[4] 王亚荣,张忠典,冯吉才. 电阻点焊过程中的动态电阻的变化规律[J]. 电焊机,2006,36(2):42-44.
[5] 刘照伟,杨立军,史彩云,等. 电阻点焊质量监控技术的发展现状和趋势[J]. 电焊机,2006,36(9):1-3.
[6] 包 晔,朱振友. 镀锌钢板白车身的点焊喷溅问题[J]. 焊接,2005(7):27-29.
[7] 胡心彬,万斌,董仕节,等. 汽车用镀锌钢板电阻点焊工艺参数的优化[J]. 热加工工艺,2010,39(23):206-207.
[8] 文申柳,余滕义,王非森,等. 焊接电流对镀铝锌钢板点焊接头质量的影响[J]. 热加工工艺,2009,38(11):134135,137.
[9] 张军,黄东龙,李强,等. 基于嵌入式系统的电阻点焊飞溅信息在线判读[J]. 电焊机,2011,41(10):21-24.
[10] 吕恕,朱宏. 统计数据中异常值的检验方法讨论[J]. 东北师大学报(自然科学版),1993(3):27-31.
[11] 赵慧,甘仲惟,肖明. 多变量统计数据中异常值检验方法的探讨[J]. 华中师范大学学报(自然科学版),2003,37
