对某城际车横梁电机吊座组装研磨量的研究
2020-09-10梁师齐商浩
梁师齐 商浩

摘 要:发现并解决横梁电机吊座组装研磨量问题,并对焊接工艺进行改进,可以更好的确保组装可靠性。文中,就某城际车横梁电机吊座组装研磨量进行分析,为提升转向架产品质量、可靠性及服役安全提供借鉴。
关键词:电机吊座;研磨量;产品质量
中图分类号:U266 文献标识码:A
0 引言
在某城际车试制过程中,由于尺寸匹配的变更,电机吊座局部研磨量过大,造成大量的人力物力浪费,同时由于人工研磨,会存在研磨后坡口尺寸不对,存在较大的质量隐患。发现和解决横梁电机吊座组装研磨量的问题、并落实改进焊接工艺显得尤其必要。[1-2]本论文的重点放在降低研磨量上,找出根本原因,制定预防措施,落实优化技术要求,最终提高焊接构架尺寸精度,提升转向架产品质量、可靠性及服役安全。
1 问题描述
在工作中发现电机吊架围板与横梁干涉,上盖板与横梁干涉,无法将电机吊架调整到位。为了满足尺寸要求,员工采用砂轮片将干涉部位研磨掉。研磨过程中耗费大量的人力物力,研磨后还要对破口进行修复,将坡口研磨至设计角度,以满足焊接要求。为了解决此处研磨,消除不必要浪费,从横梁组装要求入手,分析各组件放量要求,同时对照要求检验相关组件,查找影响研磨量的关键要求,加以改进。
为了了解研磨的具体现状,统计第一列车研磨数据,记录研磨尺寸。
根据统计,电机吊架研磨量为3 mm。其中,研磨量高于3 mm的总共4根,占总数25%。
因此,若能通过尺寸链优化,通过放量将电机吊架尺寸减少3 mm,将能取消75%的研磨数量,大量减少研磨量。
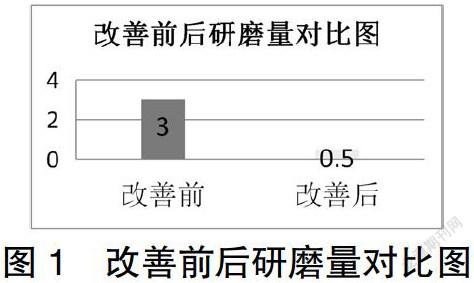
通过对相关影响因素的分析改進,消除掉3 mm的理论研磨量,将研磨数量由原来100%研磨,降低到25%研磨,由平均3 mm研磨量,降低至平均(3.5-3+4-3+3.5-3+3.5-3)/16=0.16 mm。
考虑受其他因素影响,我们将目标定为:改善后研磨量将至平均0.5 mm。改善后的研磨量对比如下图1所示:
2 问题的分析
根据人、机、料、法、环、测六个方面查找,分析发现造成电机吊座研磨尺寸偏差的原因主要有两个。
原因1:单件放量不能满足组装要求。针对圆弧板处研磨问题,校核电机吊架小件与钢管柱状要求校核,主要是横梁Y方向的尺寸偏差。经校核横梁组装558(+2.5,+3.5)尺寸,与横梁钢管中心300(+1.5,+2)+258(+1,+3)重合范围较小。如小件按照+1,+3控制,必然会造成Y方向研磨。
由以上分析可知,横梁的单件尺寸设计不符合实际组装要求,即单件放量不能满足组装要求,所以可以判定其为造成电机吊座研磨的主要原因之一。
原因2:组装基准不一致。Y向横梁组装卡片与电机吊架单件一致,均以横梁钢管为中心。Z向基准,查阅电机吊架单件划线,电机吊架Z向无基准,体现在:Z向只有档口尺寸,而敞口上下公差参考300.3自由公差(±2),一是公差区间过大,二是与横梁组装+1不符。当Z向在+2时,存在研磨情况。
由此可知,横梁组装基准与单件组装基准不一致,所以可以判定其为造成电机吊座研磨的另一主要原因。
3 制定对策
我们通过上部分分析可知,造成电机吊座研磨的主要原因有两个,我们针对这两个原因制定相应对策,具体对策见下表1:
4 对策的实施及结果
4.1 单件放量不能满足组装要求解决措施
4.1.1 具体措施
统计组装研磨及坡口间隙超差数据,通过制图软件模拟组装关系,综合分析各部位研磨量,形成优化建议。
4.1.2 实施步骤
首先,统计电机吊座各部位实际研磨量及间隙超差情况,其次,通过CAD验证电机吊座单件尺寸及组装关系,模拟电机吊座在横梁组装过程中与组焊工装及横梁钢管的位置关系,最后,通过对单件尺寸放量的调整,从理论上消除了环形部位的研磨。
通过模拟发现,电机吊架圆环处放量过大,会存在2 mm~3 mm的研磨,与现状一致。因此将电机吊架围板处尺寸减少3 mm,调整电机吊架组装、划线尺寸。
为实现上述目的,同步调整电机吊架围板单件加工尺寸、隔板下料尺寸,将电机吊架Y向尺寸整体缩减3 mm。
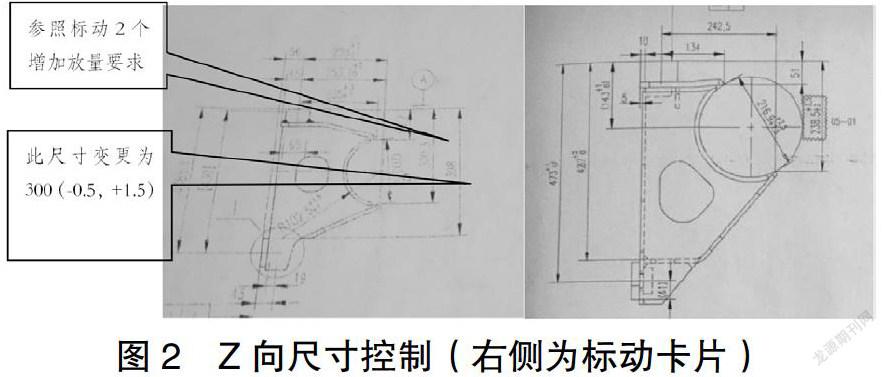
4.2 组装基准不一致解决措施
关于Z向基准不统一问题,我们考虑从统一基准入手解决该问题,具体实施过程,我们可以参考标动的调整经验,增加单件档口处Z向尺寸要求。具体的调整如下图:
4.3 实验结果分析
在本节的前两部分内容,已为电机吊座研磨的两个主要原因的解决,制定出了具体的解决措施,并要求外协厂家对未交付的物料按照新的标准进行调整。
随后对2列横梁电机吊架组装研磨情况及间隙进行统计。平均研磨量为0.19,研磨比例为5/16*100%=31%,研磨量在0.5以内的占94%,研磨量降低明显。并且在随后的批量生产过程中,研磨情况也保持稳定,再未出现过量研磨的情况。
5 总结
本论文首先从人、机、料、法、环、测六个方面查找出可能造成电机吊座研磨的两个主要因素,通过对这两个要素进行研究分析,制定并实施了相应的对策,通过对相应对策实施的结果分析可知,平均研磨量由3 mm降至0.19 mm,研磨比例由原来的100%降至现在的31%,大幅度地提升了生产效率,解决了生产的瓶颈。
参考文献:
[1]栗明,李新春.八轴机车电机吊座缺陷原因分析及工艺改进[J].机车车辆工艺,2019,56(03):50-51.
[2]赵海板,马振国,徐伟,等.动车组电机吊架焊接构件裂纹分析[J].金属热处理,2019,62(S1):233-237.
