石油化工设备在湿硫化氢环境中的腐蚀与防护措施
2020-09-10张彦杰
张彦杰
摘 要:石油化工生产中,化工机器和机械设备往往与各种酸、碱、盐等强腐蚀性介质接触,特别是化工原料油中硫元素含量越来越多,使得湿硫化氢环境引起的腐蚀问题日益突出。为此,本文在全面了解腐蚀原理的基础上,对湿硫化氢环境下石油化工设备腐蚀情况、影响因素进行了分析,并提出了几点防护措施。
關键词:湿硫化氢;石油化工设备;腐蚀原理
中图分类号:TE986 文献标识码:A
0 引言
腐蚀具有巨大的危害,可使珍贵的材料变为废物,如铁腐蚀成铁锈,使生产和生活设备使用寿命大幅缩减,过早报废,从而增加成本,甚至会造成严重的环境污染。在我国石油化工行业,多采用碳钢设备作为含H2S介质的生产装置,大多数装置投产后运转正常,但部分装置还存在因某些设备由于H2S腐蚀破坏而被迫停产检修,从而造成严重损失。设备运行是否安全,不仅是人们关注的焦点,更是经济、可靠、稳定运行的基础。
1 腐蚀原理
在湿硫化氢环境中,石油化工设备多会出现四种腐蚀情况,即氢鼓包(HB)、氢致开裂(HIC)、硫化氢应力腐蚀开裂(SSCC)和应力导向氢致开裂(SOHIC),四种腐蚀机理各有不同,如应力导向氢致开裂(SOHIC),此类开裂裂缝较为细小,多处于夹杂物和缺陷处,裂纹方向基本相同,是较为常见的一种腐蚀开裂情况。硫化氢应力腐蚀开裂(SSCC)则是指湿硫化氢分子会形成氢原子,当钢内进入氢原子之后,便会对钢内部造成影响,从而产生钢脆弱,导致应力开裂。氢致开裂(HIC)是指有氢气泡存于钢材内部,在压力增加的同时,较小的氢气泡则会逐步产生裂纹,随着时间的延长,裂纹将呈阶梯状连在一起,此时在表面的裂纹将呈带状分布,开裂程度越来越严重,危害越来越大,最终影响设备正常运行。氢鼓泡(HB)是指设备在被含硫化物腐蚀的过程中,将会有氢原子被分解出来,且涌入钢材内,并形成氢气,具有较大膨胀力,当分子聚集到一定程度时,将大大增加对外界的压力,并由此构成氢鼓泡,产生裂纹。一般情况下,这种裂纹多出现于设备内壁。一般情况下,这种腐蚀很难恢复,检修难度较大。在机械设备腐蚀过程中,设备的腐蚀反应过程如下:
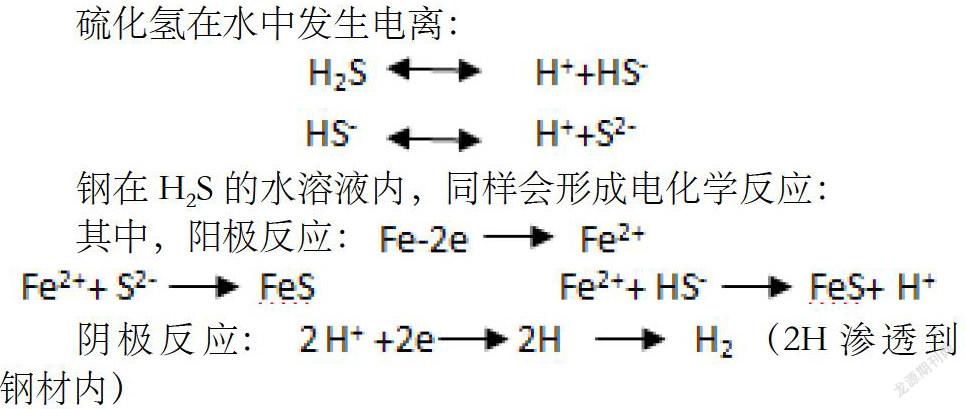
硫化氢在水中发生电离:
通过上述反应过程,在水溶液内硫化氢内的氢离子将被分解出来,由钢内获取电子之后,可还原为氢原子。氢原子的亲和力较强,极易结合起来并构成氢分子排出。若由硫化物、氰化物等存于环境内,将会影响氢原子的亲和力,甚至破坏氢分子产生的反应。这种情况下,钢内部极易渗入氢原子,并在晶格内溶解。氢原子溶解后,游离性极强,将会对钢材的流动性、断裂行为等产生不利影响,甚至出现氢脆情况。
2 湿硫化氢环境下石油化工设备腐蚀情况
本文以某石油化工单位为例,在生产过程中存有较高含量的硫元素。通过分析化工设备使用数据可知,产生腐蚀现象的化工设备介质中,均存有不同程度的硫元素。在提炼过程中虽已做了脱硫处理,但效果并不明显。因此,在此石油化工单位生产区域内湿硫化氢环境严重。结合相关资料及现场实际情况,得出化工设备腐蚀的直接原因为设备介质内硫化氢分子含量较高。
此外,在化工设备运行时,同时还存有其他因素,会促使局部应力加大,如设备磨损、晶间腐蚀、缝隙腐蚀等。或化工设备部件内的温度差异较大,从而形成温度应力。在应力和腐蚀环境的相互作用下,化工设备腐蚀问题严重。
3 湿硫化氢环境下石油化工设备腐蚀的影响因素
(1)pH值因素。pH值越接近中性、碱性,则钢内氢溶解量越低,其他情况下,均具有较高氢溶解量。当环境内存有大量氨离子,会进一步加剧硫化氢应力腐蚀敏感性,同时伴随pH值的增加进一步加大。当pH值较低时,CO会硫化氢应力腐蚀敏感性的加强,反之,则降低硫化氢应力腐蚀敏感性。介质内硫质量分数提升,则会加大硫化氢应力腐蚀开裂的敏感性。在催化裂化反应条件下,原油内的含硫化合物会形成H:S,此外,部分氮化物也将通过HCN形式的呈现,于湿硫化氢的腐蚀而言,HCN具有促进作用。
(2)氰化物碱性作用。介质内具有越高硫质量分数,产生硫化氢应力腐蚀开裂的可能性越大。在催化裂化反应条件下,原油内含硫化合物将构成H2S,且部分氮化物也将通过HCN形式的呈现,于湿硫化氢的腐蚀而言,HCN具有促进作用。在碱性的H2S+H2O溶液内,氰化物的主要作用包括2点,第一,对硫化铁保护膜的溶解,促使硫化氢腐蚀加剧,同时向金属表面渗透。第二,溶液内的缓蚀剂极易被氰化物溶解。钢内S、Ni、H质量分数增加,钢的强度及硬度将越来越高,这种情况下,极易被硫化氢的应力腐蚀。由于腐蚀类型各有不同,因此温度的影响程度也略有区别,一般情况下20℃为硫化氢应力腐蚀的最敏感温度,此温度以外,均可降低硫化氢应力腐蚀程度。
4 湿硫化氢环境下石油化工设备腐蚀防护措施
(1)合理选择材料。腐蚀环境下,硫化氢质量浓度不同,则选择的设备材料也有所不同。根据相关规范规定,要求在50 mg/L以上浓度时,选择抗拉强度小于414 MPa的碳锰钢或者碳钢材作为化工设备壳体。若50 mg/L以上浓度,且氰化物质量浓度在20 mg/L以上,则可采用碳锰钢或碳钢+0Cr13复合钢板作为化工设备壳体,同时采用0Cr13钢作为设备内部钢材。此外,还要有效提升钢制材料的纯度,合理控制锰元素、磷元素、硫元素等在钢制材料内的含量,避免在湿硫化氢环境下,化工设备受到严重腐蚀。
(2)规范制作工艺。在化工设备制作及安装环节,要求做到以下几点:
1)做好焊缝硬度控制工作。湿硫化氢环境下,一般需在200 HB以内控制焊缝硬度;
2)焊接时,需合理控制焊缝内合金的含量及成分;
3)完成焊接后,在热处理阶段,需采取科学、有效措施,预防焊接时出现残余应力;
4)在制作及使用化工设备过程中,要对化工设备定期进行探伤检查,多采用超声波、射线探伤技术。
(3)做好化工设备检查。在检测化工设备质量时,不仅要做好设备结构及表面部位的检测,还要详细检测设备厚度、硬度等参数。若发现存有质量问题,需及时找出原因,并严格按照相关规定,采取有效措施进行处理,从而最大限度降低设备的安全隐患。尤其是腐蚀问题,可通过对比缺陷种类、缺陷部位、缺陷数量等信息,来了解并判定设备的整体情况,若问题严重,便可采取处理措施进行问题解决。
(4)加大腐蚀控制力度。相关人员必须严格按照操作技术规范要求,及各项防腐蚀操作规程,做好各方面的防腐蚀控制工作,加强腐蚀控制力度。如数据监测、物料添加、缓蚀剂添加等环节一定要严格把关,若已出现腐蚀情况,可及时查明原因,判定腐蚀程度,具体问题具体分析,合理采取防腐措施,避免腐蚀加剧,危害设备正常运行。
5 结束语
综上所述,伴随石油化工行业的迅速发展,设备腐蚀问题也得到了人们的广泛重视。设备腐蚀不仅会影响设备运行,甚至会出现严重的安全事故。尤其是湿硫化氢环境下,石油化工设备腐蚀更加严重,为此,必须了解腐蚀原理,找出腐蚀原因及影响因素,只有这样才能保证采取的措施切实可行,才能提高防腐效果。
参考文献:
[1]马超.石油化工设备在湿硫化氢环境中的腐蚀与防护[J].黑龙江科技信息,2015,19(25):100.
[2]罗文山.浅析石油化工设备在湿硫化氢环境中的腐蚀与防护[J].黑龙江科技信息,2016,20(03):21.
[3]姚艾.石油化工设备在湿硫化氢环境中的腐蚀与防护[J].石油化工设备,2008,37(05):96-97.
[4]徐万喜.石油化工设备在湿硫化氢环境中的腐蚀与防护[J].化工管理,2016,29(16):196.
[5]王炎.石油化工设备在湿硫化氢环境中的腐蚀与防护分析[J].化工管理,2017,30(01):159.
