裂解炉超高压蒸汽管线焊口开裂原因分析及对策
2020-08-24孙博刘国刚于明杨会刚赵林杨培君
孙博 刘国刚 于明 杨会刚 赵林 杨培君
摘 要: 高压、超高压蒸汽管线是乙烯装置中常见的工艺管道,具有材质特殊、焊接要求高、焊接难度大等特点,它的焊接质量对生产的安全运行起着非常关键的作用。本文通过宏观形貌检测、材质分析、硬度检测、电镜分析等方法,对某80万t/a乙烯装置超高压蒸汽管线变径管处焊口开裂进行了分析研究。结果表明:开裂焊缝的热影响区硬度较高及熔合区存在的微观焊接缺陷造成焊接接头处的脆化,在热应力的作用下发生了脆性断裂。最后,针对上述情况提出相应的解决措施。
关 键 词: 蒸汽管线;材质;焊接;硬度
中图分类号:TQ221.21+1 文献标识码: A 文章编号: 1671-0460(2020)06-1249-04
Reason Analysis and Countermeasures of Cracking of Welding Joint of Ultra-high Pressure Steam Pipeline in Cracking Furnace
SUN Bo, LIU Guo-gang, YU Ming, YANG Hui-gang, ZHAO Lin, YANG Pei-jun
(Fushun Petrochemical Company Olefin Plant, Fushun Liaoning 113000, China)
Abstract: High-pressure and ultra-high pressure steam pipelines are common process pipes in ethylene plants. They have special materials, high welding requirements and high welding difficulty. Their welding quality plays a very key role in the safe operation of production. In this paper, the crack of the welding joint of the stepped pipe of ultra-high pressure steam pipeline in a 800 kt/a ethylene plant was investigated and analyzed by macroscopic morphology, material analysis, hardness test, electron microscope analysis. The results showed that the high hardness in the heat impact zone and the defect in the weld zone caused the brittle joint, and the brittle fracture occurred under the heat stress. At last, corresponding solutions for the above problems were put forward.
Key words: Steam line; Material; Welding; Hardness
采用美國斯通韦伯斯特S&W公司专利技术的某80万t/a乙烯装置,锅炉给水是在经过裂解炉的对流段省煤器预热后送入汽包,锅炉给水通过热虹吸作用,从汽包下部接口管线进入废热锅炉进行加热,吸收热量汽化后回到汽包,饱和高压蒸汽经汽包上方管道到达SS蒸汽过热模块再次过热,形成温度为520 ℃、压力为12 MPa的超高压蒸汽SS,输送到SS管网,供给裂解气压缩机使用。SS系统已使用7年,之前从未出现任何异常问题。
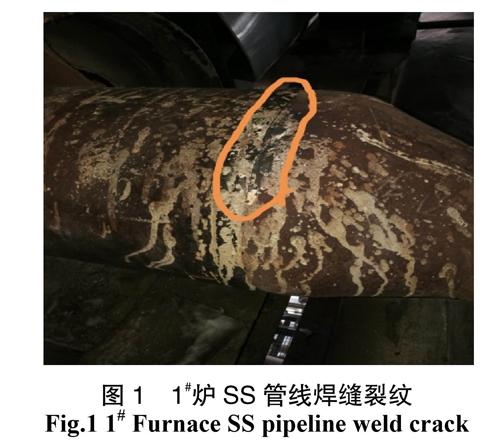
2019年8月某日,在1#炉4层平台有泄漏声响,检查确认为SS管线泄漏,发现位于SS对流段出口12"集合管与到SS并网阀管线的变径连接焊缝熔合区位置,沿焊缝边缘出现大约150 mm成直线形状的脆性断裂裂纹,如图1所示。
查阅该焊道历史资料,焊道为异种钢焊接。SS蒸汽过热模块出口集合管为12"管线,材质为SA312 TP347H,壁厚为25.4 mm。SS线变径为12×8"偏心大小头,材质为SA234GR.WP91,壁厚25.4/18.26 mm。焊接采用ERNiCr-3焊丝打底,ENiCrFe-2焊条盖面。管道焊接工艺评定在2011年经过试验取得,并于2011年焊接完成,没有做热处理,经无损检测RT检测一次合格,之后进行水压试验。
裂解炉在升温过程中,超高压蒸汽SS的温度和压力随裂解炉热负荷的升高而升高,日常操作中严格按照S&W操作规程中的要求控制裂解炉的升温速度,一般在50~75 ℃·h-1之间,在SS温度达到480 ℃、压力达到12 MPa时进行并网,通过DCS查看该炉180 d的运行趋势,这段时间内裂解炉各项运行参数均正常,退油、烧焦、投油等操作过程中没有产生超温超压的情况。
经现场检查,变径后的8"管线沿管线方向有20 mm位移,对该管线进行测厚,检测结果为12"集合管与大头处壁厚为25.1~25.4 mm,8"管线及小头处壁厚18.9~20.7 mm,检测结果全部符合要求。
初步判断造成裂纹产生的原因可能为:一是工作状态下的热应力影响,因异种钢焊接,并且该焊道处在变径和热流体冲刷受力集中区,在焊道热影响区和熔合区易产生疲劳裂纹,也可能是管线长期在高温下运行,在焊道处产生了应力腐蚀和晶间腐蚀而形成了裂纹;二是焊前预热和焊后冷却等控制不好形成延迟裂纹,焊缝的熔合区是最薄弱位置,该位置在焊接过程时很容易形成富氢区,氢含量偏高是产生延迟裂纹的根本原因,另外该焊接工艺不需要热处理,怀疑存在焊接残余应力;三是母材和焊材材质可能存在质量问题。
1 检测分析
1.1 宏观检查
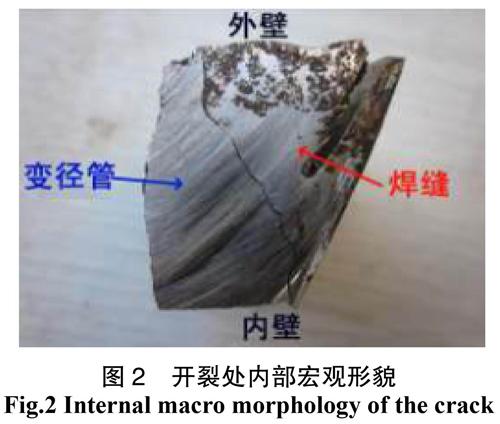
样块是从SS管线焊缝裂纹处切割下来的,该样块由变径管和焊缝构成,在图2中可以看出产生的裂纹在焊缝处,且裂纹已贯通管道的外壁至内壁。
样块是由两个部分组成的,即相互匹配的两个断口部件,在样块的断口面上没有发现塑性变形痕迹,确定该断裂性质为脆性断裂,断口呈现出多层多道焊的“鱼鳞状”形貌,见图3。
1.2 材质分析
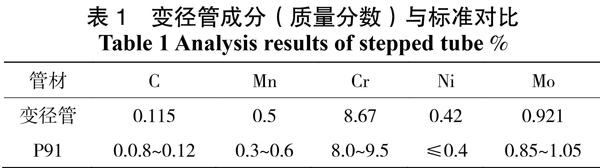
因为产生的裂纹在变径管与焊缝的熔合线处,所以对焊缝和变径管材质进行分析。材质分析的结果表明,焊缝材质为镍基合金(w(Ni)>50%),变径管材质成分符合P91钢的标准要求,其分析结果见表1。
1.3 金相分析
在焊缝和变径管上分别切取试验样品,将样品预磨、抛光、腐刻后,在显微镜下观察分析。利用显微硬度计,对从焊缝和变径管上取下的样品进行硬度(HV)测试。在焊缝与变径管开裂处,焊缝部分样品的金相组织显示为枝晶状铸态奥氏体组织,变径管部分样品的金相组织显示为板条状马氏体组织,在两者开裂处表面还有一个暗黑色且外较疏松、内较致密两部分的产物层。焊缝硬度为236.9HV0.2/10,变径管硬度为389.2HV0.2/10,硬度超标,见表2。
1.4 电镜及能谱分析
变径管侧断口鱼鳞坑内的产物有层状剥落和开裂,说明这些产物与变径管母材之间的结合不牢固。能谱分析表明,变径管侧断口表面产物主要由Fe、O 元素构成,是铁的氧化物,另外还有少量C、Al、Cr、Mn、Cu等,其中Cu的质量分数较高。焊缝与变径管的开裂处各自表面均有一个产物层,而且产物层的颜色相同,因此推测其成分也可能是相同的。对焊缝与变径管在开裂处各自表面产物层的能谱分析表明,这个表面层的成分是相同的,主要由Fe、O 元素构成,与变径管表面能谱分析结果是一致的,还有C、Cr、Ni。对焊缝的能谱分析表明,焊缝成分以Ni 为主,还有Cr、Fe、Mn、C等。对变径管的能谱分析表明,变径管成分为含9%Cr-1%Mo的Fe基合金,与对变径管材质分析的结果是相符的。
2 综合分析
P91钢是一种新的合金耐热钢种,化学成分与国标10Cr9Mo1VNb相近,该钢种是在9Cr-1Mo钢材的基础上融入了V、Nb、N等金属元素形成的,其中含量较高的合金元素为Cr、Mo。P91钢中合金元素含量较高,比普通的铬钼合金钢高很多。Cr元素的氧化产物在金属表面能生成致密的保护膜,由于比较致密,不易分解,保护膜可以提高钢的耐蚀性,而且因Cr熔于Fe3C后,有效阻止了碳化物的分解和减缓碳在铁素体中的扩散,提高了碳化物的热稳定性,防止金属石墨化。Mo元素是钢中的主要元素,起到了强化作用,Mo进入到固熔体使其强化,提高金属的热强性,同时降低热脆敏性。Cr、Mo含量的增加在提高钢热强性和蠕变强度的同时,使钢的淬硬性显著地提高,也增加了裂纹的敏感性。当焊缝的温度被冷却到较低时,金属的金相组织开始由奥氏体向马氏体转变,在这种温度以下发生的裂纹称为冷裂纹。冷裂纹现象中日常较为常见的为延迟裂纹,也就是焊接过后的一段时间内产生的裂纹,这是因为氢元素在金属中的扩散和聚集需要一段的时间。根据金属焊接性碳当量法,P91钢的碳当量CE=2.0%~2.38%,而当CE>0.45%就易产生冷裂纹。研究表明P91钢在不预热条件下焊接,裂纹达100%;在预热200 ℃以下焊接,无论用焊条电弧焊或用钨极氩弧焊在焊缝内部或者表面可能会产生裂纹,并具有冷裂倾向;预热200~250 ℃时可避免冷裂纹的产生,而且焊后还必须进行相应的热处理[1-2]。由此可见,P91这种钢材的焊接性能差,必须在预热后再施焊,并在焊接后进行缓慢冷却处理以及焊接后焊缝做热处理。再热裂纹现象在P91这种材质焊接加工时很容易出现,所以在合金钢焊接时消除应力及热处理尤为关键。
TP347H为奥氏体不锈钢,稳定性特别好,可以长期在427~816 ℃高温环境下使用,有良好的抗粒间腐蚀的能力,有优良的抗氧化性能和耐腐蚀性能,有良好的组织稳定性能,相比其他金属具有更佳的抗蠕变应力和抗应力破裂性能,奥氏体不锈钢的膨胀系数是低碳钢2倍,但是碳钢的热导率是不锈钢的3倍。因为奥氏体不锈钢的特殊性能,所以在焊接过程时可能会发生焊接变形,特别是在与异种钢焊接时,因热导率和膨胀系数在两种金属材料中存在较大差别,因此会有残余应力产生,这成为焊接接头产生裂纹的主要原因之一。
由于超高压蒸汽管线出口处是用ERNiCr-3焊丝打底、ENiCrFe-2焊条盖面将P91钢变径管与TP347H鋼蒸汽管道焊接而成,导致出口焊缝处成为3种不同材料的熔合体。焊缝为铬镍铁基合金金相组织,为奥氏体基体和共晶碳化物组成,蒸汽管线是奥氏体不锈钢,金相组织呈现固熔奥氏体组织结构,两者金相组织相近,两者之间焊接熔合良好,在焊缝和热影响区未出现开裂现象。P91材质为珠光体耐热钢,对于焊缝与P91变径管之间的焊接熔合,因P91钢的焊接性较差,焊接后不进行热处理、或没有预热到标准规定的温度、在焊接时是否有效地控制了层间温度等,使得变径管侧焊缝热影响区的硬度值达到了389.2HV0.2/10(HB380),超过了P91钢焊缝及热影响区的硬度必须小于HB250的规范要求[3]。根据P91钢的热处理规范,只有焊后热处理温度达到760 ℃左右,并经过充分的保温后[4],才能使P91钢的硬度降低至HB250以下。虽然管线使用温度在530 ℃,但显然在此温度下是不可能使变径管焊缝热影响区的硬度降低到HB250以下的。
焊缝变径管侧热影响区的较高硬度,增加了焊接接头处的脆性和应力集中,使得该部位易于产生冷裂纹、熔合区脆化等[5]。在裂纹两侧边缘形成的氧化层,则可能是P91与TP347H异种钢焊接时,在变径管侧焊接接头熔合界面存在的微观热裂纹缺陷,这些缺陷的存在增加了焊缝的脆性,降低了焊缝的承载能力和强度,使得该部位易于脆性开裂。
P91与TP347H这个异种钢焊接接头,在装置启停和运行过程中,还会受到由于异种钢接头母材和焊缝线膨胀系数不一致而产生的热应力。镍基合金焊缝和TP347H蒸汽管的金相组织都是奥氏体,与变径管P91的金相组织珠光体比较,镍基合金焊缝和TP347H的热导率较小,线膨胀系数较大。在同一温度环境下,由于金属的膨胀系数越大,金属的膨胀量就越大,从而产生的热应力也就越大。因此,这个由于不同金属材料之间因线膨胀系数不一致而产生的热应力,也会对原本就已经有脆化因素的焊接接头,增加了促进发生开裂的作用。
由此可见,使用镍基合金焊条作为P91钢变径管与TP347H蒸汽管异种钢焊接接头的主要焊接材料,在焊缝变径管侧熔合区产生了较高硬度脆化层,以及微观热裂纹等缺陷,是导致焊缝处发生脆性断裂的主要原因。
3 结 论
1)焊缝金属为镍基合金,变径管材质符合P91 钢的标准成分。
2)焊缝金相组织为枝晶状铸态奥氏体,硬度为236.9HV0.2/10;变径管金相组织为板条状马氏体,硬度为389.2HV0.2/10,硬度超标。
3)SS蒸汽管线出口开裂位置在镍基合金焊缝与P91变径管的焊接熔合处,为脆性裂纹。焊缝变径管侧热影响区的较高硬度及焊缝熔合区存在的微观热裂纹缺陷造成焊接接头处脆化,在热应力的作用下,发生了脆性断裂。
4 建 议
现场施工应选择为管道内充氩气保护,为确保焊缝背面的良好成形,采用手工氩弧焊打底。因为P91钢材为珠光体耐热钢,TP347H钢材为奥氏体不锈钢,两者之间焊接为异种钢焊接,所以选择相应的焊材特别关键,既要能够与两种母材相融且不易产生裂纹,还要热膨胀系数介于两种母材之间,故选择铬镍铁基合金填充金属,选择ERNiCr-3焊丝和ENiCrFe-2焊条。先在两种母材之间开Y形坡口,焊接时预先将P91母材预热到200~250 ℃,用ERNiCr-3焊丝堆焊隔离层,堆焊结束后控制200 ℃/h的升温速度升至760 ℃并保温2 h,然后控制200℃·h-1的速度降温(图4),经过热处理,可以使P91母材最容易产生缺陷的焊缝,在较小的焊接应力下熔合,待降到常温后,使用ERNiCr-3焊丝在已加工好的Y形坡口底部进行手工氩弧焊打底,着色检验合格后,使用ENiCrFe-2焊条盖面焊接,盖面时控制好层间温度。焊后检测焊缝硬度及热影响区的硬度,平均硬度应小于HB250。采用先堆焊隔离层再填充焊缝的方法(图5),能有效降低P91母材侧焊缝的缺陷产生,并使得隔离层与TP347母材之间的焊接变的也容易得多了。
P91钢在焊接时,如果选用的焊接工艺和焊接措施不正确,导致焊缝失效的可能性很大;如果在预热、施焊和热处理等过程中温度、电流和时间等参数选用不合适,也会造成焊接部位变成马氏体,焊道的脆化性和开裂敏感性增加,焊接部位的力学性能被降低。
为了验证P91焊件正确的焊接工艺参数,焊接前必须进行严格的焊接工艺评定,这样可以预判在实际的焊接过程中可能出现的各种焊接问题,在实际焊接过程时务必严格遵照工艺要求进行施工,只有这样才能有效地控制焊缝、热影响区及母材的硬度在标准规定的范围内。
参考文献:
[1] 于彬,林鹏.A335 P91马氏体耐热钢焊接工艺研究[J]. 热加工工艺,2009,38(15):140-141.
[2] 陶志岐.SA335-P91 钢焊接工艺及焊接注意事项分析[J]. 河北電力技术,2008,27(3):50-52.
[3]李益民,杨百勋,崔雄华,等. 9%~12%Cr 马氏体耐热钢母材及焊缝的硬度控制[J]. 热力发电,2010,39(3):57-60.
[4] 王然,贺明贤. 热处理对T91 钢金相组织及显微硬度的影响[J]. 金属热处理,2000,25(11):6-8.
[5]张艳飞,田力男,田峰,等.主蒸汽管道异种钢焊缝断裂失效分析[J]. 焊接技术,2014,43(6):61-63.
