多产化工原料型加氢裂化催化剂的工业应用
2020-08-24李顺新刘昶郭俊辉郝文月王凤来
李顺新 刘昶 郭俊辉 郝文月 王凤来

摘 要:介绍了中国石化大连石油化工研究院(FRIPP)开发的多产化工原料型FC-46加氢裂化催化剂在0.9 Mt/a加氢裂化装置上的应用情况,并对运行数据进行了分析。工业应用结果表明:FC-46催化剂具有较高的活性和目的产品选择性,在加工较为劣质的原料油和较低压力下,可以多产芳烃潜含量较高的重石脑油和BMCI值较低的尾油,为炼化企业催化重整装置和蒸汽裂解制乙烯装置提供优质进料,实现多产化工原料的目标。
关 键 词:加氢裂化;催化剂;产品选择性;化工原料
中图分类号:TQ 624.9 文献标识码: A 文章编号: 1671-0460(2020)06-1225-04
Industrial Application of Hydrocracking Catalyst for High Yield Chemical Raw Material Production
LI Shun-xin1, LIU Chang2, GUO Jun-hui2, HAO Wen-yue2, WANG Feng-lai2
(1. Sinopec Catalyst Co., Ltd., Beijing 100029, China;
2. Sinopec Dalian Research Institute of Petroleum and Petrochemicals, Dalian Liaoning 116045, China)
Abstract: FC-46 catalyst for high yield chemical raw material production developed by FRIPP has been commercialized in 0.9 Mt/a hydrocracking unit. The results of industrial application show that FC-46 catalyst has high activity and product selectivity. Under the condition of poor-quality feedstock and low pressure, it can be used to produce high yield heavy naphtha with high aromaticity and unconverted oil with low BMCI value, which can meet the demand of catalytic reforming and steam cracking feedstock for ethylene production, and achieve the goal of producing more chemical raw materials.
Key words: Hydrocracking; Catalyst; Product selectivity; Chemical raw material
近年来,我国经济发展迅速,市场对于基础化工原料如三烯(乙烯、丙烯和丁二烯)和三苯(苯、甲苯和二甲苯)等的需求急剧增加。据报道,2019年全国乙烯当量消费延续高增长态势,增速達到了6.4%。传统的常减压蒸馏已经无法满足现阶段化工原料的供给平衡,市场的需求带动化工原料产能的迅速扩张,国内的化工轻油如石脑油等的生产原料缺口不断增大[1]。专家预测,今年我国对于催化重整和蒸汽裂解原料油的需求量为87 Mt,而当前国内产能仅为61 Mt,存在26 Mt的缺口。
加氢裂化技术对加工原料具有较强的适应性,实际生产中可操作的空间大,产品方案灵活,目的产品选择性高,生产过程环保,已经成为现代石油化工行业最重要的加工工艺之一。加氢裂化装置所生产的重石脑油硫和氮含量低,芳烃潜含量较高, 是非常优质的催化重整装置进料;加氢裂化反应中原料油所含的大部分多环芳烃会发生开环转化反应,生成的链状烷烃富集在尾油产品中,其BMCI值一般在15以下,可以作为理想的蒸汽裂解制乙烯原料。针对目前传统的炼化企业面临向化工型企业转型发展的形势,加氢裂化技术将扮演越来越关键的角色[2-5]。
经历几代人的不断努力,中国石化大连石油化工研究院(简称FRIPP)开发出一系列性能不同的加氢裂化催化剂,满足不同时期炼化企业的生产要求,为我国加氢裂化领域的发展做出了重要的贡献[6-7]。近年来,为了满足炼化企业对于高芳潜重石脑油和低BMCI值加氢裂化尾油的急切需求,FRIPP开发出多产化工原料型加氢裂化催化剂,编号为FC-46[8-10]。
1 FC-46加氢裂化催化剂介绍
1.1 开发路线
为了实现多产化工原料的目标,加氢裂化催化剂需要同时具备较高的裂化活性和加氢活性,同时对于原料油中的多环环状烃具有高效的开环转化能力。基于上述思路,通过一系列适宜的改性方法,制备出具有高酸度和酸量且孔道开放的分子筛,有利于裂化反应过程中油分子的吸附脱附和扩散,提高了裂化活性,同时有效改善了催化剂对环状烃的选择性开环性能。制备过程中,活性金属组分在催化剂载体上均匀分散,所制备催化剂的加氢活性和裂化活性匹配更加合理,金属的有效硫化度大幅度提升,在提高催化剂的加氢性能的同时,进一步提高了催化剂的选择性,从而有效改善产品质量。
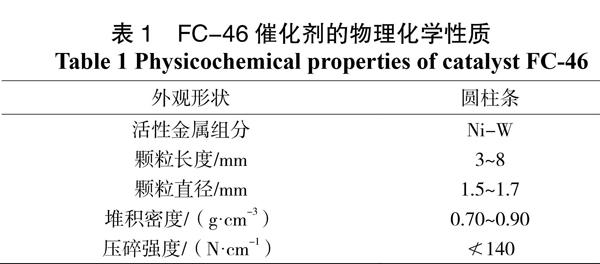
1.2 物化性质
FC-46催化剂以镍和钨作为活性金属组分,以特制改性的分子筛作为裂化组分,采用UDRM新技术制备而成,在深度转化原料油分子的同时,可以有效改善产品质量,生产优质的高芳潜重石脑油和低BMCI值尾油等化工原料。表1给出了FC-46的物理化学性质。
图1给出了FC-46催化剂和同类型参比催化剂的孔径分布。从图中可以看出,FC-46催化剂的孔径分布主要在30~100 ?,孔分布较为集中,平均孔尺寸在70 ?左右,而参比催化剂的孔分布较为分散,范围为20~150 ?,平均孔尺寸为50 ?。这表明,与参比催化剂相比,FC-46催化剂的有效孔尺寸增大,孔结构更为合理畅通,可以促进反应物的吸附和传递以及产物的脱附和扩散,从而有效提高了目标产物的选择性,改产加氢裂化产品质量。
2 FC-46催化剂的工业应用
2.1 工业装置情况
某炼油厂现有一套0.9 Mt·a-1的加氢裂化装置,工艺流程为一段串联一次通过,加工原料油为减压蜡油与焦化蜡油的混合油,主要生产加氢裂化尾油,为乙烯装置提供优质进料,同时兼产轻石脑油、重石脑油和柴油产品。该装置本周期采用FRIPP开发的多产化工原料型催化剂FC-46之后,加氢裂化尾油的BMCI值进一步降低,生产出优质尾油,兼产重整原料和低凝清洁柴油组分,实现了装置在低能耗、低氢耗条件下运行的目的。
2.2 催化剂的硫化
由于催化剂在硫化态下才具有催化活性,而所装填催化剂为氧化态,因此在使用之前需要对催化剂进行硫化。本周期催化剂的硫化采用化学毒性小的二甲基二硫(DMDS)作为硫化剂,硫化方案为干法硫化。DMDS可以在氢气作用下发生如下反应:
C2H6S2+3H2=2H2S+2CH4。
FC-46加氢裂化催化剂的金属活性组分为NiO和 WO3,在硫化过程中与硫化剂氢解生成的H2S发生反应,具体过程如下:
3NiO + 2H2S + H2 = Ni3S2 + 3H2O,
WO3 + 2H2S + H2=WS2 + 3H2O。
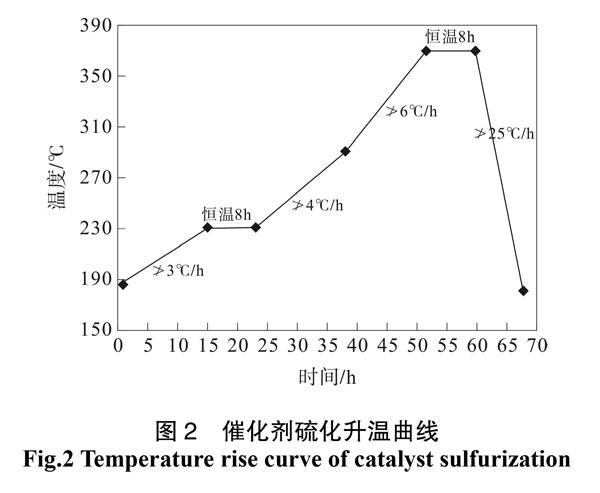
当反应系统具备条件后,精制反应器入口温度提升至185 ℃,启动主流泵,向反应系统注硫,硫化过程中升温曲线见图2。注硫稳定后,以3 ℃·h-1的升温速率提升反应器入口温度至230 ℃,恒温8 h,期间为了防止温度过高导致催化剂活性金属被氢气还原,在硫化氢穿透反应器前,入口温度控制在220 ℃左右。230 ℃恒温阶段,循环氢中硫化氢的体积分数为0.2%~1%。恒温结束后,以4 ℃·h-1的升温速率提升入口温度至290 ℃,随后以6 ℃·h-1的升温速率向370 ℃升温,期间调节注硫量的大小,控制循环氢中硫化氢的体积分数维持在0.5%以上。精制反应器入口温度升至370 ℃后,恒温8 h,恒温期间,循环氢中硫化氢的体积分数为1.2%~2.5%。恒温结束后,以25 ℃·h-1的降温速率将入口温度降至180 ℃,硫化过程结束,历时约70 h。
2.3 催化剂钝化和切换原料
为了稳定硫化后新鲜催化剂的初活性,一般需要注氨对催化剂进行钝化操作。在本次开工过程中,注氨钝化和切换原料油操作同步进行。催化剂硫化结束,将精制反应器入口温度降至180 ℃,启动进油泵,向系统中引入开工油。开工油采用一次通过流程,当开工油进入催化剂床层后,油在催化剂上产生吸附热,导致反应器产生了几十度的温度波动。开工油穿透反应器后,启动注氨泵向反应系统注氨钝化,期间保持精制反应器和裂化反应器入口温度为230 ℃,恒温等待氨穿透。注氨9 h后,检测到高分水中氨的质量分数为2 000 μg·g-1,液氨穿透催化剂床层,开始升温,同时降低注氨量。
待反应器入口温度提升适当温度时,开始切换30%的新鲜进料,緩慢升温调整,维持此工况3 h。随后逐步提高新鲜进料量至100%,并缓慢升温调整,停止注氨。两天后主要产品合格,装置开车成功。
2.4 装置标定
2.4.1 原料油性质
为了考核催化剂的活性和选择性等各项性能指标和反应系统运转情况,以便为装置长周期满负荷平稳运行提供参考依据,在经过两个月的生产运行后,对装置进行标定,表2 列出了标定期间原料油的性质。由表2可知,装置加工原料油密度为 0.877 7 g·cm-3,大于设定值要求,加工难度会有所增加。
2.4.2 工艺条件
标定期间的主要工艺条件见表3。由于标定期间氢气不足,装置进料量降低,负荷为81%,在入口氢分压略低于预期值的条件下,为满足精制油氮质量分数≯15 μg·g-1的指标要求,精制反应器平均反应温度较设计值降低了5 ℃,总温升降低了3.1 ℃,表明精制催化剂活性较高,可以满足装置长周期运转。裂化反应器平均反应温度较设计值降低3 ℃,总温升与设计值相当,有利于裂化剂较好地发挥性能。
2.4.3 产品分布
在上述操作工况下,标定期间的主要产品分布如图3所示。从图中可以看出,加氢裂化尾油收率为55.7%,略低于设计收率62.5%,表明反应转化率有所提高。在该转化率下,轻石脑油的收率为3.2%,低于设计值4.1%,表明FC-46催化剂的选择性较好。重石脑油收率为20.0%,高于设计值,可以为催化重整装置提供更多的进料。柴油收率与设计值相当,均为15%左右。值得注意的是,重石脑油和尾油的总收率为75.7%,与设计值75.4%基本相当,满足催化剂多产化工原料的生产需求。
由表4可知,轻石脑油的硫和氮质量分数较低,链烷烃质量分数较高,为77.04%,可以作为优质的蒸汽裂解制乙烯原料。重石脑油中硫质量分数为0.4 μg·g-1,氮质量分数为0.3 μg·g-1,均满足≯0.5 μg·g-1的指标要求,芳烃潜质量分数为54.1%,可作为优质的催化重整进料。柴油的硫和氮质量分数同样较低,凝点在-30 ℃以下,十六烷值为42.7,是优质的低凝柴油调和组分。从尾油性质中可以看出,尽管所加工原料油性质比设计值要差,但采用FC-46催化剂之后,多环环状烃开环和芳烃加氢饱和能力提高,对尾油的性质改善较为明显,其BMCI值为10,较上一个运转周期降低了2个单位,是理想的蒸汽裂解制乙烯原料。
3 结 论
FRIPP开发的FC-46加氢裂化催化剂具有催化性能良好,加氢裂化活性适宜,气体产量少,液体产品收率和选择性高,产品质量优等特点。催化剂的工业应用结果表明,在加工较为劣质原料油和较低压力下,可以在多产催化重整原料的高芳潜重石脑油和作为蒸汽裂解制乙烯原料的低BMCI值加氢裂化尾油的同时,兼产一部分优质低凝清洁柴油组分,能够很好满足炼化企业加氢裂化装置多产化工原料的实际生产需要。
参考文献:
[1] 侯芙生. 加氢裂化∶进入21世纪的主要炼油技术[J].石油炼制与化工,2000,31(9):1-5.
[2] 韩崇仁. 加氢裂化工艺与工程 [M]. 北京:中国石化出版社,2001.
[3] JULINS S, GRUIA A J. Hydrocracking science and technology [M]. New York:Marcel Dekker Znc,2000.
[4] 杜艳泽,关明华,马艳秋,等. 国外加氢裂化催化剂研发新进展[J]. 石油炼制与化工,2012,43(4):93-98.
[5] 郝文月,刘昶,曹均丰,等. 加氢裂化催化剂研发新进展[J]. 当代石油石化,2018,26(7):29-34.
[6] 杜艳泽,王凤来,孙晓艳,等. FRIPP加氢裂化催化剂研发新进展[J]. 当代化工,2011,40(10):1029-1033.
[7] 杜艳泽,黄新露,关明华,等. FRIPP加氢裂化技术研发新进展[J]. 当代石油石化,2013,21(7):34-40.
[8] 劉昶,黄娆,郝文月,等. FC-46多产化工原料型加氢裂化催化剂的研制[J]. 石油炼制与化工,2019,50(2):68-72.
[9] 王仲义,邓兴硕,刘昶,等. 新一代灵活型加氢裂化催化剂的研制及工业应用[J]. 炼油技术与工程,2015,45(9):52-55.
[10]姜辉,郑重,李涛. FF-46加氢精制和FC-46加氢裂化催化剂在工业生产中的应用[J]. 石化技术与应用,2018,36(6):393-396.
